PROCEDIMIENTO DE REALIZACIÓN DE UNA PIEZA CON CARACTERÍSTICAS MECÁNICAS MUY ELEVADAS, CONFORMACIÓN POR EMBUTICIÓN EN FRIO, A PARTIR DE UNA CINTA DE CHAPA DE ACERO LAMINADA Y PARTICULARMENTE LAMINADA EN CALIENTE Y REVESTIDA.
Procedimiento de realización de una pieza con características mecánicas muy elevadas,
conformación por embutición, a partir de una cinta de chapa de acero laminada particularmente laminada en caliente, y revestida con zinc o una aleación a base de zinc que asegura una protección de la superficie y del acero, procedimiento en el cual: - se corta la chapa para la obtención de una porción de chapa, - se realiza una embutición en frío, a partir de la porción de chapa para obtener la pieza, - se realiza, después de la embutición, por tratamiento térmico, un compuesto aleado intermetálico, en superficie, asegurando una protección contra la corrosión, y contra la descarburación del acero, obteniéndose el indicado compuesto por transformación del revestimiento en una aleación intermetálica mediante una elevación de temperatura superior a los 700ºC, - se retira mediante corte, los excedentes de chapa necesarios para la operación de embutición
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06002618.
Solicitante: ARCELORMITTAL FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 1- 5, RUE LUIGI CHERUBINI 93200 SAINT DENIS FRANCIA.
Inventor/es: KEFFERSTEIN, RONALD, JARTOUX, XAVIER.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Abril de 2001.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B21D22/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
- C21D8/02H
- C23C2/02 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Pretratamiento del material a revestir, p. ej. para el revestimiento de partes determinadas de la superficie (C23C 2/30 tiene prioridad).
- C23C2/06 C23C 2/00 […] › Zinc o cadmio o sus aleaciones.
- C23C2/26 C23C 2/00 […] › Tratamiento posterior (C23C 2/14 tiene prioridad).
- C23C2/28 C23C 2/00 […] › Tratamiento posterior térmico, p. ej. por tratamiento en un baño de aceite.
- C23C2/40 C23C 2/00 […] › Placas; Bandas.
Clasificación PCT:
- B21D22/20 B21D 22/00 […] › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
- C23C2/26 C23C 2/00 […] › Tratamiento posterior (C23C 2/14 tiene prioridad).
- C23C2/28 C23C 2/00 […] › Tratamiento posterior térmico, p. ej. por tratamiento en un baño de aceite.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Procedimiento de realización de una pieza con características mecánicas muy elevadas, conformación por embutición en frío, a partir de una cinta de chapa de acero laminada y particularmente laminada en caliente y revestida.
La invención se refiere a un procedimiento de realización de una pieza con características mecánicas muy elevadas, conformación por embutición, a partir de una cinta de chapa de acero laminada y particularmente laminada en caliente y revestida con un metal o una aleación metálica que asegura una protección de la superficie y del acero.
Las chapas de acero que deben experimentar una formación a temperatura elevada y o un tratamiento térmico no son entregadas revestidas por consideraciones de comportamiento del revestimiento durante el tratamiento térmico, realizándose el tratamiento térmico de los aceros generalmente a temperaturas relativamente elevadas bastante superiores a los 700ºC. En efecto, un revestimiento de zinc depositado sobre una superficie metálica ha sido considerado hasta ahora como que puede fundirse, fluir, ensuciar los útiles de formación en caliente, durante el calentamiento, a temperaturas superiores a la temperatura de fusión del zinc, y degradarse en un enfriamiento rápido.
