CIP-2021 : C21D 8/02 : durante la fabricación de productos planos o de bandas (C21D 8/12 tiene prioridad).
CIP-2021 › C › C21 › C21D › C21D 8/00 › C21D 8/02[1] › durante la fabricación de productos planos o de bandas (C21D 8/12 tiene prioridad).
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02).
C21D 8/02 · durante la fabricación de productos planos o de bandas (C21D 8/12 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
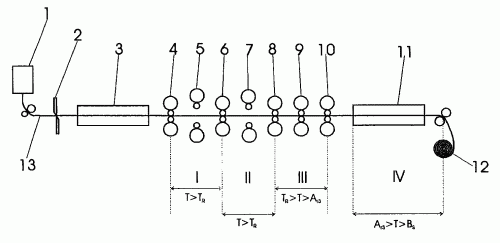
PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA LAMINADA EN CALIENTE Y UNA LINEA DE BANDA LAMINADA EN CALIENTE PARA LA REALIZACION DEL PROCEDIMIENTO.
(16/12/2004) Procedimiento para la fabricación de una banda laminada en caliente (W) que se basa en un acero sin alear o de baja aleación con adiciones de elementos de microaleación, procedente de colada continua, en forma de desbastes, desbastes finos o banda fundida, empleados directamente del calor de la fundición o recalentados, con lo cual la banda laminada en caliente (W) pasa a través de un escalón de acabado (FS), que está formado por varios equipos de laminación (F1-F7), que abarca los siguientes pasos: - La introducción de la banda laminada en caliente (W) en el primer equipo de laminación (F1) del escalón de acabado (FS) con una temperatura (T1), que está al menos 30ºC por encima de la temperatura de parada de la recristalización (TREK STOP), - El laminado de modo continuo…
PROCEDIMIENTO DE OBTENCION DE UNA BANDA DE CHAPA LAMINADA EN CALIENTE DE RESISTENCIA MUY ELEVADA, UTILIZABLE PARA LA CONFORMACION Y ESPECIALMENTE PARA LA EMBUTICION PROFUNDA.
(01/11/2004) Procedimiento de realización de una banda de chapa laminada en caliente de muy elevada resistencia, con una estructura de ferrita "bainita" austenita residual utilizable para la conformación y especialmente para la embutición profunda, caracterizado porque el acero de la siguiente composición ponderal: 0, 12% < carbono < 0, 25%, 1% < manganeso < 2%, 0, 03% < aluminio < 2, 5%, 0, 03% < silicio < 2%, 0, 04% < cromo < 2%, 0, 02% < fósforo < 0, 09, azufre < 0, 01%, y opcionalmente, titanio < 0, 15%, niobio < 0, 15%, vanadio < 0, 15%, siendo el resto hierro e impurezas residuales, se somete a: - una laminación una temperatura inferior a 880ºC, - un primer enfriamiento corto, llevado a cabo en un tiempo inferior a 10 segundos, - un segundo enfriamiento controlado con una velocidad de enfriamiento V ref1 comprendida entre…
PROCEDIMIENTO PARA LA PROCUCCION DE MATERIALES DE METALES Y DE ALEACIONES CON UNA MICROESTRUCTURA FINA O INCLUSIONES NO METALICAS FINAS Y CON MENOS SEGREGACION DE ELEMENTOS DE ALEACION.
(16/05/2004). Solicitante/s: NIPPON METAL INDUSTRY CO.,LTD. Inventor/es: TAKEDA, SEIICHI, ISHIDA, MASASHI, TOMITA, AKIHIRO, IMAI, DAISKE.
Un proceso de producción de un material de metal o aleación, proceso compuesto de: (a) procesamiento de un desbaste que tiene forma apropiada para laminación en caliente para obtener hojas (chapas finas) o bandas enrolladas en bobinas mediante laminación en caliente o mediante ambos procesos: laminación en caliente y laminación en frío, siendo el espesor de la hoja o banda de 1/4, o menos, del espesor del desbaste; y (b) corte de la hoja (chapa fina) o banda para confeccionar hojas que tienen el largo predeterminado, limpieza de las superficies de las hojas mediante decapado, formación de una pila consistente de las citadas hojas (chapas finas) integrando las hojas mediante soldadura circunferencial; y (c) procesamiento de así obtenidas hojas (chapas finas) integradas mediante soldadura para conseguir una hoja o una banda enrollada en una bobina mediante laminación en caliente o mediante ambos procesos: laminación en caliente y laminación en frío.
PROCEDIMIENTO PARA LA PRODUCCION DE FLEJES O CHAPAS LAMINADOS EN FRIO.
(16/03/2004) Procedimiento para la producción de flejes o chapas laminados en frío, en el que un acero de aleación pobre con 0, 2% máximo de, respectivamente, C, Al, Ti, V, Nb y 1% máximo de, respectivamente, Si y Mn, así como la cantidad necesaria de boro >0, 78xN para la absorción de nitrógeno, residuos de hierro e impurezas inevitables, se funde y se vierte en desbaste plano, plancha delgada o fleje, en el que el desbaste plano, la plancha delgada o el fleje se laminan en caliente a una temperatura inicial superior a 1100°C y a una temperatura final por debajo de Ar3 y en el que el fleje caliente obtenido se bobina a una temperatura inferior a 650°C y se lamina en frío con un grado de laminación en frío máximo de 50%, después de lo cual, el fleje laminado…
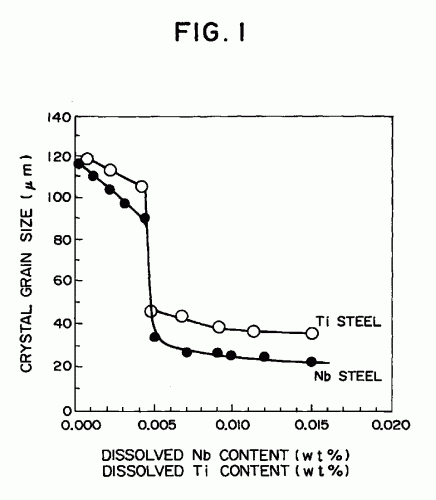
LAMINA DE ACERO PARA TUBO DE LAMINADO DOBLE Y PROCEDIMIENTO DE FABRICACION.
