Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales.
Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales,
formado por dos conformadores, uno de ellos con rodillos de forma troncocónica y otro con rodillos de radios, que mediante un movimiento rotativo y alternativo, mantienen la superficie interior de las hileras en perfecto estado aumentando su duración.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231377.
Solicitante: LA FARGA TUB, S.L. .
Nacionalidad solicitante: España.
Inventor/es: PUJOL TORRUELLA,Marc, GARCÍA DE LERA,Julio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C25/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Herramientas para perfilar por extrusión del metal.
- B21C25/04 B21C […] › B21C 25/00 Herramientas para perfilar por extrusión del metal. › Mandriles.
- B21C3/00 B21C […] › Herramientas para perfilar por estirado del metal; Combinación de hileras de estirar y de mandriles por estirado del metal.
- B21H1/00 B21 […] › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › Fabricación de artículos en forma de sólidos de revolución (laminado de tubos B21B 17/00 - B21B 25/00).
Descripción:
Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales
5 Sector técnico de la invención
La invención objeto de la presente memoria pertenece al sector de la técnica de los dispositivos auxiliares para la maquinaria de fabricación de alambre y tubos de cobre en concreto al sector de los dispositivos de limpieza y conformación de las hileras de extrusión de cobre.
Antecedentes de la invención
El proceso de fabricación de tubos de cobre utiliza como materia prima “billets” obtenidos por fundición. Los billets son productos semiterminados en forma de barras de sección circular que se extrusionan para obtener el producto final.
La extrusión se puede realizar en prensas de extrusión y la pieza que da la forma final a la sección del producto se llama hilera que es una pieza de metal que tiene la forma de la sección a obtener y suele estar montada en un bastidor que resiste los esfuerzos producidos durante la extrusión. Se ha probado a utilizar materiales cerámicos en la fabricación de hileras que ofrecen mayor resistencia, pero son más frágiles y en el caso de la extrusión de “billets” de
cobre, el óxido de cobre se adhiere a su superficie con mayor facilidad, por lo que quedan inutilizadas tras una corta vida de servicio.
En concreto las hileras metálicas de las prensas de extrusión requieren un proceso para la recuperación de su geometría original con el objeto de mantener la sección deseada de los tubos.
El proceso de recuperación de la geometría de las hileras suele comportar un mecanizado en un torno, que reduce la vida útil de las hileras debido al arranque de material que conlleva el torneado.
El objeto del conjunto conformador de hileras objeto de la presente descripción es alargar la vida útil de las hileras
manteniéndolas en perfectas condiciones de utilización, así mismo, reducir el tiempo del proceso de conformado, realizándolo en los circuitos auxiliares de prensa de forma automática y rápida, la duración del proceso de conformado se ha reducido a menos de 60 segundos.
Descripción de la invención
El conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales comprende dos conformadores; cada uno de los conformadores de hileras comprende un cilindro exterior de diámetro inferior al diámetro de la hilera, que tiene dos o más huecos en su pared cilíndrica, dos o más rodillos conformadores de forma sustancialmente cilíndrica, situados en los huecos del cilindro y cuyos ejes longitudinales están situados en dos o más
cilindros teóricos paralelos al cilindro exterior y cuyos diámetros son menores que el diámetro del cilindro exterior, que sobresalen de la superficie cilíndrica del cilindro exterior, un eje situado en el centro de una de las bases del cilindro exterior y que por su extremo libre está unido a un dispositivo de accionamiento del conformador y que le transmite un movimiento rotatorio.
45 En una realización preferente de la invención el conformador tiene tres rodillos conformadores idénticos de forma troncocónica y separados 120º entre sí, siendo su cara de menor diámetro la más alejada a la base del cilindro exterior donde está situado el eje. Este conformador trabaja sobre la zona cónica de la hilera.
En una segunda realización preferente de la invención el conformador dispone de dos rodillos conformadores idénticos,
50 llamados rodillos conformadores de radios, separados 180º grados entre sí y que están formados, cada uno de ellos, por dos cilindros, uno de menor diámetro que él otro, dichos cilindros están unidos por una superficie curva-convexa, siendo el cilindro de mayor diámetro el mas cercano a la base del cilindro donde está situado el eje. Este conformador trabaja sobre la zona en forma de embudo de la hilera, la superficie curva-convexa se adapta a la zona de embudo de la hilera.
