CIP-2021 : B21D 22/20 : Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
CIP-2021 › B › B21 › B21D › B21D 22/00 › B21D 22/20[1] › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
B21D 22/20 · Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
CIP2021: Invenciones publicadas en esta sección.
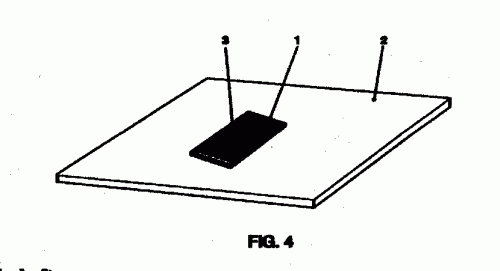
Traviesa de refuerzo de parachoques.
(23/05/2013) La traviesa de parachoques comprende un cuerpo alargado de onfiguración tridimensional formado a partir de varios elementosde chapa metálica unidos entre sí por soldadura y conformdos. La configuración tridimensional tiene una sección transversl abierta no uniforme a lo largo de dicho cuerpo . El métodocomprende unir entre sí varios elementos de chapa metálica (1, 2 por soldadura para producir una pieza en bruto confeccionada, pana, y conformar dicha pieza en bruto confeccionada para produci el cuerpo . La conformación se realiza por estampación en fío o en caliente. Los varios elementos de chapa metálica ueden estar unidos por diferentes técnicas de soldadura ya sea mtuamente adyacentes o superpuestos, pueden ser…
Procedimiento para el conformado, particularmente la embutición profunda de un recorte de chapa plano con una herramienta de conformado.
(13/06/2012) Procedimiento para el conformado, particularmente embutición profunda de un recorte de chapa plano en unaherramienta de conformado , particularmente una herramienta de embutición profunda con un punzón deconformado , particularmente un punzón de embutición , y una matriz de conformado , particularmenteuna matriz de embutición hasta dar un producto semiacabado , particularmente para aparatos domésticos,por ejemplo, un lavavajillas o una lavadora, aplicándose para el conformado, particularmente la embutición profundaun lubricante sobre el recorte de chapa , siendo el lubricante un aceite de embutición…
Método de conformación a presión, dispositivo de conformación a presión, producto de programa para ordenador y medio de almacenamiento para ordenador.
(21/03/2012) Un metodo de conformacion a presion usando un dispositivo de conformacion a presion que tiene un punzon , una m atriz y u na su jecion d e formas previas y conformar a presion un material segun un estado de conformacion establecido, que comprende las etapas de:
medir durante la conformacion de dicho material, de un momento a otro, N variables de estado que incluyen al menos una variable de estado entre las variables de estado de reaccion a la perforacion, temperatura del molde metalico, cantidad de distorsion del molde metalico, cantidad de deformacion de la pieza de trabajo o temperatura de la pieza de trabajo, en que N es un numero entero de 2 o mas;
caracterizado porque el metodo comprende adicionalmente las etapas de:
controlar por ordenador, de un momento a otro, L condiciones de tratamiento…
MÉTODO DE CONFORMACIÓN A PRESIÓN, DISPOSITIVO DE CONFORMACIÓN A PRESIÓN, PRODUCTO DE PROGRAMA PARA ORDENADOR Y MEDIO DE ALMACENAMIENTO PARA ORDENADOR.
(08/02/2012) Un método de conformación a presión usando un dispositivo de conformación a presión que tiene un punzón , una matriz y una sujeción de formas previas y conformar a presión un material según un estado de conformación establecido, que comprende las etapas de: medir al menos una o más variables de estado durante el procesamiento de las variables de estado de la reacción de perforación, temperatura del molde metálico, cantidad de distorsión del molde metálico, cantidad de deformación de la pieza de trabajo o temperatura de la pieza de trabajo, para cada conformación del material; caracterizado porque el método comprende adicionalmente las etapas de: calcular una media de desplazamiento de valores medidos durante el tratamiento con respecto a una o más…
PROCEDIMIENTO DE CONFORMACIÓN A PARTIR DE PIEZA EN BRUTO DE MATERIAL QUE SE TEMPLA CON ENFRIAMIENTO DIFERENCIAL.
(06/02/2012) Herramienta de embutición para la conformación y el enfriamiento de una pieza de acero a partir de una pieza en bruto , comprendiendo la herramienta: - por lo menos un punzón ; y - por lo menos una matriz ; comprendiendo el punzón y la matriz cada uno: - por lo menos una primera parte que corresponde a una zona caliente de la herramienta de embutición; y - por lo menos una segunda parte que corresponde a una zona fría de la herramienta de embutición; estando la segunda parte del punzón y la segunda parte de la matriz en contacto con la pieza en bruto, en la zona fría, cuando la herramienta de embutición…
PROCEDIMIENTO Y DISPOSITIVO PARA DETECCIÓN DE DEFECTOS DE EMBUTICIÓN.