(01/01/2004). Ver ilustración. Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: TOSAKA, AKIO, TECHNICAL RESEARCH LAB., OKUDA, KANEHARU, TECHNICAL RESEARCH LAB., ARATANI, MASATOSHI, TECHNICAL RESEARCH LAB.
LA INVENCION SE REFIERE A UNA LAMINA DE ACERO PARA TUBOS DE LAMINADO DOBLE, QUE TIENE EXCELENTE CONFORMABILIDAD, RESISTENCIA Y RIGIDEZ TRAS LA CONFORMACION Y TERMOTRATAMIENTO DE UN TUBO, DEBIDO A LA SUPRESION DEL ENGROSAMIENTO DEL TAMAÑO DEL GRANO DE FERRITA, ASI COMO UN METODO DE FABRICACION DE LA MISMA. DICHO METODO CONSISTE EN: ACABAR POR LAMINADO EN CALIENTE UN MATERIAL DE ACERO QUE CONTIENE 0,0005-0,020 % P/P DE C, Y UNO O LOS DOS ENTRE: 0,003-0,040 P/P % DE NB Y 0,005-0,060 P/P % DE TI, A UNA TEMPERATURA FINAL DE 1.000-850 (GRADOS) C, ARROLLAR A 750 (GRADOS) C O MENOS, LAMINAR EN FRIO, RECOCER DE FORMA CONTINUA A 650-850 (GRADOS) C DURANTE 20 SEGUNDOS O MENOS, Y LAMINAR EN FRIO POR SEGUNDA VEZ A UNA VELOCIDAD DE REDUCCION DEL LAMINADO DEL 20 % O INFERIOR, DE FORMA QUE AL MENOS NB O TI ESTE PRESENTE EN UN ESTADO DE DISOLUCION SOLIDA, EN UNA CANTIDAD IGUAL AL 0,005 % P/P O SUPERIOR, Y EL TAMAÑO DE CRISTAL DEL GRANO EN LA ESTRUCTURA DE LA FERRITA ESTE COMPRENDIDO ENTRE 5 Y 10 MI M.
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UNA BANDA DE ACERO DE ALTA RESISTENCIA.
(16/12/2003) Procedimiento para producir un fleje de acero de alta resistencia, en el que se cuela acero líquido en al menos una máquina de colada continua con una o más cuerdas para formar una palanquilla y, utilizando el calor de colada, se transporta a través de un dispositivo de horno , experimenta una laminación preliminar en un dispositivo de laminación preliminar y, en un dispositivo de laminación final , se somete a una laminación de acabado para formar un fleje de acero con el grosor final deseado, y, en un procedimiento continuo, sin fin o casi sin fin, la palanquilla experimenta un laminac ión preliminar en, esencialmente, el intervalo austenítico en el dispositivo de laminación preliminar y, en el dispositivo de laminación final , se lamina…
PROCEDIMIENTO DE FABRICACION DE BANDAS DELGADAS DE ACERO INOXIDABLE FERRITICO.
(01/09/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE CINTAS DE ACERO INOXIDABLE FERRITICO. CONSISTE EN SOLIDIFICAR, DIRECTAMENTE A PARTIR DE METAL LIQUIDO Y ENTRE DOS CILINDROS CERCANOS CON EJES HORIZONTALES, REFRIGERADOS INTERIORMENTE Y DE GIRO EN SENTIDOS CONTRARIOS, UNA CINTA DE ACERO INOXIDABLE FERRITICO QUE CONTENGA AL MENOS UN 0,012 % DE CARBONO, AL MENOS UN 1 % DE MANGANESO, AL MENOS UN 1 % DE SILICIO, AL MENOS UN 0,040 % DE FOSFORO, AL MENOS UN 0,030 % DE AZUFRE Y ENTRE UN 16 % Y UN18 % DE CROMO. SE CARACTERIZA POR QUE, SEGUIDAMENTE, SE ENFRIA O SE DEJA ENFRIAR LA CINTA EVITANDO QUE PERMANEZCA EN LA ZONA DE TRANSFORMACION DE LA AUSTENITA EN FERRITA Y CARBUROS, POR QUE SE EFECTUA EL…
PROCEDIMIENTO PARA LA PRODUCCION DE BANDA LAMINADA EN CALIENTE Y CHAPAS.
(01/05/2003) Procedimiento para la producción de banda laminada en caliente y chapas en una instalación de producción, compuesta de una instalación de colada continua para desbastes planos de entre 100 y 180 mm de espesor, de un chorro a presión para descascarillar, de una unidad de laminación de una o varias cajas con o sin recanteador integrado, de un trayecto de enfriamiento, de un horno de caldeo y de un tren de laminación Steckel, caracterizado porque entre la instalación de colada continua y el horno de caldeo, solamente se conforma en línea la película de laminación cerca de la superficie, del desbaste plano previamente descascarillado,…
PROCEDIMIENTO DE COLADA CONTINUA ENTRE CILINDROS DE BANDAS DE ACERO INOXIDABLE FERRITICO DE ALTA DUCTIBILIDA, Y BANDAS DELGADAS ASI OBTENIDAS.
