CIP-2021 : B21C 29/00 : Enfriamiento o calentamiento de productos extruidos o de las partes de la prensa de extrusión.
CIP-2021 › B › B21 › B21C › B21C 29/00[m] › Enfriamiento o calentamiento de productos extruidos o de las partes de la prensa de extrusión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B21C 29/02 · de los contenedores de metal para extrusión.
B21C 29/04 · de las cabezas de prensas, de las hileras, o de los mandriles.
CIP2021: Invenciones publicadas en esta sección.
Proceso para fabricar un tubo de acero para airbag.
(26/11/2018) Un proceso para fabricar un tubo de acero con una resistencia a la tracción de al menos 900 MPa y una tenacidad a baja temperatura por un valor de vTrs 100 de -60°C o menos para airbags caracterizado por incluir:
una etapa de conformado de un tubo en el que se produce un tubo de acero sin soldadura por conformado de tubos en caliente a partir de un acero que comprende, en % masa, C: 0,04 - 0,20 %, Si: 0,10 - 0,50 %, Mn: 0,10 - 1,00 %, P: como máximo 0,025 %, S: como máximo 0,005 %, Al: como máximo 0,10 %, Cr: 0,01 - 0,50 %, Cu: 0,01 - 0,50 %, Ni: 0,01 - 0,50 %, Mo: menos del 0,1 %, Nb: como máximo 0,050%, Ti: como máximo 0,050 %, V: como máximo 0,20 %, Ca: como máximo…
Dispositivo para calentar piezas de trabajo en forma de barra.
(27/08/2013) Dispositivo para calentar barras de aluminio, el cual comprendedos módulos de calentamiento conectados uno detrás de otro y acopladosentre sí mediante un módulo de control, de manera que se crea unacámara continua de calentamiento, estando constituido el primer módulode calentamiento por un horno de gas y estando constituido elsegundo módulo de calentamiento por un horno de inducción ,caracterizado porque el módulo de control controla las temperaturas delproceso en función de los respectivos estados del proceso de amboshornos y porque entre el primer y el segundo módulo de calentamientoestá dispuesto un módulo de desacoplamiento térmico, el cual estáconfigurado de manera que se impide el paso de llamas del primermódulo de calentamiento al segundo módulo de…
APARATO DE EXTRUSION CONTINUA.
(01/04/2007). Solicitante/s: BWE LIMITED. Inventor/es: HAWKES, DANIEL JOHN.
Aparato de extrusión continua que tiene una rueda rotatoria conformada con un surco circunferencial, unos medios de zapata que incluyen un utillaje arqueado que limita una parte exterior del surco dotada de una abertura de salida en un cuerpo de matriz y un tope desplazado en la dirección de rotación desde la abertura de salida, caracterizado porque los medios de zapata están provistos de un conjunto calentador de matriz que aloja un cuerpo de calentador de matriz y unos medios de matriz de extrusión, incluyendo el cuerpo de calentador de matriz un conjunto de bobina calentadora por inducción eléctrica dispuesto para que se pueda alimentar de energía a fin de actuar conjuntamente con unos medios magnetizables asociados a los medios de matriz de extrusión para efectuar el calentamiento eléctrico de los mismos.
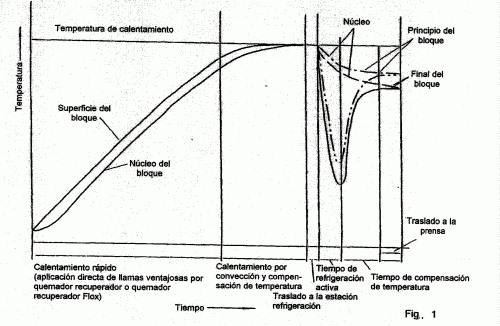
PROCEDIMIENTO DE TRATAMIENTO TERMICO DE LINGOTES METALICOS.
(16/08/2004). Ver ilustración. Solicitante/s: INGENIEURGEMEINSCHAFT WSP PROF. DR.-ING. C.KRAMER PROF. H.J. GERHARDT, M.SC. Inventor/es: KRAMER, CARL.