(18/11/2011) Procedimiento y dispositivo para la detección de defectos de embutición.Hace posible la detección de estiramientos o adelgazamientos límite y fisuras o roturas en la deformación por embutición o estampación de piezas de chapa metálica en una prensa, mediante el análisis de la temperatura producida durante la deformación por medio de termografía infrarroja y técnica de análisis de Imagen para detectar dichos defectos.Para ello, inmediatamente después del proceso de embutición se efectúa en la chapa metálica una captación directa de la temperatura en la zona de deformación. Esta zona ha sido determinada previamente con la ayuda del diagrama FLD del material de la chapa metálica a analizar.Las imágenes termográficas captadas en la zona de deformación son utilizadas para la detección de defectos
PROCEDIMIENTO DE REALIZACIÓN DE UNA PIEZA CON CARACTERÍSTICAS MECÁNICAS MUY ELEVADAS, CONFORMACIÓN POR EMBUTICIÓN EN FRIO, A PARTIR DE UNA CINTA DE CHAPA DE ACERO LAMINADA Y PARTICULARMENTE LAMINADA EN CALIENTE Y REVESTIDA.
(21/01/2011) Procedimiento de realización de una pieza con características mecánicas muy elevadas, conformación por embutición, a partir de una cinta de chapa de acero laminada particularmente laminada en caliente, y revestida con zinc o una aleación a base de zinc que asegura una protección de la superficie y del acero, procedimiento en el cual: - se corta la chapa para la obtención de una porción de chapa, - se realiza una embutición en frío, a partir de la porción de chapa para obtener la pieza, - se realiza, después de la embutición, por tratamiento térmico, un compuesto aleado intermetálico, en superficie, asegurando una protección contra…
PROCEDIMIENTO PARA LA CONFORMACION DE DISCOS ESTAMPADOS DE ACEROS DE RESISTENCIA ELEVADA Y MUY ELEVADA.
(18/02/2010) Procedimiento para el templado en prensa y la conformación a temperatura regulada de discos estampados de aceros de resistencia elevada y/o muy elevada, en el que el disco estampado se calienta antes de la conformación al menos a la temperatura de austenitización y se conforma a continuación en caliente en una herramienta de conformación, presentando la herramienta de conformación medios para la regulación de la temperatura, caracterizado porque el disco estampado se conforma mediante las superficies de contacto de elementos de la herramienta de conformación previstos en la herramienta de conformación para la conformación, estando asignadas las superficies de contacto al menos en parte a una pluralidad de zonas de temperatura previstas en la herramienta de conformación y regulándose la temperatura de una pluralidad de zonas de…
DISPOSITIVO DE CONFORMACION A PRESION, METODO DE CONFORMACION A PRESION, PROGRAMA DE ORDENADOR Y MEDIO DE ALMACENAMIENTO.
(22/01/2010) Un dispositivo de conformación por compresión, que tiene un punzón , una matriz y una sujeción de la forma previa, y la conformación por compresión de un material según una condiciones de conformación establecidas, que comprende: un detector de variables de estado que mide, durante la conformación de dicho material de un momento a otro, al menos una variable de estado entre las variables de estado de reacción a la perforación, temperatura del molde metálico, cantidad de distorsión del molde metálico, cantidad de deformación de la pieza de trabajo o temperatura de la pieza de trabajo; y al menos uno o más medios de un medio de aportación de características del material para aportar…
UTIL DE CONFORMACION PARA LA EMBUTICION HIDROMECANICA PROFUNDA DE PIEZAS EN EL ESTADO DE CHAPAS CORTADAS.
(16/03/2007) Útil de conformación para la embutición hidromecánica profunda de pie- zas en el estado de chapas cortadas, con un cajón de agua que tiene paredes laterales del cajón y un fondo del cajón que sirven de bandeja de utillaje que, como elemento inferior del útil , puede llenarse con un fluido líquido activo formando de este modo la matriz de em- butición, con un anillo de embutición en forma de placa que está dispuesto en la zona superior del cajón de agua y que puede hacerse estanco por su zona anular respecto a un volumen de fluido activo situado por debajo, mientras que el borde de la abertura anular forma un borde de embutición de la pieza , con un punzón de embutición que, cuando la chapa cortada está intercala- da, puede desplazarse por medio de un impulsor móvil a través de la abertura anular del anillo de…
PROCEDIMIENTO PARA LA FABRICACION DE ENVASES METALICOS DE UNA PIEZA.
(01/02/2007). Ver ilustración. Solicitante/s: MARTINEZ RIQUELME,JOSE. Inventor/es: MARTINEZ RIQUELME,JOSE.
Procedimiento para la fabricación de envases metálicos de una pieza. Incluye, por lo menos, una etapa de embutición de una lámina metálica y una etapa de tratamiento de dicha lámina (barnizado y litografiado), así como la posterior expulsión del recorte generado por la embutición mediante un resorte mecánico y la expulsión del envase formado mediante chorro de aire. La etapa de embutición se realiza con un solo golpe y posteriormente a dicha etapa de tratamiento de dicha lámina metálica. Se obtiene un envase de una sola pieza sin costuras y de gran acabado superficial, con superficies interiores y exteriores tratadas con un excelente resultado y gran calidad.