(01/05/2003) Procedimiento de colada de bandas delgadas de espesor inferior a 10 mm de acero inoxidable ferrítico directamente a partir de metal líquido entre dos cilindros enfriados en rotación de ejes horizontales paralelos, caracterizado porque: dicho acero inoxidable ferrítico contiene (en porcentajes ponderales) de 11 a 18 % de cromo, menos de 1 % de manganeso, menos de 1 % de silicio, menos de 2, 5 % de molibdeno; dicho acero inoxidable ferrítico tiene unos contenidos de carbono y nitrógeno cuya suma de los contenidos no sobrepasa de 0, 05 %; dicho acero inoxidable ferrítico contiene por lo menos uno de los elementos estabilizantes titanio, niobio, circonio, aluminio, y la suma de sus contenidos está comprendida…
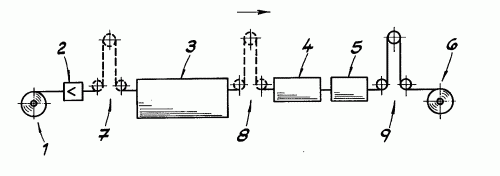
APARATO PARA FABRICAR BANDAS DE ACERO INOXIDABLE.
(01/02/2003). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: TERAOKA, SHINICHI NIPPON STEEL CORPORATION HIKARI, SUEHIRO, TOSHIYUKI NIPPON STEEL CORPORATION, ISHIMARU, EIICHIROU NIPPON STEEL CORPORATION, TAKESHITA, TETSUROU NIPPON STEEL CORPORATION, SHODA, SHUNJI NIPPON STEEL CORPORATION TECHNICAL, ARAI, TAKASHI NIPPON STEEL CORPORATION HIKARI, OKA, HIDEKI NIPPON STEEL CORPORATION HIKARI WORKS, NOHARA, YOSHIKATSU NIPPON STEEL CORPORATION.
EQUIPO PARA LA FABRICACION DE UNA LAMINA DE ACERO INOXIDABLE FORMADO POR ESTABLECER EN ORDEN UNA MAQUINA DE FUNDICION CONTINUA DE DOBLE TAMBOR, UN RODILLO LAMINADOR QUE CONTIENE UNA CUBIERTA DE CONTROL ATMOSFERICO, UN LAMINADOR EN CALIENTE, UN HORNO DE TRATAMIENTO POR CALOR FORMADO POR UN QUEMADOR DE FUEGO DIRECTO CONECTADO EN LA DIRECCION LONGITUDINAL DEL HORNO CON TUBOS COLECTORES SITUADOS EN PARALELO EN LA DIRECCION PERPENDICULAR AL HORNO, UN ENFRIADOR Y UNA UNIDAD DE ENROLLAMIENTO.
CHAPA DE ACERO DE ALTA RESISTENCIA ADECUADA PARA EMBUTICION PROFUNDA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/01/2003) UNA HOJA DE ACERO DE GRAN RESISTENCIA ADAPTADA PARA UN REPUJADO PROFUNDO, QUE CONTIENE DE UN 0,04 A UN 0,25% EN MASA DE CARBONO Y DE UN 0,3 A UN 3,0% EN MASA DE AL MENOS SILICIO O ALUMINIO, QUE CONTIENE FERRITA COMO LA FASE PRINCIPAL (LA FASE TIENE LA MAYOR FRACCION VOLUMETRICA), TIENE UNA ESTRUCTURA COMPUESTA QUE CONTIENE AL MENOS UN 5% EN VOL. DE AUSTENITA, BAINITA Y MARTENSITA, Y SATISFACE LAS SIGUIENTES CONDICIONES: VG/C = 40-140 (EN DONDE VG ES LA FRACCION VOLUMETRICA (% EN VOL.) DE AUSTENITA ANTES DE REALIZAR EL TRABAJO Y C ES EL CONTENIDO (% EN MASA) DE CARBONO EN EL ACERO EN SU CONJUNTO), VP/VS 1/2 0,8 (EN DONDE VP ES LA FRACCION VOLUMETRICA DE AUSTENITA EN LA DEFORMACION POR LA TRACCION POR ESFUERZO LINEAL Y VS…
PROCEDIMIENTO PARA LA FABRICACION DE CHAPAS DE ACERO RESISTENTES AL FUEGO.
(01/01/2003). Solicitante/s: THYSSEN KRUPP STAHL AG. Inventor/es: KERN, ANDREAS, DR.-ING., GRANZDIRFFER, GERD, DR.-ING., SCHRIEVER, UDO, DR.-ING.
Procedimiento para la fabricación de chapa de acero de grosores de hasta 15 mm con un límite de fluencia Re > 235 N/mm2 y una relación límite de fluencia/resistencia a la tracción Re/Rm comprendida entre 0,4 y 0,65 para la construcción metálica, compuesta por (en % en masa): 0,01 a 0,14% C, 0,20 a 1,20% Mn, 0,020 a 0,045% Alsol, 0,70 a 0,90% Cr, 0,10 a 0,25% Mo, 0,01 a 0,05% V, y eventualmente: hasta 0,30% Si, hasta 0,008% N, hasta 0,50% Cu, hasta 0,0040% B, hasta 0,0030% Ca, hasta 0,02% Nb, hasta 0,02% Ti, y el resto hierro e impurezas inevitables, caracterizado porque el acero fundido en desbastes o desbastes delgados se lamina en caliente con una temperatura inicial comprendida en el intervalo entre 1000º C y 1350º C para obtener bandas con una temperatura final de laminado por encima de 850º C, porque las bandas se enfrían a continuación al aire hasta la temperatura de devanado comprendida en el intervalo entre 720º C y 780º C, y porque la banda devanada se pliega para formar chapas.