El revestimiento se realiza por consiguiente sobre pieza acabada lo cual necesita una limpieza cuidadosa de las superficies y de las partes huecas. Esta limpieza requiere la utilización de ácidos y o de bases cuyo reciclado y almacenado son una carga financiera importante y presentan riesgos para los operarios y para el medio ambiente. Además, el tratamiento térmico debe ser realizado bajo atmósfera controlada con el fin de evitar cualquier descarburación y oxidación del acero. Seguidamente, en el caso de la formación en caliente, la calamina, por su poder abrasivo, daña los útiles de conformación, lo cual disminuye la calidad de las piezas obtenidas desde el punto de vista dimensional y estético u obliga a frecuentes y costosas reparaciones de útiles. Por último, para aumentar su resistencia a la corrosión, las piezas así obtenidas deben recibir un post tratamiento costoso cuya aplicación resulta difícil, incluso imposible, en particular en el caso de piezas que comprenden cavidades. Los postrevestimientos de los aceros con características mecánicas muy elevadas tienen igualmente como inconveniente crear riesgos de fragilización por el hidrógeno en las técnicas de electro-zincado o modificar las propiedades mecánicas de estos aceros en técnicas de galvanización en el templado de las piezas previamente formadas.
El fin de la invención es proponer a los usuarios, chapas de acero laminadas de 0,2 mm a aproximadamente 4 mm de espesor, revestidas particularmente después del laminado en caliente, y que deben experimentar una conformación, en frío seguida de un tratamiento térmico, así como un procedimiento de realización de pieza por formación, a partir de estas chapas de acero revestidas, asegurándose la elevación de temperatura sin descarburación del acero de la chapa, sin oxidación de la superficie de la mencionada chapa, antes, durante y después del tratamiento térmico.
La invención tiene por objeto un procedimiento de realización de una pieza de características mecánicas muy elevadas, conformación por embutición, a partir de una cinta de chapa de acero laminada, particularmente laminada en caliente y revestida con zinc o una aleación a base de zinc asegurando una protección de la superficie y del acero, caracterizado porque:
- se corta la chapa para la obtención de una porción de chapa,
- se realiza una embutición en frío, a partir de la porción de chapa para obtener la pieza,
- se realiza, después de la embutición, por tratamiento térmico un compuesto aleado intermetálico, en superficie, que asegura una protección contra la corrosión, y contra la descarburación del acero, obteniéndose el indicado compuesto por transformación del revestimiento en una aleación intermetálica por una elevación de temperatura superior a los 700ºC,
- se retira mediante corte, los sobrantes de chapa necesarios para la operación de embutición.
Las demás características de la invención son:
- el metal o la aleación metálica del revestimiento es zinc o una aleación a base de zinc con un espesor comprendido entre 5 μm y 30 μm.
- la aleación intermetálica es un compuesto a base de zinc-hierro o a base de zinc-hierro-aluminio,
- la chapa revestida se somete a una elevación de temperatura superior a los 700ºC antes del tratamiento térmico.
- la pieza obtenida por embutición se enfría para experimentar un temple, a una velocidad superior a la velocidad crítica de temple.
La invención se refiere también a la utilización de una cinta de chapa de acero laminada y particularmente laminada en caliente y revestida con zinc o una aleación a base de zinc asegurando una protección de la superficie y del acero de la chapa en la conformación por embutición de piezas, presentando las piezas altas características mecánicas en dureza y altas características de dureza superficial así como un comportamiento muy bueno a la abrasión.
La descripción que sigue y las figuras adjuntas harán comprender mejor la invención.
La figura 1 es un esquema de principio de un procedimiento que no forma parte de la invención.
La figura 2 es un esquema de principio de una forma de la invención.