Descripción de las figuras
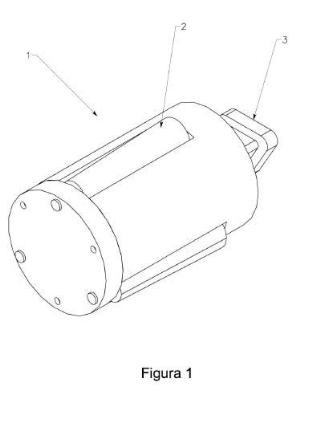
Figura 1: Perspectiva del conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales con rodillos conformadores de forma troncocónica.
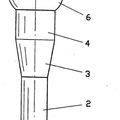
60 Figura 2: Perspectiva del conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales con rodillos conformadores de radios
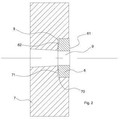
Figura 3: Vista en planta de una sección de una hilera y de un conformador con rodillos cónicos introducido en dicha 65 hilera.
Listado de referencias utilizadas
1. Conformador de hileras
2. Rodillo conformador cónico
5 3. Eje
4. Rodillo conformador de radios
5. Superficie curva-convexa
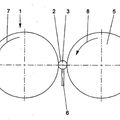
6. Zona de salida
7. Zona de acuerdo (forma cónica)
10 8. Zona de entrada (forma embudo)
Realización preferente de la invención
En la extrusión de un “billet” de cobre se emplea una hilera que define el diámetro exterior del producto saliente del 15 proceso de extrusión. Si se coloca un mandril unido a la prensa de extrusión se obtiene un tubo de cobre por supuesto hueco. Si se elimina el mandril se obtendría una barra de cobre.
Durante el proceso de extrusión el material de la hilera, acero o una de sus aleaciones, se desplaza reduciendo el tamaño de la sección transversal de la misma y modificando su perfil interior.
La geometría interior de la hilera tiene en cada uno sus extremos una zona de salida (6) y de entrada (8) cuya sección tiene forma de embudo, que se unen en una zona cónica (7) sin aristas vivas.
En la realización preferente del conjunto conformador de hileras para el conformado de las hileras utilizadas en la 25 extrusión de metales, los rodillos conformadores están fabricados en una aleación de acero.
El proceso de conformado de una hilera se realiza introduciendo el conformador en dicha hilera y mediante el eje, en esta realización de sección triangular, se comunica al cilindro un movimiento giratorio similar al comunicado a una herramienta durante un proceso de bruñido de una superficie interior cilíndrica. Los rodillos conformadores giran debido
al contacto con la hilera sin emplear ningún mecanismo de accionamiento.
El conformador con rodillos conformadores cónicos es utilizado en la mayoría de ocasiones y se utiliza con la hilera todavía caliente debido a la extrusión. La repetida utilización de dichos rodillos cónicos sobre la zona cónica de la hilera, ocasiona que en la intersección entre la superficie cónica de la hilera y la superficie en forma de embudo se cree
una arista viva. La utilización de los rodillos de radios elimina la arista formada mediante la zona de acuerdo curvaconvexa.
Reivindicaciones:
1. Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales
caracterizado porque comprende dos conformadores; cada uno de ellos comprende un cilindro exterior de diámetro inferior al diámetro de la hilera, que tiene dos o más huecos en su pared cilíndrica, dos o más rodillos conformadores de forma sustancialmente cilíndrica, situados en los huecos del cilindro exterior y cuyos ejes longitudinales están situados en dos a más cilindros teóricos paralelos al cilindro exterior y cuyos diámetros son menores que el diámetro del cilindro exterior, que sobresalen de la superficie cilíndrica del cilindro exterior, un eje situado en el centro de una de las bases
del cilindro exterior y que por su extremo libre está unido a un dispositivo de accionamiento del conformador que le transmite un movimiento rotatorio y alternativo.
2. Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales según reivindicación 1 caracterizado porque el conformador tiene tres rodillos conformadores idénticos de forma troncocónica
y separados 120º entre sí, siendo su base de menor diámetro la más alejada de la base del cilindro exterior a donde está unido el eje.
3. Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales según reivindicación 1 caracterizado porque el conformador tiene dos rodillos conformadores idénticos y separados entre si
180º entre sí y que están formados por dos cilindros, uno de ellos de mayor diámetro que el otro cilindro, dichos cilindros están unidos por una superficie curva-convexa, siendo el cilindro de mayor diámetro el más cercano a la base del cilindro exterior donde está situado el eje.
4. Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales según 25 cualquiera de las reivindicaciones anteriores caracterizado porque la sección transversal del eje es de forma triangular.
5. Conjunto conformador de hileras para el conformado de las hileras utilizadas en la extrusión de metales según cualquiera de las reivindicaciones anteriores caracterizado porque el dispositivo de accionamiento es un motor eléctrico.