METODO PARA LA FABRICACION DE BANDAS DE ACERO FECRAI INOXIDABLE FERRITICO.
(01/12/2002). Solicitante/s: SANDVIK AKTIEBOLAG. Inventor/es: ANDERSSON-DRUGGE, ING-MARIE.
LA INVENCION PROPORCIONA UN PROCEDIMIENTO PARA LA FABRICACION CONTINUADA DE FLEJES DE ACERO INOXIDABLE FERRITICO, ADECUADOS PARA UTILIZAR EN ENTORNOS CON CAMBIOS FRECUENTES DE TEMPERATURA. SE HA CONSIDERADO PREFERIBLE HACER QUE DICHA BANDA SEA DESPLAZADA LONGITUDINALMENTE A TRAVES DE UNA CAMARA DE RECUBRIMIENTO, CARACTERIZADA PORQUE EL FLEJE RECIBE UN REVESTIMIENTO DE ALUMINIO QUE SE DEPOSITA EN EL MISMO POR MEDIO DE LA TECNOLOGIA DE DEPOSICION FISICA DE VAPOR, DURANTE UN PERIODO DE TIEMPO SUFICIENTE PARA QUE EL ALUMINIO QUEDE DISTRIBUIDO UNIFORMEMENTE EN LA FERRITA, DESPUES DE LO CUAL OCURRE HOMOGENEIZACION A 950 - 1150 (GRADOS) C.
Aceropara la fabricación de parachoques de vehículos automóviles.
(01/12/2002). Solicitante/s: BENTELER AG. Inventor/es: TIPKER, DR. DIETER.
Aleación de acero para tubos chapas o perfiles para la fabricación de parachoques para automóviles, compuesta expresada en porcentajes en peso por Carbono (C) 0,17 a 0,20 % Manganeso (Mn) 1,70 a 2,20 % Cromo (Cr) 0,45 a 0,75 % Molibdeno (Mo) 0,10 a 0,35 % Aluminio (Al) 0,03 a 0,05 % Titanio (Ti) 0,001 a 0,05 % Vanadio (V) 0,01 a 0,12 % Niobio (Nb) 0,025 a 0,06 % Circonio (Zr) 0,0001 a 0,10 % Boro (B) 0,002 a 0,003 % Nitrógeno (N) 0,01 a 0,04 % Silicio (Si) máx. 0,15 % Fósforo (P) máx. 0,025 % Azufre (S) máx. 0,010 % resto hierro inclusive impurezas debidas a la fusión, estando comprendida la suma de los componentes de la aleación titanio, vanadio y niobio entre 0,16 y 0,25 %.
Método metalúrgico para procesar superaleaciones basadas en níquel y hierro.
(16/05/2002). Solicitante/s: INTERGRAN TECHNOLOGIES INC. Inventor/es: PALUMBO, GINO, LEHOCKEY, EDWARD, M., LIN, PETER, KENG-YU, LIMOGES, DAVID, L.
Método para procesar una superaleación austenítica basada en Ni o Fe, endurecida por precipitación, para aumentar la frecuencia de juntas intergranulares de baja "especiales" hasta un nivel mayor del 50 %, al tiempo que manteniendo los tamaños de grano en el intervalo de entre 5 m y50m, que comprende: (i) etapas secuenciales de deformación en frío de dicho material de partida de la superaleación, alternadas con etapas de recocido del material por encima de su temperatura de la recristalización; y (ii) una etapa final de endurecimiento por precipitación, en la que se lleva a cabo una deformación en frío del material de la superaleación en el intervalo del 5 % al 10 %, seguida por un recocido a baja temperatura, entre 700 C y 900 C, durante un período de tiempo de hasta 16 horas, con lo cual se reendurece el material de la superaleación para restaurar la resistencia.
PROCEDIMIENTO PARA INCREMENTAR EL LIMITE DE ELASTICIDAD DE PERFILES DE ACERO LAMINADOS EN FRIO.
(16/05/2002) EL LIMITE ELASTICO DE UNA SECCION DE ACERO ENROLLADA EN FRIO SE AUMENTA Y CONTROLA MEDIANTE LA REALIZACION DE UNA CANTIDAD PREDETERMINADA DE DEFORMACION MEDIANTE UNA OPERACION EN FRIO EN UN PROCESO DE FORMACION DE RODILLO EN LINEA SEGUIDO DE UNA CANTIDAD CONTROLADA DE DESGASTE DE DEFORMACION EN DONDE LA TEMPERATURA DE LA SECCION DE ACERO ES ELEVADA A UN PUNTO POR DEBAJO DE 500 (GRADOS) C Y MANTENIDA A UNA TEMPERATURA ELEVADA DURANTE UN TIEMPO HASTA 30 SEGUNDOS. EL CALENTAMIENTO TIENE LUGAR TIPICAMENTE MEDIANTE CALENTADORES DE INDUCCION Y EL DESGASTE DE TIEMPO PUEDE SER PROVISTO EN UN BAÑO DE GALVANIZACION EN LINEA ANTES DEL ENFRIAMIENTO DEL ACERO EN UN…
(16/04/2002). Solicitante/s: SMS DEMAG AG. Inventor/es: SCHMITZ, GUNTER, BENDICK, WALTER, MILLER, SIEGFRIED, UWER, DIETER.