METODO DE FABRICACION DE UNA PIEZA DOTADA DE ELEVADAS CARACTERISTICAS MECANICAS, FORMADA POR EMBUTICION, A PARTIR DE CHAPA DE ACERO LAMINADO, EN PARTICULAR CHAPA LAMINADA EN CALIENTE Y DOTADA DE UN RECUBRIMIENTO.
(16/12/2006) Método de fabricación de una pieza con elevadas características mecánicas, formada por embutición, a partir de una chapa de acero, en particular chapa laminada en caliente y recubierta con un metal o una aleación metálica de zinc o una aleación a base de zinc que asegura una protección de la superficie del acero, en el que - se corta la chapa laminar para obtener una pieza en bruto, - se lleva a cabo embutición en caliente, a partir de la pieza en bruto laminar para obtener la pieza, - se lleva a cabo, antes de la embutición, un compuesto de aleación intermetálico, en superficie, asegurando una protección contra la corrosión, contra la decarburación del acero, pudiendo asegurar dicho compuesto intermetálico una función lubrificante, siendo obtenido…
PROCEDIMIENTO DE HIDROMOLDEO DE PLANCHAS.
(01/05/2005). Ver ilustración. Solicitante/s: AIRBUS FRANCE (SOCIETE PAR ACTIONS SIMPLIFIEE). Inventor/es: CHEVALLIER, LUCIEN.
Procedimiento de hidromoldeo de planchas, en el que se fija una plancha por medio de un dispositivo de aprisionamiento (2, 2, 2) sobre una matriz (4) dotada de una cavidad (3) en vistas a la embutición de dicha plancha por medio de un punzón (5, 5, 5) que penetra en la matriz, caracterizado porque durante la fase de embutición se modifica la holgura entre el punzón (5, 5, 5) y el dispositivo de aprisionamiento (2, 2, 2) para mantenerla dentro de un margen de valores que impida la formación de un pliegue entre dichos punzón y matriz, en función de uno y/u otro de los siguientes parámetros: presión del fluido en la cavidad (3) de la matriz (4) y posición del punzón (5, 5, 5) con respecto a la matriz.
PROCEDIMIENTO PARA FABRICAR UNA PIEZA DE CHAPA DE GRAN SUPERFICIE, EN ESPECIAL UNA PIEZA DE CARROCERIA PARA UN VEHICULO.
(16/04/2005). Ver ilustración. Solicitante/s: DR.ING. H.C.F. PORSCHE AKTIENGESELLSCHAFT. Inventor/es: HEYLL, ROLF, KOEHR, ROBERT.
Procedimiento para fabricar una pieza de chapa de gran superficie, en especial una pieza de carrocería para un vehículo a partir de una pletina plana, en donde la pletina plana se lleva a una forma previa preestirada al recibir por un lado un medio activo y, a continuación, a una forma final mediante embutición profunda, caracterizado porque la fabricación de la forma previa preestirada se produce en una herramienta de conformación al presionar por debajo de 15 bares y el moldeado final subsiguiente se efectúa en una herramienta de embutición profunda independiente.
PROCEDIMIENTO PARA ACCIONAR UNA PRENSA DE CONFORMACION.
(16/09/2003). Solicitante/s: SCHNUPP, KONRAD. Inventor/es: SCHNUPP, KONRAD.
Procedimiento para accionar una prensa de conformación en el que, en un bastidor rígido de la prensa, se pretensa una pieza a mecanizar, por medio de una fuerza (FSt) del pisador, contra un útil , con lo que al menos un útil del portamachos aplica una fuerza (FSt) del portamachos paralela a la fuerza (FNH) del pisador y con lo que, contra la fuerza (FSt) del portamachos y la fuerza (FNH) del pisador, se aplican fuerzas (FSZ) de cilindros de cierre y en el útil está configurada una cámara de agua mediante la cual pueden actuar fuerzas (p*A) de la cámara de agua sobre la pieza a mecanizar, que se caracteriza porque se calcula la fuerza de perturbación resultante de la aplicación de la fuerza (FSt) del pisador y se compensa mediante una variación de las fuerzas (FSZ) de los cilindros de cierre.
PROCEDIMIENTO Y APARATO PARA LA EMBUTICION PROFUNDA DE CHAPA METALICA.
(01/07/2003). Solicitante/s: VAW ALUMINIUM AG. Inventor/es: SILLNER, GERHARDT, DIPL.-ING., VON CZARNOWSKI, PETER, DR.
Un procedimiento de embutición profunda de piezas formadas de chapa metálica, en el que las piezas formadas de chapa metálica se someten al menos a una etapa de embutición profunda en una prensa de embutición profunda, y las piezas formadas de chapa metálica son ablandadas térmicamente de manera localmente limitada en la prensa de embutición profunda, caracterizado por el hecho de que la energía de radiación de un haz láser se usa para el proceso de ablandamiento térmico.
PROCEDIMIENTO DE CONFORMACION DE UN CUERPO DE ENVASE METALICO.
(16/06/2003). Solicitante/s: ALUMINUM COMPANY OF AMERICA. Inventor/es: DIEKHOFF, HANS H., SMITH, GEORGE L., JR.