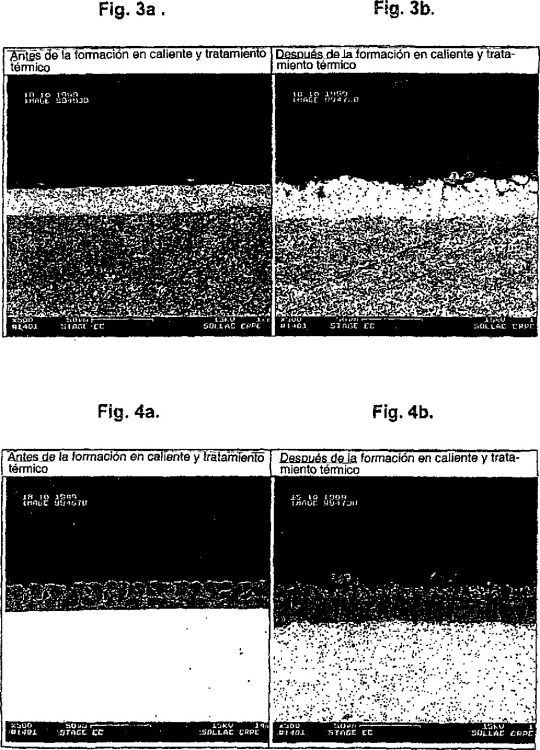
Las figuras 3a y 3b son fotografías, en sección, de una parte de pieza, que presenta un revestimiento de zinc realizado según el procedimiento de la figura 1, antes y después del tratamiento térmico.
Las figuras 4a y 4b son fotografías, en sección, de una parte de pieza, que presenta un revestimiento de zinc aluminio realizado según el procedimiento de la figura 1, antes y después del tratamiento térmico.
El procedimiento presentado en el esquema de la figura 1, consiste, a partir de una chapa de un acero para tratamiento térmico y o formación en caliente particularmente laminado en caliente y revestido con zinc o una aleación a base de zinc, en la realización de piezas conformadas en caliente por medio de un útil como una prensa de embutición.
El revestimiento de zinc o de aleación de zinc es elegido con el fin de generar una protección contra la corrosión de la chapa de base, en bobina.
Contrariamente a lo que se dice, en un tratamiento térmico o en una elevación de temperatura para la conformación en caliente, el revestimiento forma una capa que se alea con el acero de la cinta y presenta en ese momento un comportamiento mecánico que evita la fusión del metal de revestimiento. El compuesto formado presenta una gran resistencia a la corrosión, a la abrasión, al desgaste y a la fatiga. El revestimiento no modifica las propiedades de formabilidad del acero y permite así una gran variedad de conformación en frío y en caliente.
Además la utilización del zinc o de una aleación de zinc genera una protección galvánica de los bordes cuando la porción de chapa o la pieza presenta cortes.
Después del laminado en caliente, la cinta puede decaparse y laminarse en frío antes de ser revestida. En el caso en que la chapa sea laminada en frío, esta puede ser recocida antes de ser revestida.
Se puede revestir la chapa laminada, por ejemplo, con zinc, o aleaciones de zinc aluminio.
Como se ha representado en el esquema de la figura 2, la chapa es embutida en frío para la obtención de la pieza. La pieza obtenida se somete seguidamente a un tratamiento térmico para conferirle características mecánicas elevadas. Por ejemplo, un acero de base con una resistencia a la ruptura Rm de aproximadamente 500 MPa permitirá la obtención de piezas tratadas térmicamente presentando un acero con una resistencia Rm superior a 1500 MPa.
Para el tratamiento térmico de la pieza, la chapa se somete a una elevación de temperatura comprendida de preferencia entre los 700ºC y los 1200ºC en un horno que comprende una atmósfera que no necesita más control, debido a la barrera de oxidación formada por el revestimiento. Durante la elevación de la temperatura, el revestimiento a base de zinc se transforma en una capa aleada en la superficie que comprende diferentes fases que dependen del tratamiento en temperatura y que presentan una gran dureza que puede sobrepasar los 600 HV 100 g.
En el procedimiento de la invención, se pueden utilizar chapas cuyo espesor esté...
Reivindicaciones:
1. Procedimiento de realización de una pieza con características mecánicas muy elevadas, conformación por embutición, a partir de una cinta de chapa de acero laminada particularmente laminada en caliente, y revestida con zinc o una aleación a base de zinc que asegura una protección de la superficie y del acero, procedimiento en el cual:
- se corta la chapa para la obtención de una porción de chapa,
- se realiza una embutición en frío, a partir de la porción de chapa para obtener la pieza,
- se realiza, después de la embutición, por tratamiento térmico, un compuesto aleado intermetálico, en superficie, asegurando una protección contra la corrosión, y contra la descarburación del acero, obteniéndose el indicado compuesto por transformación del revestimiento en una aleación intermetálica mediante una elevación de temperatura superior a los 700ºC,
- se retira mediante corte, los excedentes de chapa necesarios para la operación de embutición.