Recipiente metalúrgico, especialmente un convertidor para el tratamiento de fundiciones líquidas de metal, especialmente acero, compuesto por una mampostería resistente al fuego y una envoltura de metal que rodea a la misma y la soporta, la cual está formada por piezas de borde y casquetes de un acero refractario y soldados entre sí, con espesores de chapa de hasta 100 mm, caracterizado porque como acero refractario se utiliza un acero de construcción de grano no de alta resistencia y bonificado al agua, con la siguiente composición en tanto por ciento en peso C 0,14 0,22 Cr 0,4 1,0 Mo 0,3 0,8 Ni 1,5 3,0 V 0,05 0,12 Mn 0,7 1,3 Pmax 0,015 Smax 0,003 Al 0,015 0,065 Si 0,20 0,60 Cumax 0,15 Nmax 0,012 Camax 0,014 resto de hierro e impurezas consecuencia de la fabricación.
PROCEDIMIENTO PARA LA FABRICACION DE UN FLEJE DE ACERO CON UNA ELEVADA RESISTENCIA MECANICA Y BUENA CONFORMABILIDAD.
(01/03/2002). Solicitante/s: THYSSEN KRUPP STAHL AG. Inventor/es: ENGL, BERNHARD, STICH, GUNTER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR UN FLEJE DE ACERO ALTAMENTE RESISTENTE (AL MENOS 900 MPA), Y MUY DUCTIL. EL ACERO, QUE CONTIENE (EN PORCENTAJE EN MASA): DE 0,L0 A 0,20% DE C; DE 0,30 A 0,60% DE SI; DE 1,50 A 2,00% DE MN; UN MAXIMO DEL 0,08% DE P; DE 0,30 A 0,80% DE CR; HASTA UN 0,40% DE MO; HASTA UN 0,20% DE TI Y/O ZR; HASTA UN 0,08% DE MB, SIENDO EL RESTO FE Y LAS IMPUREZAS INEVITABLES, SE FUNDE, SE MOLDEA EN TOCHOS Y A CONTINUACION SE LAMINA HASTA FORMAR UN FLEJE LAMINADO EN CALIENTE. LA TEMPERATURA DEL EXTREMO DEL ROLLO ES SUPERIOR A 800 C. LA VELOCIDAD DE REFRIGERACION EN LA MESA DE RODILLOS DE ALIMENTACION ES DE AL MENOS 30 C/S Y LA TEMPERATURA DEL CARRETE ES DE 300 A 600 C.
PROCESO PARA LA PRODUCCION DE BANDAS DE ACERO INOXIDABLE.
(01/02/2002). Solicitante/s: AVESTA SHEFFIELD AKTIEBOLAG. Inventor/es: LJUNGARS, STEN, HERRE, CHRISTER.
LA INVENCION SE REFIERE A UN METODO PARA TRABAJAR UNA LAMINA DE ACERO INOXIDABLE LAMINADA EN CALIENTE, PARTICULARMENTE UNA LAMINA DE ACERO INOXIDABLE AUSTENITICO, CON LA INTENCION DE REDUCIR EL ESPESOR Y AUMENTAR LA FORTALEZA MECANICA DE LA LAMINA.EL METODO ESTA CARACTERIZADO POR: -LAMINAR EN FRIO LA LAMINA LAMINADA EN CALIENTE CON AL MENOS UN 10 % DE REDUCCION DEL ESPESOR A UN ESPESOR QUE ES AL MENOS 2 % Y COMO MAXIMO 10 % MAYOR QUE EL ESPESOR FINAL PROYECTADO DEL PRODUCTO ACABADO; -RECOCER LA LAMINA ASI LAMINADA EN FRIO A UNA TEMPERATURA ENTRE 1,050 C Y 1,250 CEDIMIENTO DE RECOCIDO PARA PLASTIFICAR Y ALARGAR PERMANENTEMENTE LA LAMINA Y CON EL MISMO REDUCIR SU ESPESOR CERCA DEL 2-10%.
PROCEDIMIENTO E INSTALACION PARA LA LAMINACION DE BANDA ANCHA EN CALIENTE EN UNA INSTALACION CSP.
(01/02/2002). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: HENSGER, KARL-ERNST, DR. ING. HABIL., DAVIS, ROBERT, BS MET. ENG R MBA.
AL CONTRARIO QUE EN TRANSFORMACIONES NORMALES, EN LA TRANSFORMACION TERMOMECANICA SE MANTIENEN CONSTANTES LAS TEMPERATURAS DURANTE LA TRANSFORMACION FINAL, SIN PRODUCIRSE O PRODUCIENDOSE APENAS LA RECRISTALIZACION DE LA AUSTENITA. PARA EL LAMINADO EN INSTALACIONES CSP Y PARA QUE LOS DESBASTES FINOS INTRODUCIDOS EN LA INSTALACION LAMINADORA CSP CON ESTRUCTURA FUNDIDA PUEDAN SER AJUSTADOS AL PRECAPEADO TERMICO, SE PROPONE SEGUN LA INVENCION DEJAR QUE SE COMPLETE LA RECRISTALIZACION DE LA ESTRUCTURA FUNDIDA A UTILIZAR EN LA PRIMERA TRANSFORMACION TERMOMECANICA, ANTES DE QUE TENGA LUGAR OTRA TRANSFORMACION.