UN METODO PARA PROPORCIONAR UN CUERPO CONTENEDOR DE METAL, QUE CONSTA DE LA EXTRACCION DE UN RECIPIENTE DE METAL QUE TIENE UNA PARED LATERAL Y UNA BASE CON UNA PROTUBERANCIA, TENIENDO DICHA PROTUBERANCIA UNA PARED TRANSVERSAL Y UNA PARTE DE PARED LATERAL ADYACENTE A LA PARED LATERAL DEL RECIPIENTE , Y REFORMANDO DICHA BASE INSERTANDO EL METAL EN DICHA PARED ANULAR HACIA ARRIBA CON RESPECTO A LA PARED ANULAR PARA FORMAR UNA PARTE DE PARED ANULAR GENERALMENTE FRUSTO-CONICA ENTRE DICHA PARED TRANSVERSAL Y LATERAL.
Prensa para el moldeo con alta presión externa.
(16/05/2002). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: HERMANN, ULRICH, BEYER, JOACHIM.
Prensa para la transformacióna alta presión exterior con un empujador bloqueable, que se puede mover hacia arriba y hacia abajo, y un sujetador de la chapa , con cilindros de retención de la chapa , con una caja de líquido regulada en la presión, que recibe un medio de presión , y con cilindros de trabajo para la transformación, caracterizada porque el empujador y los sujetadores de la chapa pueden ser accionados conjuntamente, estando configurado el cilindro de retención de la chapa como cilindro de carrera corta y estando integrados los cilindros de trabajo , que llevan la herramienta, en el empujador.
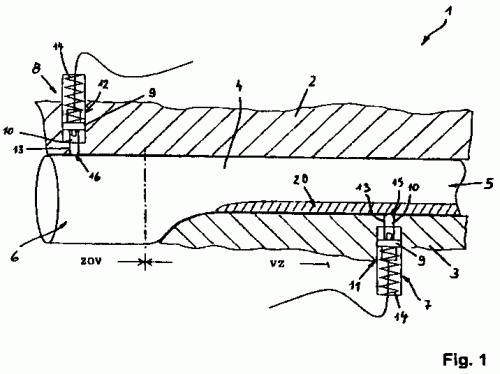
PROCEDIMIENTO Y DISPOSITIVO PARA LA DETECCION DE FISURAS EN LA DEFORMACION POR EMBUTICION PROFUNDA.
(01/04/2002). Ver ilustración. Solicitante/s: BENTELER AG. Inventor/es: BERGS,NORBERT, KLATZER,STEFAN, BARSCHDORFF,DIETER, HAUPT,HAGEN.
Procedimiento y dispositivo para la detección de fisuras en la deformación por embutición profunda de piezas de trabajo metálicas en una prensa de estirado mediante captación de los ruidos producidos durante la deformación por medio de sensores de sonido corporal. Para ello, durante el proceso de embutición profunda se efectúa en la pieza de trabajo , en paralelo en el tiempo, una captación directa del sonido corporal en la zona de deformación y fuera de la zona de deformación (VZ). Mediante comparación de las señales de sonido corporal captadas se determinan señales con amplitud y frecuencia aproximadamente iguales, como señales de ruido de perturbación, y se eliminan por filtrado. Las señales de sonido corporal captadas en la zona de deformación (VZ) son analizadas con supresión de las señales de perturbación y utilizadas para la detección de fisuras.
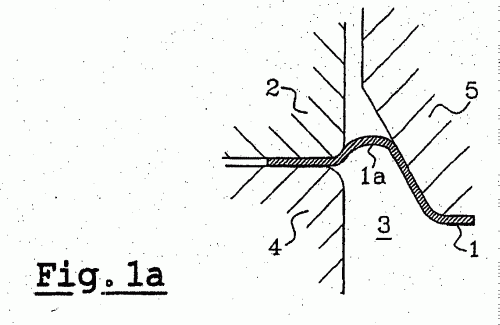
PIEZA DE CHAPA PLANA PARA UN COMPONENTE DE UNA ESTRUCTURA Y PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE DE UNA ESTRUCTURA PARA AUTOMOVILES.
(01/11/2001). Ver ilustración. Solicitante/s: VOLKSWAGEN AKTIENGESELLSCHAFT. Inventor/es: OEHLERKING, CONRAD, DIPL.-ING., WELSCH, FRANK, DR.