Procedimiento para el tratamiento térmico de un lingote de presión metálico colado, homogeneizado y, a continuación, enfriado, o bien, en caso de usar una cizalla en caliente, de un tramo de barra, preferentemente de una aleación de metal ligero, inmediatamente antes de la introducción en el dispositivo de prensado, a) en el que el lingote de presión / tramo de barra se recalienta, b) a continuación, el lingote de presión / tramo de barra calentado se enfría y c) se alimenta al dispositivo de prensado, caracterizado porque d) el lingote de presión / tramo de barra , respecto de un diámetro de 200 mm, se recalienta a la temperatura necesaria en 20 minutos, como máximo y porque e) el lingote de presión / tramo de barra calentado se somete durante como máximo 3 minutos a una compensación pasiva de temperatura, f) que conduce a una homogeneidad de temperatura inferior a ± 10 K, con respecto a un diámetro de 200 mm.
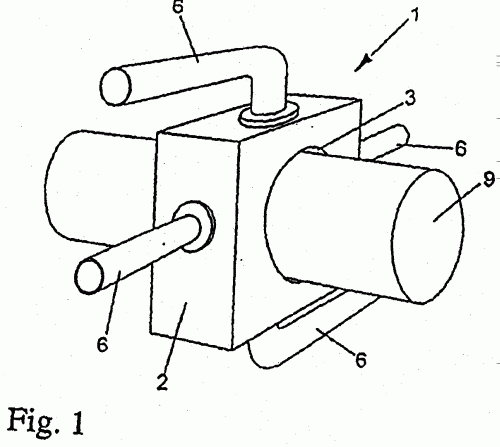
DISPOSICION EN ASOCIACION CON UN EQUIPO DE ENFRIAMIENTO PARA EL ENFRIAMIENTO DE BARRAS.
(01/06/2004). Ver ilustración. Solicitante/s: NORSK HYDRO ASA. Inventor/es: TUNDAL, ULF, REISO, ODDVIN.
Una disposición en asociación con un equipo de enfriamiento para el enfriamiento de barras , preferiblemente de aluminio, el cual comprende un alojamiento , provisto de aberturas para el paso axial de la barra a través del alojamiento, así como un anillo de enfriamiento , dispuesto dentro del alojamiento conjuntamente con conductos de alimentación para un medio de enfriamiento, caracterizada porque el anillo de enfriamiento está diseñado de forma que produzca el suministro del medio de enfriamiento a la barra, y el anillo de enfriamiento y/o la barra se han diseñado para ser desplazados de tal forma que se logre un enfriamiento uniforme en torno a toda la periferia de la barra, es decir, sin que exista un gradiente de temperaturas en sección transversal en torno a toda la circunferencia de la barra.
DISPOSITIVO PARA ENFRIAR PERFILES EXTRUIDOS.
(01/09/2001). Solicitante/s: INGENIEURGEMEINSCHAFT WSP PROF. DR.-ING. C.KRAMER PROF. H.J. GERHARDT, M.SC. Inventor/es: KRAMER, CARL, BECKER, MARKUS, DR..
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA ENFRIAR PERFILES EXTRUIDOS, Y COMPRENDE UNAS TOBERAS RANURADAS DE AIRE QUE CORREN PERPENDICULARMENTE AL MOVIMIENTO DEL PERFIL SITUADO ENCIMA Y DEBAJO DE UN PERFIL EXTRUIDO QUE SE MUEVE EN UN CONDUCTO DE SALIDA, Y TOBERAS DE INYECCION DE AGUA QUE APLICAN AGUA AL PERFIL EXTRUIDO, DE MANERA QUE LAS TOBERAS DE INYECCION DE AGUA SE ENCUENTRAN COLOCADAS SEPARADAMENTE DE LAS TOBERAS RANURADAS DE AIRE EN TUBOS QUE CORREN EN LA DIRECCION DEL PERFIL, POR LO QUE LAS SUPERFICIES DE APLICACION DE CADA TOBERA INDIVIDUAL DE INYECCION DE AGUA TRABAJAN CONJUNTAMENTE A FIN DE ASEGURAR UNA APLICACION HOMOGENEA SOBRE EL PERFIL.