PROCEDIMIENTO Y LINEA DE TRATAMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON SUPERFICIES DE LA BANDA DESCASCARILLADAS.
(01/02/2002). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Inventor/es: NOE, ROLF, DIPL.-ING., NOE, ANDREAS, DR. DIPL. ING.
SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON UNA SUPERFICIE DESCASCARILLADA, DESPUES DE LA CUAL CADA BANDA METALICA SE RECUECE, SE ESTIRA Y SE DECAPA. EL ESTIRAMIENTO TIENE LUGAR JUSTAMENTE ANTES DEL RECOCIDO Y EL DECAPADO, JUSTO DESPUES DEL RECOCIDO, DE TAL MANERA QUE SE CONSIGUE UNA SUPERFICIE ESPECIALMENTE LIMPIA, SIN QUE SEA NECESARIO RADIACIONES Y/O CEPILLADO DE LA SUPERFICIE DE LA BANDA METALICA ANTES DEL DECAPADO.
PROCEDIMIENTO Y DISPOSITIVO PARA EL DECAPADO EN LINEA DE FLEJES LAMINADOS EN CALIENTE DETRAS DE INSTALACIONES DE PRODUCCION DE DESBASTES PLANOS FINOS.
(16/01/2002) LA INVENCION TRATA DE UN PROCEDIMIENTO DE TRABAJO PARA EL DECAPADO DE UNA BANDA PRODUCIDA EN UNA INSTALACION DE DESBASTE FINO Y EN CONEXION CON UNA BANDA LAMINADA EN CALIENTE, EN PARTICULAR UNA BANDA DE ACERO POBRE EN CARBONO, EN UN PROCESO CONTINUO QUE VA DIRECTAMENTE DESPUES DEL PROCESO DE LAMINADO, ASI COMO UNA INSTALACION DE DECAPADO PARA LLEVAR A CABO EL PROCEDIMIENTO, QUE CONSTA DE LOS SIGUIENTES PROCESOS QUE SE REALIZAN UNO DETRAS DE OTRO Y DE MANERA CONTINUA: A) AL MENOS UNA INSTALACION DE ENFRIAMIENTO UNIDA A UNA ZONA DE COMPENSACION B) UNA INSTALACION DE DECAPADO CON VARIOS RECIPIENTES DE DECAPADO CONECTABLES Y DESCONECTABLES (23A A 23E) QUE TRANSPORTA LA BANDA (B) HORIZONTALMENTE C) INSTALACIONES DE LAVADO Y SECADO PARA LA BANDA DECAPADA (B) D) UNAS TIJERAS DE CORTE TRANSVERSAL…
TUBO DE ESCAPE DE VEHICULO AUTOMOVIL.
(16/12/2001) LA INVENCION SE REFIERE A UN TUBO DE ESCAPE DE VEHICULO AUTOMOVIL, CONSTITUIDO POR UNA ENVOLTURA EXTERIOR , UNA ENVOLTURA INTERIOR Y UNA PARTE CENTRAL CONSTITUIDA DE TUBULADURAS PERFORADAS Y DE TABIQUES CENTRALES UNIDOS ENTRE SI PARA FORMAR UN PASADIZO, LLAMADO TRIPA. LA PARTE CENTRAL ESTA REALIZADA EN UN ACERO ESMALTADO, TENIENDO EL ACERO LA SIGUIENTE COMPOSICION EN MILIMETROS DE PORCENTAJE EN PESO: - EL CARBONO COMPRENDIDO ENTRE 0 Y 100, - EL MANGANESO COMPRENDIDO ENTRE 0 Y 500, - EL FOSFORO COMPRENDIDO ENTRE 0 Y 30, EL AZUFRE COMPRENDIDO ENTRE 0 Y 40, - EL ALUMINIO COMPRENDIDO ENTRE 0 Y 60, - EL TITANIO COMPRENDIDO ENTRE 0 Y 200, - EL TITANIO COMPRENDIDO ENTRE 0 Y 200, - EL COBRE COMPRENDIDO ENTRE 0 Y 60, EL NITROGENO COMPRENDIDO ENTRE 0 Y 15, SIENDO EL RESTO HIERRO E IMPUREZAS RESIDUALES,…
PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE CON LAMINAS SOLDADAS DE ALEACIONES DE HIERRO SINTERIZADO ODS Y COMPONENTE FABRICADO SEGUN ESTE PROCEDIMIENTO.
(01/09/2001). Solicitante/s: PLANSEE AKTIENGESELLSCHAFT. Inventor/es: SPORER, DIETER, DR.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA FABRICAR PIEZAS, QUE SE CARACTERIZAN POR LA SOLDADURA DE HOJAS METALICAS CURVADAS O PLEGADAS SOBRE UN CUERPO BASAL. LA ALEACION SINTERIZADA DE REFUERZO CON DISPERSION DE OXIDO(ODS) CON BASE DE HIERRO QUE SE UTILIZA PARA LAS HOJAS ES CONOCIDA POR LAS PROPIEDADES DEL MATERIAL, QUE NO PERMITEN UN PROCESADO DE ESA CLASE O SOLAMENTE CON UN GRAN GASTO ANTIECONOMICO. EL PROCEDIMIENTO DE LA INVENCION ABRE UN CAMINO PARA UN ACABADO ECONOMICO SIN PERDIDA DE CALIDAD.
LAMINACION EN CALIENTE DE BANDA DE ACERO.