LA INVENCION SE REFIERE A UNA PLETINA PARA UN COMPONENTE ESTRUCTURAL, A UN COMPONENTE ESTRUCTURAL Y A UN PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE ESTRUCTURAL PARA AUTOMOVILES, EN LOS QUE UNA CHAPA BASE Y UNA CHAPA DE REFUERZO SE UNEN ENTRE SI EN UNA PLETINA Y SE TRANSFORMAN. LA FORMACION DE PLIEGUES QUE SE PRODUCE EN LA TRANSFORMACION DE LA CHAPA DE REFUERZO Y DE LA CHAPA BASE SE REDUCE, GRACIAS A QUE SE FORMA UNA ACUMULACION DE MATERIAL LOCAL QUE PRESENTA UNA SUPERFICIE EFECTIVA MAYOR QUE EL MATERIAL DE LA CHAPA BASE. POR OTRO LADO, EL MOLDEO DE LA CHAPA DE REFUERZO SE PUEDE FACILITAR CONSIDERABLEMENTE AL DILATAR LA CHAPA BASE EN EL PROCESO DE EMBUTICION PROFUNDA MEDIANTE LA RESERVA DE DEFORMACION DE LA SUPERFICIE EFECTIVA MAYOR, HACIENDO POSIBLE, POR CONSIGUIENTE, EN MUCHOS CASOS EL PROCESO DE EMBUTICION PROFUNDA. ESTO SE PUEDE LOGRAR REALIZANDO LA CHAPA DE REFUERZO, AL MENOS PARCIALMENTE, COMO CHAPA GOFRADA, CHAPA IMBRICADA O CHAPA DE ESTRUCTURA DE BOVEDA.
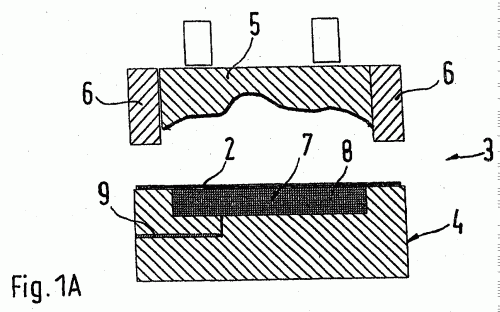
PROCEDIMIENTO DE CONFORMADO PARA PRESIONADO DE PARTES DE MOLDE DE CHAPA.
(16/11/1998). Solicitante/s: DIEDRICHS, HELMUT W. H.W. MECKENSTOCK KG. Inventor/es: RITTER, JURGEN, DIEDRICHS, HELMUT, W.
LAS PARTES DE MOLDE DE CHAPA PRECONFORMADAS DE FORMA ESPACIAL SE ELABORAN POR MEDIO DE PRESIONADO A PARTIR DE UNA PLETINA DE CHAPA. LA PLETINA DE CHAPA ESTA PROVISTA CON UNA MATRIZ DE CONFORMACIONES LOCALES, POR EJEMPLO ELEVACIONES REGULARES. ESTAS CONFORMACIONES PERMITEN LA OBTENCION DE UN ALTO GRADO DE CONFORMADO REGULAR, SIN QUE SEA NECESARIO CON ELLO UN PROCESO DE EMBUTICION PROFUNDA.
BOTE PARA BATERIA, HOJA PARA FORMAR EL BOTE PARA BATERIA, Y METODO PARA LA MANUFACTURAR LA HOJA.
(01/11/1997) SE PRESENTA UNA PLANCHA DE ACERO QUE TIENE UNA CAPA GALVANIZADA SOBRE LAS SUPERFICIES SUPERIOR E INFERIOR DE LA MISMA PARA PROCESARSE EN FORMA DE BOTE PARA BATERIA QUE ES CILINDRICO Y ABIERTO EN UN EXTREMO DEL MISMO MEDIANTE PROCESAMIENTO POR ESTIRAMIENTO Y PLANCHADO. LA PLANCHA DE ACERO GALVANIZADA TIENE MAS DE 1.2 COMO VALOR DE GRADO DE ACUMULACION (R) QUE ES UN GRADO DE DEFORMACION DE ANCHURA EN LA DIRECCION LONGITUDINAL DE LA MISMA/ UN GRADO DE DEFORMACION DE GROSOR EN LA DIRECCION LONGITUDINAL DE LA MISMA, UN GRADO DE DEFORMACION DE ANCHURA EN DIRECCION A LA ANCHURA DE LA MISMA / UN GRADO DE DEFORMACION DE GROSOR EN LA DIRECCION DE GROSOR EN LA DIRECCION DE LA ANCHURA DE LA MISMA, UN GRADO DE DEFORMACION DE ANCHURA EN UNA DIRECCION OBLICUA A LA MISMA / UN GRADO DE DEFORMACION…
MOLDE DE METAL PARA FABRICAR UN PRODUCTO DE PASTELERIA-CONFITERIA CONGELADO Y METODO PARA FABRICAR EL MOLDE.
(16/07/1997). Solicitante/s: GRAM A/S. Inventor/es: GRAM, KLAUS.