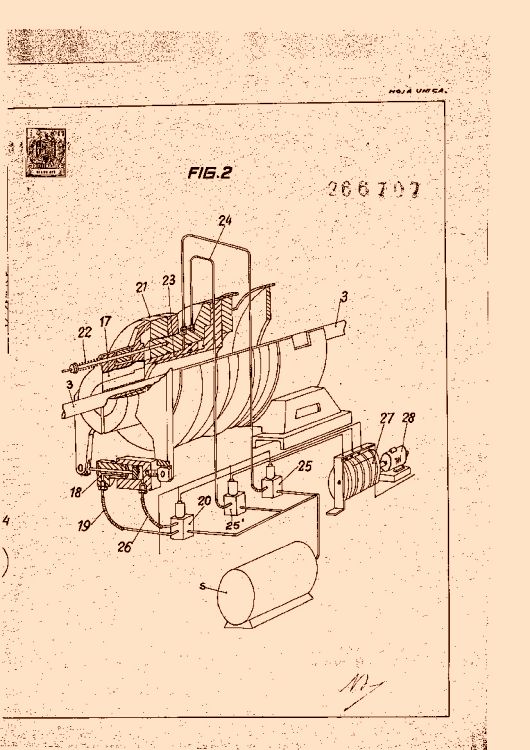
DISPOSITIVO PARA CALENTAR LOS EXTREMOS DELANTEROS DE LINGOTES A EXTRUIR.
(16/08/1994) DISPOSITIVO PARA CALENTAR EL EXTREMO DELANTERO DE LINGOTES A EXTRUIR, CUANDO ESTAN CALIENTES, DENTRO DE PRENSAS DE EXTRUSION, CON CAMARAS QUE CONTIENEN LOS LINGOTES DISPUESTAS EN FORMA DE TORRES CON SUS EJES PARALELOS, DISPONIENDOSE EL DISPOSITIVO EN COOPERACION CON LA PARTE EXTREMA DELANTERA DE UNA CAMARA 12 QUE COOPERA CON EL TROQUEL EXTRUSOR Y EN CORRESPONDENCIA CON LA POSICION DE CARGA Y PREPARACION DE UN LINGOTE L3, ESTANDO SITUADA ESTA POSICION INMEDIATAMENTE AGUAS ARRIBA DE LA POSICION DE EXTRUSION. METODO PARA CALENTAR EL EXTREMO DELANTERO L4 DE UN LINGOTE DE ALUMINIO, CALIENTE, L3 MANTENIDO EN UNA CAMARA 12 SITUADA EN UNA POSICION PARA CARGAR Y UBICAR UN LINGOTE INMEDIATAMENTE AGUAS ARRIBA DE LA POSICION DE…
DISPOSITIVO DE ENFRIAMIENTO PARA PERFILES EXTRUIDOS.
(01/08/1994). Solicitante/s: WSP INGENIEURGESELLSCHAFT FUR WARMETECHNIK, STROMUNGSTECHNIK UND PROZESSTECHNIK MIT BESCHRANKTER H. Inventor/es: MENZLER, DIRK, KRAMER, CARL.
UN DISPOSITIVO PARA EL ENFRIADO DE PERFILES EXTRUIDOS PRESENTA POR ENCIMA Y POR DEBAJO DE UNA PISTA DE SALIDA DE LOS PERFILES EXTRUIDOS, TOBERAS DE AIRE DISPUESTAS TRANSVERSALES A LA DIRECCION DE PRESIONADO Y DE SALIDA DEL PERFIL EXTRUSIONADO Y QUE TIENEN LAS ABERTURAS DE LAS TOBERAS EN FORMA DE RANURA. LAS TOBERAS DE AIRE DISPUESTAS POR DEBAJO DE LA PISTA DE SALIDA, TIENEN UN ANCHO DE LA RANURA MENOR QUE LAS TOBERAS DE AIRE DISPUESTAS POR ENCIMA DE LA PISTA DE SALIDA DEL PERFIL EXTRUIDO ; LA DISTANCIA DE LAS TOBERAS DE AIRE INFERIORES AL PERFIL EXTRUIDO ES MENOR QUE LA DISTANCIA DE LAS TOBERAS DE AIRE SUPERIORES AL PERFIL EXTRUIDO . LAS TOBERAS DE AIRE DISPUESTAS DEBAJO DEL PERFIL EXTRUIDO ESTAN DESPLAZADAS RESPECTO A LAS TOBERAS DE AIRE DISPUESTAS POR ENCIMA DEL PERFIL EXTRUIDO CADA VEZ EN LA MITAD DEL PASO, MEDIDO EN DIRECCION DE PRENSADO Y DE TRANSPORTE DEL PERFIL EXTRUIDO.
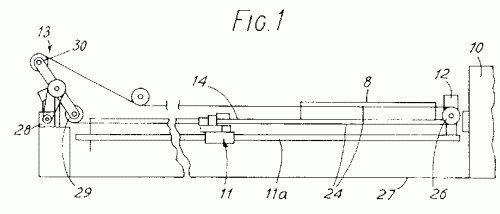
UN METODO Y UN APARATO PARA LA FABRICACION DE PIEZAS EXTRUIDAS.