(01/05/2001) Procedimiento para producir banda laminada en caliente a partir de material de laminación fundido en colada continua y/o prelaminado en la zona austenítica, con estructuras y propiedades homogéneas, a partir de acero sin aleación o con aleaciónbaja, enel que el material de laminación es laminado en caliente en paso continuo en un tramo de laminación de acabado en dos o más pasadas en la zona austenítica, partiendo de una temperatura T >= Ar3 + 30º C, con un grado de deformación total de eh >= 30 %, y a continuación es laminado en caliente en varias pasadas en la zona ferrítica con un grado de de formación total de eh >= 60 % y seguidamente es bobinado, caracterizado porque el material de laminación es laminado en caliente continuamente en el tramo de acabado en forma consecutiva en la zona austenítica, en la zona de dos fases y en…
ACEROS REFRACTARIOS CARENTES DE NIQUEL PARA ESTRUCTURAS DE ACERO Y PROCEDIMIENTO PARA LA FABRICACION DE CHAPAS GRUESAS A PARTIR DE LOS MISMOS.
(01/02/2001). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: KERN, ANDREAS, DR.-ING., SCHRIEVER, UDO, DR.-ING.
LA INVENCION TRATA DE UN ACERO LIBRE DE NIQUEL Y RESISTENTE AL FUEGO, PARTICULARMENTE EN FORMA DE CHAPA GRUESA, CON UN LIMITE DE INSERCION RE > 280 N/MM 2 Y UNA PROPORCION EN LIMITE DE INSERCION RE/RM DE ENTRE 0,4 Y 0,6, PARA LA CONSTRUCCION METALICA. DICHO ACERO TIENE LA SIGUIENTE COMPOSICION QUIMICA (% EN MASA): DE UN 0,06 A UN 0,20 % DE C, DE UN 0,20 A UN 0,30 % DE SI, DE UN 0,5 A UN 1,6 % DE MN, DE UN 0,02 A UN 0,045 % DE A DIS , DE UN 0,5 A UN 0,9 % DE CR, DE UN 0,1 A UN 0,4 % DE MO Y DE UN 0,01 A UN 0,05 % DE V, SIENDO EL RESTO HIERRO E IMPUREZAS INEVITABLES. LA INVENCION TRATA ADEMAS DE UN PROCEDIMIENTO PARA LA PRODUCCION DE CHAPAS GRUESAS A PARTIR DEL MENCIONADO ACERO.
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS REVESTIDAS CON UNA CAPA RESISTENTE A LA ABRASION FORMADA POR UN ACERO PARA HERRAMIENTAS.
(16/03/2000). Solicitante/s: CREUSOT-LOIRE INDUSTRIE. Inventor/es: BEGUINOT, JEAN, BRISSON, JEAN GEORGES.
SE REALIZA UN BLOQUE POR YUXTAPOSICION Y ENSAMBLAJE DE AL MENOS UNA PLACA DE ACERO PARA HERRAMIENTA Y DE AL MENOS UNA PLACA DE ACERO DULCE. SE LAMINA EL BLOQUE EN CALIENTE, DESPUES SE LE ENFRIA A UNA TEMPERATURA INFERIOR A 200 C. SE EFECTUA UN REVENIDO DEL BLOQUE LAMINADO A UNA TEMPERATURA SUPERIOR A 450 C, DESPUES DEL ENFRIAMIENTO. LA LAMINA CHAPEADA OBTENIDA COMPORTA UNA CAPA DE ACERO DE HERRAMIENTA QUE TIENE UNA ESTRUCTURA MARTENSITICA REVENIDA Y QUE ENCIERRA UNOS CARBUROS PRIMARIOS Y UNA FINA DISPERSION DE CARBUROS SECUNDARIOS.
FLEJE DE ACERO Y PROCEDIMIENTO DE FABRICACION DEL MISMO.
(16/02/2000) UN METODO Y UN APARATO PARA UNA ALTAMENTE FORMABLE BANDA DE ACERO, CON ALTA RESISTENCIA A LA TENSION Y NO TRATADA CON CALOR, PUEDE SER APLICADA EN UN LAZO TENSIONADO SOBRE ARTICULOS EMPAQUETADOS CON UNA MAQUINA DE EMPAQUETADO. LA BANDA ESTA FABRICADA DE UN ACERO QUE CONTIENE APROXIMADAMENTE , 0.20 A 0.25 POR CIENTO DE CARBONO, 0.30 A 0.60 POR CIENTO DE MANGANESO, 0.04 POR CIENTO MAXIMO DE FOSFORO, 0.005 POR CIENTO MAXIMO DE AZUFRE, UN ALUMINIO EN UNA CANTIDAD SUFICIENTE PARA LA NEUTRALIZACION TOTAL DEL MISMO, 0.10 POR CIENTO MAXIMO DE SILICONA, Y UN BORO PARA NITROGENO LIBRE EN UN RATIO DE APROXIMADAMENTE ENTRE 1.07 A 1.43. EL ACERO ES BOBINADO…
BANDAS ESTRECHAS DE ACERO CON ELEVADO CONTENIDO EN CARBONO Y PROCEDIMIENTO DE FABRICACION DE ESTE TIPO DE BANDAS.
(01/10/1999). Solicitante/s: SOLLAC. Inventor/es: MESSAGER, LYDIE, PERDRIX, CHRISTIAN, AERNOUT, JEAN-JACQUES.