Patentes similares o relacionadas:
 Estampación en relieve en una pieza de partida plana de metal (procedimiento y aparato), del 1 de Marzo de 2016, de Ardagh MP Group Netherlands B.V: Procedimiento de estampación en relieve de un artefacto (11,11') en una pared de una lata , en el que
(a) una lámina plana o pieza de partida del metal (s) es […]
Estampación en relieve en una pieza de partida plana de metal (procedimiento y aparato), del 1 de Marzo de 2016, de Ardagh MP Group Netherlands B.V: Procedimiento de estampación en relieve de un artefacto (11,11') en una pared de una lata , en el que
(a) una lámina plana o pieza de partida del metal (s) es […]
MAQUINA LAMINADORA AUTOMATICA CON PEINES DE ROSCAR PLANOS., del 16 de Julio de 2006, de S.M.A.R.T. S.R.L.: Una máquina automática de laminación con peines de roscar planos, que comprende una placa inmóvil y una placa móvil , que está fijada a un […]
PROCEDIMIENTO DE FLUOTORNEADO Y DISPOSITIVO DE FLUOTORNEADO., del 1 de Diciembre de 2005, de LEICO GMBH & CO. WERKZEUGMASCHINENBAU: Procedimiento de laminación a presión en el cual - se dispone una pieza bruta sobre un mandril de laminación de una máquina de laminación a presión, - se […]
"PROCEDIMIENTO Y DISPOSITIVO PARA REMODELAR PIEZAS DE TRABAJO, PARTICULARMENTE METALICAS, TALES COMO DENTADOS, ARBOLES, SUPERFICIES DE RODADURA CILINDRICAS Y OTROS ELEMENTOS"., del 16 de Enero de 1983, de DIAG DEUTSCHE INDUSTRIEANLAGEN GESELLSCHAFT MBH.: PROCEDIMIENTO Y DISPOSITIVO PARA REMODELAR PIEZAS DE TRABAJO, PARTICULARMENTE METALICAS, TALES COMO DENTADOS, ARBOLES, SUPERFICIES DE RODADURA CILINDRICAS, ETC. […]
 PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE PRECISION DE COMPONENTES CON SIMETRIA DE REVOLUCION, del 16 de Abril de 2008, de KAMAX-WERKE RUDOLF KELLERMANN GMBH & CO. KG: Dispositivo para el laminado de precisión de la superficie de la camisa de un componente con simetría de revolución, que comprende por lo menos […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE PRECISION DE COMPONENTES CON SIMETRIA DE REVOLUCION, del 16 de Abril de 2008, de KAMAX-WERKE RUDOLF KELLERMANN GMBH & CO. KG: Dispositivo para el laminado de precisión de la superficie de la camisa de un componente con simetría de revolución, que comprende por lo menos […]
 PROCEDIMIENTO DE CONFORMACION EN FRIO PARA LA FABRICACION DE GORRONES ESFERICOS, del 1 de Octubre de 2007, de ZF FRIEDRICHSHAFEN AG: Procedimiento de conformación en frío para la fabricación de gorrones esféricos con una zona esférica, una zona cónica y una zona roscada […]
PROCEDIMIENTO DE CONFORMACION EN FRIO PARA LA FABRICACION DE GORRONES ESFERICOS, del 1 de Octubre de 2007, de ZF FRIEDRICHSHAFEN AG: Procedimiento de conformación en frío para la fabricación de gorrones esféricos con una zona esférica, una zona cónica y una zona roscada […]
 Conjunto de una platina y un anillo de presión para una prensa de extrusión, y una prensa de extrusión que comprende un conjunto de este tipo, del 7 de Agosto de 2013, de DANIELI & C. OFFICINE MECCANICHE SPA: Conjunto de una platina y al menos un anillo de presión para una prensa de extrusión, comprendiendo laplatina una superficie de apoyo , comprendiendo el al menos […]
Conjunto de una platina y un anillo de presión para una prensa de extrusión, y una prensa de extrusión que comprende un conjunto de este tipo, del 7 de Agosto de 2013, de DANIELI & C. OFFICINE MECCANICHE SPA: Conjunto de una platina y al menos un anillo de presión para una prensa de extrusión, comprendiendo laplatina una superficie de apoyo , comprendiendo el al menos […]
APARATO DE EXTRUSIÓN CONTINUA, del 12 de Enero de 2012, de BWE LIMITED: Aparato de extrusión continua que tiene una pluralidad de surcos circunferenciales separados entre ellos , un utillaje arqueado con una parte de zapata que […]