(01/06/1988). Ver ilustración. Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: BENNETT, WALTER, GRAHAM EDEN, PETER.
SE DESCRIBEN UN METODO Y UN APARATO PARA LA FABRICACION DE PIEZAS EXTRUIDAS, EN DONDE SE EXTRUYE METAL MEDIANTE UNA HILERA DOTADA PREFERIBLEMENTE DE UNA SOLA ABERTURA DE EXTRUSION, SIENDO AGARRADO Y ARRASTRADO DESDE LA HILERA POR UN EXTRACTOR EL EXTREMO DELANTERO DE LA SECCION EXTRUIDA Y SIENDO ESTA ENFRIADA RAPIDA Y UNIFORMEMENTE AL MISMO TIEMPO EN UN TUNEL . EL EXTRACTOR Y LA PIEZA EXTRUIDA SE DETIENEN SIMULTANEAMENTE CUANDO EL EXTRACTOR ESTA A UNA DISTANCIA PREDETERMINADA DE LA HILERA, Y LA SECCION EXTRUIDA ES AGARRADA ENTONCES EN UN DISPOSITIVO QUE INCLUYE UN PAR DE MORDAZAS Y MEDIOS DE CIZALLADURA PARA CORTAR DICHA SECCION EN UN LUGAR ENTRE DICHAS MORDAZAS Y LA HILERA. EL EXTRACTOR SE MUEVE SEGUIDAMENTE EN EL SENTIDO DE ESTIRAR LA SECCION EXTRUIDA MIENTRAS ESTA CONTINUA AGARRADA POR LAS MORDAZAS DEL DISPOSITIVO Y ALINEADA CON LA HILERA.
UN PROCEDIMIENTO PARA LA RECUPERACION DE PLATA DE PELICULA FOTOGRAFICA.
(16/02/1981). Solicitante/s: PHOTOGRAPHIC SILVER RECOVERY LIMITED.
PROCEDIMIENTO PARA LA RECUPERACION DE PLATA DE PELICULA FOTOGRAFICA. LA FIGURA INDICA EL PROCEDIMIENTO PARA PELICULA SIN EXPONER, PERO TAMBIEN SE EXPLICAN METODOS PARA PELICULA EXPUESTA. LOS LOTES DE PELICULA CAEN DESDE LA TOLVA (A) DE CARGA A TRAVES DE LA VALVULA (C) ACCIONADA POR AIRE MEDIANTE PLACAS DE CORREDERA, A LA PRIMERA CAMARA FIJADORA (B). LA SOLUCION FIJADORA SE INTRODUCE POR LOS PULVERIZADORES (K). OTRA PLACA DE CORREDERA (D) ACCIONADA POR AIRE HACE CAER EL CONTENIDO EN LA CMARA (B1) DE LAS COLAS, EN LAS QUE SE INTRODUCE FIJADOR POR MEDIO DE PULVERIZADORES. CUANDO SE ABRE LA VALVULA (E) LA PELICULA CAE SOBRE LA PLACA PERFORADORA (F) CAYENDO EL LIQUEDIO ESCURRIDO AL DEPOSITO (G). EL LIQUIDO QUE ESCURRE EN LAS VALVULAS INCLINADAS (D,E) PASA, A TRAVES DE LOS TAMICES (N), A UNA PLACA DE TAMIZ DE LLENADO (M) Y A CUATRO DEPOSITOS DE COMPENSACION INTERCONECTADOS (H). DE AQUI PASA A LAS CUATRO INSTALACIONES )O) DE RECUPERACION ELECTROLITICA DE LA PLATA DE 600 A.
UN DISPOSITIVO DE PRENSA DE EXTRUSION PARA TUBO METALICO.
(16/05/1965). Ver ilustración. Solicitante/s: THE LOEWY ENGINEERING COMPANY LIMITED.
Resumen no disponible.
UN PROCEDIMIENTO PARA EL RECUBRIMIENTO DE CABLES ELÉCTRICOS MEDIANTE FUNDAS METÁLICAS, OBTENIDAS POR EXTRUSIÓN PARTIENDO DEL METAL EN ESTADO LÍQUIDO Y A LA PRESIÓN ATMOSFÉRICA.
(16/07/1963). Ver ilustración. Solicitante/s: PIRELLI S.P.A..
Resumen no disponible.
UN PROCEDIMIENTO DE ENFRIAR Y SOPORTAR METAL CALIENTE.
(16/03/1962). Solicitante/s: GREAT LAKES CARBON CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}