LA INVENCION SE REFIERE A BANDAS ESTRECHAS DE ACERO DE ALTO CONTENIDO DE CARBONO COMPRENDIDO ENTRE 0,30 Y 1% Y QUE POSEE UNA BUENA APTITUD PARA EL LAMINADO EN FRIO. ESTAS BANDAS SE OBTIENEN DE UN CORTADO LONGITUDINAL D UNA BANDA ANCHA OBTENIDO POR LAMINADO EN CALIENTE DE UN DESBASTE O DE UN LINGOTE SOBRE UN TREN CONTINUO EN CALIENTE, DECAPADO DE LA BANDA ANCHA LAMINADA EN CALIENTE, Y LAMINADO EN FRIO CONTINUO SEGUIDO DE UN RECOCIDO DE GLOBULIZACION. LA INVENCION SE REFIERE TAMBIEN A UN PROCESO DE FABRICACION DE ESTE TIPO DE BANDAS.
PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO.
(16/09/1999) PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO. LA PRESENTE INVENCION SE REFIERE A UN PROCESO PARA LA FORJA DE ACEROS EN CALIENTE DE MUY ALTO CONTENIDO EN CARBONO, QUE OSCILAN ENTRE EL 1,4 Y 2,1 % EN MASA DE ESTE ELEMENTO, PARA LA FABRICACION DE ARMAS BLANCAS. EL PROCESO SE REALIZA EN CUATRO ETAPAS: 1) FORJA EN CALIENTE Y MECANIZADO DE ACABADO. 2) TEMPLE Y MECANIZADO FINAL. 3) CONTROL DE CALIDAD, CERTIFICACION Y GRABADO DE LA MARCA. 4) ATAQUE QUIMICO Y PROTECCION FINAL. LA OPERACION DE FORJA SE REALIZA A TEMPERATURA DE 650 C A 850 C, COMPLETANDOSE CON EL TEMPLE EN AGUA SALINIZADA CON UREA Y CLORURO SODICO Y POTASICO CALENTADA A 35-40 C, EN CONCENTRACIONES MEDIAS SEMEJANTES A LA ORINA HUMANA. ESTOS PROCESOS SE PUEDEN REALIZAR PARCIAL O TOTALMENTE EN FRAGUA TRADICIONAL. UN PROCESO DE ACABADO Y AFILADO EN PIEDRA…
PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO.
(16/09/1999) PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO. LA PRESENTE INVENCION SE REFIERE A UN PROCESO PARA LA FORJA DE ACEROS EN CALIENTE DE MUY ALTO CONTENIDO EN CARBONO, QUE OSCILAN ENTRE EL 1,4 Y 2,1 % EN MASA DE ESTE ELEMENTO, PARA LA FABRICACION DE ARMAS BLANCAS. EL PROCESO SE REALIZA EN CUATRO ETAPAS: 1) FORJA EN CALIENTE Y MECANIZADO DE ACABADO. 2) TEMPLE Y MECANIZADO FINAL. 3) CONTROL DE CALIDAD, CERTIFICACION Y GRABADO DE LA MARCA. 4) ATAQUE QUIMICO Y PROTECCION FINAL. LA OPERACION DE FORJA SE REALIZA A TEMPERATURA DE 650 C A 850 C, COMPLETANDOSE CON EL TEMPLE EN AGUA SALINIZADA CON UREA Y CLORURO SODICO Y POTASICO CALENTADA A 35-40 C, EN CONCENTRACIONES MEDIAS SEMEJANTES A LA ORINA HUMANA. ESTOS PROCESOS SE PUEDEN REALIZAR PARCIAL O TOTALMENTE EN FRAGUA TRADICIONAL. UN PROCESO DE ACABADO Y AFILADO EN PIEDRA…
PROCESO PARA PRODUCIR CHAPA FINA DE ACERO INOXIDABLE BASADO EN CR-NI QUE POSEE EXCELENTE CALIDAD DE SUPERFICIE Y FACILIDAD DE TRABAJO.
(01/06/1999). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: UEDA, MASANORI, TERAOKA, SHIN-ICH, SUEHIRO, TOSHIYUKI, OKA, HIDEKI, YOSHIMURA, YUUJI.
UN PROCESO PARA PRODUCIR CHAPA FINA DE ACERO INOXIDABLE BASADO EN CR-NI QUE POSEE EXCELENTE CALIDAD DE SUPERFICIE Y FACILIDAD DE TRABAJO MOLDEANDO CONTINUAMENTE UN ACERO INOXIDABLE REPRESENTADO POR ACERO 18%CR LDEO QUE POSEE UNA SUPERFICIE DE PARED DE MOLDE QUE SE MUEVE EN SINCRONIA CON UNA BANDA DE MOLDEO, EFECTUANDO SOLIDIFICACION RAPIDA A UNA VELOCIDAD DE ENFRIAMIENTO DE 100 (GRADOS) C/SEG O MAYOR EN UNA BANDA DE MOLDEO QUE POSEE UN ESPESOR DE 10 MM O MENOR; TRAS LA CONSIGUIENTE SOLIDIFICACION, SE INICIA EL ENFRIAMIENTO DE LA BANDA MOLDEADA DESDE UNA TEMPERATURA ALTA A UNA VELOCIDAD DE 100 (GRADOS) C/SEG O MAYOR HASTA 1250 (GRADOS) C Y SE IMPIDE LA RECUPERACION; SE MANTIENE LA BANDA DE MOLDEO ENFRIADA A UNA TEMPERATURA DE ENTRE 900 (GRADOS) C Y 1250 (GRADOS) C EXCLUSIVAMENTE ENTRE 5 SEG Y 2 MIN; SE ENFRIA Y BOBINA LA BANDA MOLDEADA Y SE SOMETE A RECOCIDO, DESOXIDACION, LAMINADO EN FRIO Y RECOCIDO.
{kind=link}
{kind=link}
{kind=link}