CIP-2021 : B23P 23/04 : para efectuar el mecanizado y otras operaciones del metal.
CIP-2021 › B › B23 › B23P › B23P 23/00 › B23P 23/04[1] › para efectuar el mecanizado y otras operaciones del metal.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q).
B23P 23/00 Máquinas o dispositivos de máquinas que realizan combinaciones determinadas de diferentes operaciones de trabajo, no incluido en una sola de las otras subclases (máquinas horizontales combinadas para escariar y fresar B23B 39/02; si los tipos particulares de operación no son esenciales B23Q 37/00 - B23Q 41/00; características relativas a las operaciones cubiertas por una sola subclase, ver la subclase en cuestión).
B23P 23/04 · para efectuar el mecanizado y otras operaciones del metal.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para recubrir piezas de trabajo.
(04/09/2019). Solicitante/s: HOMAG GmbH. Inventor/es: SCHMID, JOHANNES, GARNJOST, RALF.
Procedimiento para recubrir piezas de trabajo, que están compuestas preferiblemente al menos por secciones de madera, materiales derivados de la madera, plástico o similares, con un material de recubrimiento, presentando el procedimiento las etapas de:
proporcionar una capa (4') funcional que puede volverse adhesiva mediante el aporte de energía, suministrar el material de recubrimiento a una pieza de trabajo que debe recubrirse,
activar al menos parcialmente la capa (4') funcional mediante el gaseado de la capa (4') funcional con un gas calentado, emitiéndose el gas calentado a través de al menos una abertura de salida en la capa (4') funcional y presentando en la zona de la al menos una abertura de salida una presión de al menos 3 bar, y
empalmar el material de recubrimiento a la pieza de trabajo por medio de la capa (4') funcional activada,
caracterizado porque la abertura de salida presenta una distancia de como máximo 10 mm desde la capa (4') funcional.
PDF original: ES-2748184_T3.pdf
Aparato para punzonado de chapa y corte por láser.
(23/01/2019). Solicitante/s: PRODUTECH S.R.L. Inventor/es: MOLOGNI, FABRIZIO.
Un aparato para punzonado de chapa y corte por láser, que comprende un bastidor de soporte en el que, en un frente de máquina, se ensamblan una unidad de punzonado y una unidad de corte por láser ; comprendiendo dicha unidad de punzonado dos cabezales de punzonado, uno superpuesto al otro, un cabezal superior con punzones y un cabezal inferior con cavidades; dicha unidad de corte láser comprende dos cabezales de corte láser, uno superpuesto al otro, un cabezal superior con un dispositivo de corte láser, y un cabezal inferior con un bastidor de soporte para la chapa a procesar y un conjunto de extracción de humos; caracterizado porque cada uno de dichos cabezales se pone en movimiento de manera independiente a lo largo de un eje transversal a la dirección del movimiento hacia adelante de una chapa a procesar.
PDF original: ES-2715192_T3.pdf
(11/04/2017) 1. Dispositivo abatible para posicionar una pieza, que comprende un elemento fijo y un elemento móvil que puede girar respecto al elemento fijo , mediante un eje de abatimiento , entre una primera posición y una segunda posición, caracterizado porque comprende un elemento de posicionamiento que es solidario al elemento móvil , donde dicho elemento de posicionamiento queda alojado, al menos parcialmente, en un primer rebaje que tiene el elemento fijo cuando el elemento móvil se encuentra en la primera posición, donde el eje de abatimiento es solidario al elemento fijo y atraviesa un orificio situado en el elemento móvil cuyas dimensiones son superiores a una sección transversal del eje de abatimiento .
2. Dispositivo según la reivindicación 1, que en el que…
Procedimiento y aparato para ensamblar un producto complejo en un sistema de tratamiento en paralelo.