UN MOLDE METALICO PARA HACER UN PRODUCTO DE CONFITERIA CONGELADO, QUE PUEDE ESTAR FABRICADO DE MATERIALES DE TITANIO. EL MOLDE SE PRODUCE MEDIANTE EL MOLDEADO EN FRIO DE UNA LAMINA LISA, MEDIANTE EMBUTICION O PRESIONANDO DOS MEDIAS CONCHAS LAS CUALES SON SOLDADAS SUBSECUENTEMENTE ENTRE SI. CUANDO SE UTILIZA TITANIO PARA LOS MOLDES DE POLOS HELADOS, ES POSIBLE EVITAR EL USO DE INHIBIDORES VENENOSOS, SIN EL RIESGO DE CORROSION DE LOS MOLDES. EXISTE UN RIESGO CONSIDERABLE DE CORROSION DE LOS MOLDES AL SER ESTOS UTILIZADOS EN LA PRODUCCION DE PRODUCTOS DE CONFITERIA CONGELADOS Y SOMETIDOS A BAÑOS DE CONGELACION SIN SOLUCIONES SALINAS FUERTES. CUANDO SE UTILIZA MATERIAL DE TITANIO PARA HACER LOS MOLDES, ES ADEMAS POSIBLE REALIZAR UN ABLANDAMIENTO QUE ALIVIA LA PRESION A UNA MENOR TEMPERATURA QUE LA QUE ANTES ERA POSIBLE CUANDO LOS MOLDES ESTABAN HECHOS DE ACERO INOXIDABLE.
DISPOSITIVO PARA EL ENGRASE CONTROLABLE DE PIEZAS DE TRABAJO CON CILINDROS DE ENGRASADO GIRADOS A TRAVES DE UN ACCIONAMIENTO DE CORREA Y UN EJE DE ACCIONAMIENTO DE UN MOTOR.
(16/01/1997) LA INVENCION SE REFIERE A UN DISPOSITIVO PARA EL ENGRASE CONTROLABLE DE PIEZAS DE TRABAJO EN FORMA DE BANDAS O PLETINAS CON MULTIPLES CILINDROS DE ENGRANADO ALINEADOS UNO CON RESPECTO A OTRO DE FORMA COAXIAL HUECOS, PROVISTOS CON MATERIAL PERMEABLE A LA GRASA QUE ESTAN APOYADOS DE FORMA GIRATORIA SOBRE UN EJE HUECO Y SON IMPULSADOS POR UN ACCIONAMIENTO DE CORREA, QUE A TRAVES DE UN EJE DE ACCIONAMIENTO APOYADO EN UNA CARCASA O EN UN ARMAZON SE ENCUENTRA EN UNION DE ACCIONAMIENTO CON UN MOTOR . LOS CILINDROS DE ENGRASADO SE APLICAN A TRAVES DEL CILINDRO DEL MEDIO A PRESION EN LA SUPERFICIE (11A, 11B) DE LA PIEZA DE TRABAJO. LA INVENCION BASA SU OBJETIVO EN LA OBTENCION DE UN DISPOSITIVO…
BANDA O PARTE DE BANDA PARA RECUBRIMIENTO O RECUBRIMIENTO-LAMINADO Y SU USO.
(01/10/1996) LA INVENCION TIENE POR OBJETO UNA BANDA O PARTE DE BANDA PARA RECUBRIMIENTO O RECIBRIMIENTO-LAMINADO QUE COMPRENDE UNA CAPA METALICA QUE TIENE SOBRE UNA CARA UNA CAPA SUPERFICIAL DE MATERIAL PLASTICO Y SOBRE LA OTRA CARA UNA CAPA DE VARNIZ , CARACTERIZADO PORQUE: A) LA CAPA METALICA ES DE ALEACION DE AL CON UNA CAPA DE OXIDO ANODICO O DE CONVERSION QUIMICA DE ESPESOR 20-80 EN CADA CARA; B) LA CAPA DE VARNIZ CONTIENE UN LUBRICANTE SOLIDO EN PARTICULAS MAS DURAS QUE EL VARNIZ Y MENOS DURAS QUE EL O LOS UTENSILIOS DE CONFORMACION, DE DIAMETRO MEDIO SUPERIOR AL ESPESOR DE DICHA CAPA DESPUES DE COCIDA. LA INVENCION TAMBIEN TIENE POR OBJETO LA UTILIZACION DE ESTA BANDA PARA FABRICAR DIVERSOS…
EMBUTICION PROFUNDA HIDROMECANICA APOYADA POR EXPLOSION.
(16/07/1996) LA INVENCION SE REFIERE A UN PROCESO PARA LA EMBUTICION PROFUNDA HIDROMECANICA DE CHAPA EN UN MOLDE PREFIJADO POR UN PUNZON POR MEDIO DE UNA PRENSA , QUE CONTIENE EL PUNZON Y UNA CAMARA HERRAMIENTA ABIERTA HACIA EL PUNZON QUE SE PUEDE CARGAR CON LIQUIDO, PARA LO CUAL UNA DE LAS DOS PARTES SE PUEDE ACCIONAR CON MOVIMIENTO DE CARRERA. LA CHAPA SE SUJETA POR SU BORDE EXTERIOR ENTRE UNA SUPERFICIE DE CONTACTO EN LA CARA FRONTAL DEL PUNZON Y UNA SUPERFICIE DE CONTACTO OPUESTA CONFORMADA CORRESPONDIENTEMENTE EN LA CARA FRONTAL DE LA CAMARA HERRAMIENTA ESTANCA A LIQUIDOS Y CON FUERZA CONTINUA. LA CAMARA HERRAMIENTA ESTA RELLENADA AMPLIAMENTE CON LIQUIDO QUE ESTA BAJO PRESION CRECIENTE, POR LO CUAL LA CHAPA…
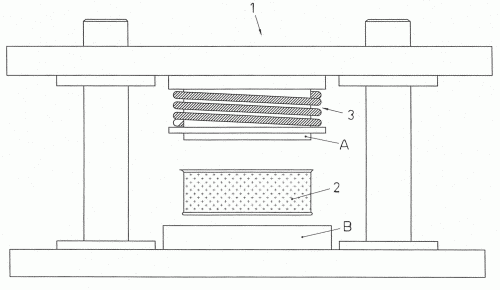
DISPOSITIVO DE EMBUTICION DE MATERIALES EN HOJA, PARTICULARMENTE DE CHAPAS CORTADAS REDONDAS.