2. Procedimiento según la reivindicación 1, caracterizado porque se enfría la pieza formada.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porgue el zinc o la aleación a base de zinc del revestimiento tienen un espesor comprendido entre 5 μm y 30 μm.
4. Procedimiento según una cualquiera de las reivindicaciones 1 a 3, caracterizado porque el compuesto aleado es un compuesto a base de zinc-hierro y comprende silicio.
5. Procedimiento según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque la pieza se somete a una elevación de temperatura comprendida entre los 700ºC y los 1200ºC en un horno con una atmósfera no controlada.
6. Procedimiento según una cualquiera de las reivindicaciones 1 a 5, caracterizado porque la pieza obtenida por embutición se refrigera para experimentar un temple, a una velocidad superior a la velocidad crítica de temple.
7. Procedimiento según una cualquiera de las reivindicaciones 1 a 6, caracterizado porque la elevación de temperatura es superior a los 900ºC, pero sin sobrepasar los 1200ºC.
8. Pieza con características mecánicas muy elevadas, constituida por una porción embutida en frío y cortada de una cinta de chapa de acero laminada particularmente laminada en caliente, y revestida con zinc o una aleación a base de zinc que asegura una protección de la superficie y del acero, transformándose el revestimiento después de la embutición, por tratamiento térmico en un compuesto aleado a base de zinc-hierro, en la superficie, asegurando una protección contra la corrosión y contra la descarburación del acero, siendo realizado el mencionado tratamiento térmico por una elevación de temperatura superior a los 700ºC.
9. Pieza según la reivindicación 8, caracterizada porque el espesor del revestimiento se encuentra comprendido entre 5 μm y 30 μm.
10. Pieza según la reivindicación 8 ó 9, caracterizado porque la indicada cinta de acero comprende de 0,15 a 0,25% de carbono, de 0,8 a 1,5% de manganeso, de 0,1 a 0,35% de silicio, de 0,01 a 0,2% de cromo, de 0 a 0,1% de titanio, de 0 a 0,1 de aluminio, de 0 a 0,05% de fósforo, de 0 a 0,03 de azufre y de 0,0005 a 0,01% de boro, en % en peso.
11. Pieza según una cualquiera de las reivindicaciones 8 a 10, caracterizada porque la indicada cinta de chapa de acero es una cinta de acero laminada en caliente y luego laminada de nuevo en frío.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
Método y dispositivo para producir componentes de acero endurecidos, del 6 de Mayo de 2020, de VOESTALPINE STAHL GMBH: Método para el endurecimiento por presión de componentes de chapa de acero galvanizados, en donde se recorta una pletina de una banda de chapa de acero […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Pieza de automóvil de gran resistencia y método para fabricar una pieza de automóvil de gran resistencia, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: Una pieza de automóvil de gran resistencia que comprende: una chapa de acero conformada por prensado en caliente que tiene una capa de […]
Lámina de acero para calentamiento por radiación, método de fabricación de la misma, y producto procesado de acero que tiene una porción con diferente resistencia y método de fabricación del mismo, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: superficie original de la lámina de acero, y una diferencia en la dureza Vickers entre la porción donde la reflectancia para la radiación radiante es reducida y la otra porción […]
Herramienta de conformado en caliente segmentada montada de forma elástica, del 9 de Octubre de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Herramienta de conformado en caliente, que presenta una herramienta superior y una herramienta inferior , las cuales son desplazables una sobre la otra, y, con la herramienta […]
Miembro de lámina de acero prensado en caliente y método para fabricar el mismo, del 2 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un miembro de lámina de acero prensado en caliente, que comprende: una composición química, representada por, en % en masa: C: 0,10% a 0,24%; Si: […]