(12/08/2015) Procedimiento para ensamblar un producto complejo en un sistema de tratamiento en paralelo, comprendiendo las etapas:
proporcionar una colección de subcomponentes y por lo menos un componente de base a una estación de carga para ensamblar dicho producto complejo;
transportar automáticamente dicha colección de subcomponentes y dicho por lo menos un componente de base a una de una pluralidad de células de ensamblaje informatizadas similares mediante la utilización de un sistema de transporte ;
ensamblar automáticamente dicha colección de subcomponentes y dicho componente de base en dicho producto complejo mediante la utilización de dicha una de dicha pluralidad de células de ensamblaje informatizadas ;
transportar automáticamente dicho producto complejo…
Fabricación rápida de una pieza de material compuesto.
(21/05/2014) Un procedimiento de fabricación de una pieza de material compuesto que incluye fibras de refuerzo incrustadas en una matriz, comprendiendo el método:
fabricar una herramienta no maestra de mandril de tendido en un sitio de fabricación que tiene una sección limpia y una sección sucia adyacente, incluyendo la herramienta una cara frontal de material compuesto que proporciona una superficie de la línea de molde, donde fabricar la herramienta incluye crear una estructura celular, rellenar células de la estructura celular con un material similar a la espuma, y mecanizar el material similar a la espuma para obtener una superficie mecanizada en la sección sucia, y tender el material compuesto sobre…
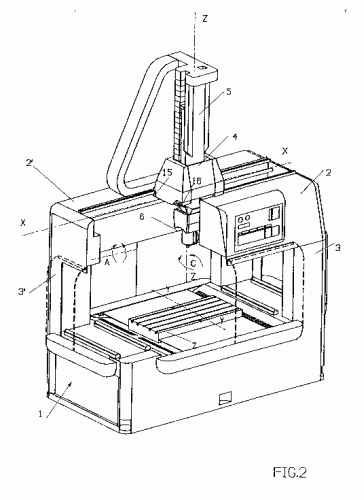
PLOTTER TRIDIMENSIONAL MULTIFUNCION.
(01/07/1992). Ver ilustración. Solicitante/s: JOBS S.P.A.. Inventor/es: CORSI, ARMANDO.
PLOTTER TRIDIMENSIONAL MULTIFUNCION QUE COMPRENDE UN SOPORTE DE UNA HERRAMIENTA CAPAZ DE MOVERSE CON EXTREMA PRECISION SIGUIENDO UNA SUPERFICIE TRIDIMENSIONAL PREVIAMENTE ASIGNADA. LA PARTE MOVIL DEL APARATO ESTA DOTADA DE UNA CABEZA POLIFUNCIONAL A LA CUAL PUEDEN SER APLICADOS DIVERSOS DISPOSITIVOS PARA EFECTUAR LA DETECCION Y LA DIGITALIZACION DE UNA SUPERFICIE BIDIMENSIONAL Y/O TRIDIMENSIONAL, O BIEN UNA HERRAMIENTA DE DISTINTO TIPO PARA REALIZAR UN MODELO TRIDIMENSIONAL DE UNA SUPERFICIE DEFINIDA A TRAVES DE UN SISTEMA CAD. UN SUBSSITEMA HARDWARE Y SOFTWARE ESTA DISPUESTO EN PARALELO CON LA CPU DE LA MAQUINA PARA REALIZAR UN COMPLEJO INTEGRADO TAL QUE PERMITA LA CONEXION DIRECTA DE LA INSTALACION A UN SISTEMA CAD Y PERMITA AL OPERADOR LA ENTRADA DE LOS PARAMETROS DE ELABORACION DIRECTA AL PLOTTER, SIN NECESIDAD DE ELABORAR EN EL EXTERIOR EL FIICHERO DE DATOS GENERADO POR EL SISTEMA CAD PARA CONVERTIRLO CON UN FICHERO COMPATIBLE CON LOS CONTROLES NUMERICOS DE LA MAQUINA.
MAQUINA AUTOMATICA PARA LAS CADENAS DE MONTAJE.
(16/11/1977). Solicitante/s: ROMERO BLANCO,SEBASTIAN.
Resumen no disponible.
{kind=link}