CIP-2021 : B21H 1/00 : Fabricación de artículos en forma de sólidos de revolución (laminado de tubos B21B 17/00 - B21B 25/00).
CIP-2021 › B › B21 › B21H › B21H 1/00[m] › Fabricación de artículos en forma de sólidos de revolución (laminado de tubos B21B 17/00 - B21B 25/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B21H 1/02 · de discos; de ruedas planas.
B21H 1/04 · · con pestaña, p. ej. ruedas para ferrocarriles.
B21H 1/06 · de anillos de poca altura (alargamiento de bandas de metal trabajadas en circuito cerrado, mediante el laminado simultáneo en varios puestos de laminación B21B 5/00).
B21H 1/08 · · de llantas de ruedas para ferrocarriles.
B21H 1/10 · · de llantas para neumáticos.
B21H 1/12 · · de anillos para cojinetes de bolas o de rodillos.
B21H 1/14 · de bolas, rodillos, rodillos cónicos o piezas análogas.
B21H 1/16 · · para rodamientos.
B21H 1/18 · de cilindros, p. ej. laminados transversalmente.
B21H 1/20 · · laminados longitudinalmente.
B21H 1/22 · caracterizada por la utilización de cilindros en los que el perfil varía la longitud de la circunferencia.
CIP2021: Invenciones publicadas en esta sección.
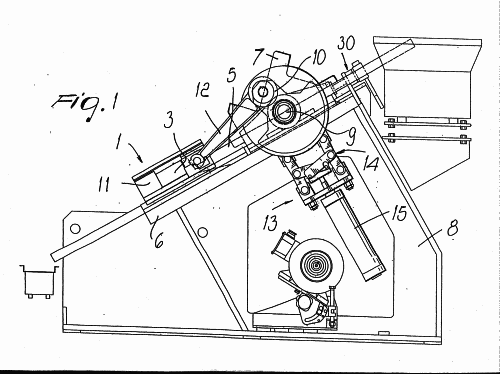
Estampación en relieve en una pieza de partida plana de metal (procedimiento y aparato).
(01/03/2016) Procedimiento de estampación en relieve de un artefacto (11,11') en una pared de una lata , en el que
(a) una lámina plana o pieza de partida del metal (s) es transportada (vs) a lo largo de un banco de transporte por varios grupos separados de rodillos , teniendo cada uno un rodillo superior y un rodillo inferior (20a, 20b; . . . );
(b) un par de rodillos de estampación en relieve rotativos (30; 31a; 31b), dispuestos entre dos de los grupos de rodillos de transporte , y accionados por una servo transmisión o motor , realizan la estampación en relieve (32a, 32b) del artefacto (11,11') en la lámina plana transportada o pieza de partida (s);
(c) con lo que los rodillos de transporte en sus superficies, los rodillos de estampación en relieve en sus superficies, y la lámina o pieza de partida tienen la…
Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales.
(14/12/2012) Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales, formado por dos conformadores, uno de ellos con rodillos de forma troncocónica y otro con rodillos de radios, que mediante un movimiento rotativo y alternativo, mantienen la superficie interior de las hileras en perfecto estado aumentando su duración.
MAQUINA LAMINADORA AUTOMATICA CON PEINES DE ROSCAR PLANOS.
(16/07/2006). Ver ilustración. Solicitante/s: S.M.A.R.T. S.R.L. Inventor/es: GHEZZI, ENRICO.
Una máquina automática de laminación con peines de roscar planos, que comprende una placa inmóvil y una placa móvil , que está fijada a un soporte que tiene un movimiento alternativo actuado por un husillo por medio de un sistema de biela y cigüeñal , estando dicho husillo acoplado rígidamente a una base, caracterizada porque dicha base comprende una primera parte inmóvil , la cual está rígidamente acoplada al bastidor de la máquina y una segunda parte móvil , la cual constituye el soporte del husillo , siendo ajustable la posición de dicha parte móvil con respecto a dicha parte inmóvil por unos medios para variar la posición de la parte móvil con respecto a la parte inmóvil.
PROCEDIMIENTO DE FLUOTORNEADO Y DISPOSITIVO DE FLUOTORNEADO.
(01/12/2005) Procedimiento de laminación a presión en el cual - se dispone una pieza bruta sobre un mandril de laminación de una máquina de laminación a presión, - se imparte un movimiento de rotación a la pieza bruta con relación a por lo menos un rodillo de laminación a presión , - se aproxima el por lo menos un rodillo de laminación a presión con relación a la pieza bruta , y - se determina la longitud axial de la pieza bruta mediante el rodillo de laminación a presión y se realiza la laminación a presión para obtener una pieza caracterizado - porque para compensar las variaciones de dimensión de la pieza bruta se conforma por lo menos una zona de compensación en la pieza , - porque antes y/o durante la laminación a presión se determinan mediante un sistema de medición los datos geométricos de la pieza bruta…
"PROCEDIMIENTO Y DISPOSITIVO PARA REMODELAR PIEZAS DE TRABAJO, PARTICULARMENTE METALICAS, TALES COMO DENTADOS, ARBOLES, SUPERFICIES DE RODADURA CILINDRICAS Y OTROS ELEMENTOS".
(16/01/1983). Solicitante/s: DIAG DEUTSCHE INDUSTRIEANLAGEN GESELLSCHAFT MBH.
PROCEDIMIENTO Y DISPOSITIVO PARA REMODELAR PIEZAS DE TRABAJO, PARTICULARMENTE METALICAS, TALES COMO DENTADOS, ARBOLES, SUPERFICIES DE RODADURA CILINDRICAS, ETC. SE SOMETEN LAS PIEZAS A UNA LAMINACION EN FRIO UTILIZANDO UNA HERRAMIENTA CON EL PERFIL QUE SE DESEA CONSEGUIR. LA ACCION DE LA FUERZA DE LAMINACION PROVOCA EL FLUJO ASCENDENTE DEL MATERIAL DE LA PIEZA TRABAJADA EL CUAL, AL MENOS EN PARTE, UNIDO AL MATERIAL DE LA PIEZA QUE EMPIEZA A SER APRESADO POR LA HERRAMIENTA, REPRODUCE EL PERFIL DE ESTA.
{kind=link}