(16/02/1996). Solicitante/s: ISOFORM. Inventor/es: DITTLO, MICHEL, DE SMET, GABRIEL.
LA PRESENTE INVENCION SE REFIERE A UN DISPOSITIVO DE EMBUTICION DE MATERIALES EN HOJA PARTICULARMENTE DE CHAPAS CORTADAS REDONDAS , SOBRE UNA PRENSA DE EFECTO SIMPLE, QUE COMPRENDE POR UNA PARTE, UN COJIN (29 DE MATERIAL ELASTICO, PARTICULARMENTE INCOMPRESIBLE, QUE FORMA UN PUNZON Y ALOJADO EN UN RECIPIENTE DE RETENCION , POR OTRA PARTE, MEDIOS DE PREFORMACION Y DE FORMACION DEFINITIVA DE DICHA CHAPA CORTADA REDONDA . LOS MEDIOS DE PREFORMACION Y DE FORMACION DEFINITIVA ESTAN DISPUESTOS EN UNA MATRIZ QUE COMPRENDE UN BASTIDOR , UN PISA PARA CHAPA PERIFERICO SUPERIOR CONECTADO AL BASTIDOR POR AL MENOS UN ORGANO ELASTICO DE REACCION DE DISTENSION Y DE RETENCION Y UN FONDO DE MATRIZ DISPUESTO EN EL PISA PARA CHAPA SUPERIOR Y ESTANDO MONTADOS DESLIZANTES DICHO PISA PARA CHAPA Y DICHO FONDO DE MATRIZ , EL UNO RESPECTO DEL OTRO Y COMPRENDIENDO MEDIOS DE CONEXION MOMENTANEA ENTRE SI.
PROCESO Y PUNZON DE EMBUTIDO PARA LA FABRICACION DE RECIPIENTES DE PARED REGULAR.
(01/06/1995). Solicitante/s: SOLLAC. Inventor/es: LEPLOMB, ANDRE, HEURTEBOUST, GERARD, SECONDE, JEAN-FRANCOIS.
LA INVENCION SE REFIERE A UN PROCESO DE EMBUTIDO DE MATRICES DE PRODUCTOS METALICOS PLANOS QUE HAN SUFRIDO UNA OPERACION DE ESTIRADO O DE LAMINADO, CON VISTAS A REALIZAR OPERACIONES ULTERIORES DE REEMBUTIDO O DE RETOQUE O CON VISTAS A FABRICAR RECIPIENTES CON ANILLOS, EN PARTICULAR RECIPIENTES CILINDRICO CARACTERIZADO EN QUE SE UTILIZA UN PUNZON CUYO PICO PRESENTAN UN RADIO DE CONEXION VARIABLE QUE ESTA DETERMINADO EN FUNCION DE LAS CARACTERISTICAS ANISOTROPICAS DEL MATERIAL DE LA MATRIZ. SE PROCEDE VENTAJOSAMENTE A CONTINUACION A UNA OPERACION DE RECTIFICACION DEL FONDO DEL RECIPIENTE UTILIZANDO UN PUNZON DE RADIO DE CONEXION CONSTANTE. APLICACION EN LA FABRICACION DE TARROS METALICOS.
METODO DE FABRICAR UNA LATA CON PAREDES DE HIERRO.
(01/02/1995). Solicitante/s: CARNAUDMETALBOX PLC. Inventor/es: HEYES, PETER JOHN, LEISHMAN, IAN MALCOLM, POPE, KEVIN JOHN.
EN UN METODO PARA ESTIRAR Y HACER DE HIERRO LAS PAREDES DE UNA LATA, LA MATERIA PRIMA SE CORTA DE UN LAMINADO DE ALUMINIO O ALEACION Y UNA PELICULA DE POLIESTER. LA MATERIA PRIMA SE LUBRICA Y SE ESTIRA EN FORMA DE TAZA CON UNA PARED LATERAL , QUE DESPUES SE HACE UNA PARED DE HIERRO. UN MARGEN TERMINAL DE LA PARED LATERAL DE LA LATA CON PAREDES DE HIERRO SE CALIENTA A UNA TEMPERATURA POR ENCIMA DE 100 C PERO POR DEBAJO DEL PUNTO DE FUSION CRISTALINA DE LA PELICULA DE POLIESTER PARA IMPEDIR LA DELAMINACION DE LA PELICULA DE POLIESTER DESDE LA PARED LATERAL DE LA LATA DURANTE EL LAVADO SUBSECUENTE DE LA MISMA. UN BENEFICIO DEL PROCESO ES QUE EL CALENTAMIENTO DEL MARGEN DE LA PARED LATERAL NO ABLANDE EL ALUMINIO O CUERPO DE ALEACION DE ALUMINIO.
PROCEDIMIENTO PARA MEJORAR LA EMBUTIBILIDAD DE UNA CHAPA O DE UN DISCO DE CHAPA METALICA.
(01/10/1994). Solicitante/s: SOLLAC. Inventor/es: KELLER, JACQUES.
ESTE PROCESO SE CARACTERIZA EN QUE ANTES DEL EMBUTIDO SE DEPOSITA SOBRE LAS HERRAMIENTAS DE EMBUTIDO O SOBRE LA CHAPA UNA SAL DE UN METAL ALCALINO ELEGIDO EN EL GRUPO FORMADO POR LI, NA, K Y DE UN ANION QUIMICAMENTE INERTE RESPECTO DEL METAL CONSTITUTIVO DE LA CHAPA ELEGIDO ENTRE LOS FOSFATOS. LA DEPONCION DE SAL SE REALIZA PREFERENTEMENTE POR APLICACIONES SOBRE LAS HERRAMIENTAS O SOBRE LA CHAPA DE UNA SOLUCION DE DICHA SAL.
METODO Y APARATO PARA FORMAR ARTICULOS REVESTIDOS DE HIERRO DE PARED.
(16/06/1994). Solicitante/s: CMB FOODCAN PLC. Inventor/es: HEYES, PETER JOHN, DIGBY, STEPHEN JOHN, WILLIAMS, STEVEN PAUL, AMBROSE, KEVIN MARK, MISTRY, PRAVIN.
UN ANILLO REVESTIDO DE HIERRO DE PARED PARA USAR EN COOPERACION CON UN PUNZON PARA REDUCIR EL ESPESOR DE UNA PARED LATERAL DE UNA BUTEROLA EXTRAIDO DE UNA LAMINA DE UNA PELICULA DE POLIESTER Y ALUMINIO DE HOJA O ALEACION DE ALUMINIO DE HOJA TIENE UNA SUPERFICIE DE ENTRADA TRONCO CONICA AL ANILLO QUE CONVERGE EN UN ANGULO DE ENTRE 1 Y 4 GRADOS EN UN EJE CENTRAL PERPENDICULAR AL PLANO DEL ANILLO Y TERMINA EN UNA PARTE PLANA DE POCA LONGITUD, MEDIDA EN DICHO EJE; Y LA SUPERFICIE DE SALIDA DIVERGENTE SE EXTIENDE DESDE DICHA PARTE PLANA EN UN ANGULO EN EL RANGO DE ENTRE 5 Y 15 GRADOS. EL ANILLO REVESTIDO DE HIERRO PUEDE ESTAR HECHO DE UN MATERIAL QUE TENGA UNA CONDUCTIVIDAD TERMICA MAYOR QUE 50W/M GRADOS C USADO EN COOPERACION CON UNA ESPECIE DE ANILLO DE UN DIAMETRO DE PARTE PLANA MENOR MANTENIDO SEPARADO DEL PRIMER ANILLO MEDIANTE UN SEPARADOR EN EL QUE SE APLICA UN FLUIDO REFRIGERANTE A LA BUTEROLA.
PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES MULTICAPAS APTOS PARA SER TRANSFORMADOS POR RECUBRIMIENTO O RECUBRIMIENTO-LAMINADO DE CUERPOS HUECOS.
(16/05/1994). Solicitante/s: PECHINEY RHENALU. Inventor/es: BOSC, RICHARD, LAYRE, RENE.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES MULTICAPAS, APTOS PARA SER TRANSFORMADOS POR MEDIO DE UTENSILIOS DE RECUBRIMIENTO O RECUBRIMIENTO-LAMINADO DE CUERPOS HUECOS QUE TIENEN UNA RELACION ALTURA/DIAMETRO SUPERIOR A 2,5; DICHOS MATERIALES COMPRENDEN UN SUBSTRATO DE ALEACION DE ALUMINIO QUE HA SUFRIDO UN TRATAMIENTO DE SUPERFICIE Y RECUBIERTA EN UNA DE SUS CARAS DE UNA PELICULA DE MATERIAL PLASTICO Y EN LA OTRA CARA DE UNA CAPA DE VARNIZ . ESTE PROCEDIMIENTO SE CARACTERIZA PORQUE DICHA CAPA DE VARNIZ CONTIENE UN LUBRICANTE SOLIDO EN FORMA DE PARTICULAS MAS DURAS QUE EL VARNIZ Y MENOS DURAS QUE EL UTENSILIO. ESTE PROCEDIMIENTO ENCUENTRA APLICACION EN LA FABRICACION DE MATERIALES DESTINADOS A LA CONFECCION DE CUERPOS HUECOS O DE RECIPIENTES CUYA RELACION ALTURA/DIAMETRO ES SUPERIOR A 2,5.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}