CIP-2021 : B29C 49/22 : de preformas o parisones multicapas.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/22[1] › de preformas o parisones multicapas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/22 · de preformas o parisones multicapas.
CIP2021: Invenciones publicadas en esta sección.
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente.
(01/07/2020) Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento comprende una primera parte de envuelta exterior , la primera parte de envuelta exterior definiendo un primer volumen interno y estando provisto de un primer y de un segundo orificio, el primer y el segundo orificio estando definidos por una primera y una segunda zona limítrofe, respectivamente, y el segundo elemento comprende una segunda parte de envuelta exterior , la segunda parte de envuelta exterior definiendo un segundo volumen interno y estando provisto de un tercer orificio , el tercer orificio estando definido por una tercera zona…
Recipiente con bolsa interior.
(01/07/2020) Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten en plásticos termoplásticos de diferentes tipos y no establecen ninguna unión por soldadura entre ellos, con una abertura de recipiente y por lo menos una abertura de compensación de presión en la pared del recipiente exterior para compensar la presión en el espacio intermedio entre el recipiente exterior y la bolsa interior durante la contracción de la bolsa interior, en el que en la capa de la bolsa interior, que está opuesta al recipiente exterior, y/o en la capa del recipiente exterior, que está opuesta a la bolsa interior,…
(14/05/2020). Solicitante/s: UROLA, S.COOP.. Inventor/es: FERNANDEZ HERNANDEZ,JOSE LUIS, GALFARSORO URRESTILLA,Gurutz.
Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada con un termoplástico que comprende colágeno desnaturalizado. La capa realizada con un termoplástico que comprende colágeno desnaturalizado es una capa intermedia que se dispone entre una capa interior y una capa exterior , estando realizadas la capa interior y la capa exterior con un termoplástico impermeable, y estando la capa intermedia parcialmente expuesta al exterior.
Procedimiento para la prueba de estanqueidad de una bolsa en el espacio interior de un recipiente.
(30/10/2019) Procedimiento para la prueba de estanqueidad de una bolsa prevista en un recipiente con una instalación , donde la instalación presenta una cámara en la que está insertado el recipiente , donde el recipiente presenta una abertura de extracción y una abertura de ventilación , donde el espacio interior del recipiente presenta un lado de extracción asociado a la abertura de extracción y un lado de ventilación asociado a la abertura de ventilación , que están separados entre sí por la bolsa , donde la cámara une el lado de extracción y el lado de ventilación de manera estanca y separada por fluido entre sí y, en la zona de la abertura de extracción , la bolsa está en contacto permanentemente de forma estanca con el recipiente ,…
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo.
(02/10/2019). Solicitante/s: Anheuser-Busch InBev S.A. Inventor/es: VAN HOVE,Sarah, PEIRSMAN,Daniel, VERPOORTEN,Rudi.
Un contenedor con bolsa interior moldeado por soplado de forma integral que tiene una región de cuello y una boca adecuada para dispensar un líquido contenido en una bolsa interior plegable a través de la boca del contenedor con bolsa, apretando la bolsa interior plegable al controlar la presión en una región entre la bolsa interior plegable y un contenedor exterior , comprendiendo dicho contenedor con bolsa:
• una capa exterior hecha de un polímero y que forma el contenedor exterior,
• una capa interior hecha de un polímero y que forma la bolsa interior plegable, contenida en el contenedor exterior,
• la capa exterior y la capa interior están conectadas entre sí por una interfaz sobre sustancialmente toda la superficie interior de la capa exterior, y
• al menos una aireación que conecta fluidamente la interfaz a la atmósfera, caracterizado porque el mismo polímero está en contacto a cada lado de la interfaz.
PDF original: ES-2763144_T3.pdf
Tubo moldeado por extrusión y soplado y procedimiento.
(09/01/2019). Solicitante/s: ALPLA WERKE ALWIN LEHNER GMBH & CO. KG. Inventor/es: KUNZ,JOHANN.
Tubo moldeado por extrusión y soplado, tratándose de un tubo llenado o que puede llenarse a través de su extremo posterior, cuyo cuerpo, hombro y cuello están fabricados en una pieza mediante moldeo por extrusión y soplado, presentando el tubo una capa rica en LLDPE, presentando el tubo al menos dos capas, estando fabricadas todas las capas mediante moldeo por extrusión y soplado, estando delimitado mediante la capa rica en LLDPE un espacio interno del tubo, caracterizado por que la capa rica en LLDPE presenta un porcentaje de LLDPE de al menos 50 por ciento en peso y el espesor de pared medio del tubo en la zona del cuerpo asciende de 0,3 a 0,85 milímetros, incluyendo la capa rica en LLDPE HDPE y/ o LDPE, que tienen solo o conjuntamente un porcentaje en cuanto al peso entre 5 por ciento en peso y 50 por ciento en peso.
PDF original: ES-2718882_T3.pdf
Parisón extrudida de PET y recipiente fabricado.
(15/11/2018). Solicitante/s: PLASTIPAK PACKAGING, INC.. Inventor/es: KITZMILLER, MICHAEL, C., YOUNG, WILLIAM, C., HOLT,HARVEY SHANNON, MOSS,GATES.
Un parisón de PET extruido que incluye:
- un primer polímero extruido que consiste de PET; y
- un segundo polímero extruido que consiste de PET;
- en el que el primer y el segundo polímero son coextruidos y el primer y el segundo polímero extruido se encuentran en estado sólido,
caracterizado en que
- el primer polímero extruido tiene una viscosidad intrínseca que es mayor que la viscosidad intrínseca del segundo polímero extruido, en el que el primer polímero extruido tiene una viscosidad intrínseca de al menos 0,96 y en el que el segundo polímero extruido tiene una viscosidad intrínseca inferior a 0,85.
PDF original: ES-2689778_T3.pdf
Un proceso para la producción de un recipiente moldeado por soplado con un excelente carácter deslizante en relación con los contenidos fluidos.
(26/10/2018). Solicitante/s: Toyo Seikan Group Holdings, Ltd. Inventor/es: AKUTSU,YOSUKE, IWAMOTO,SHINYA, HORIUCHI,SHIGETOSHI, OKAMOTO,KOTA.
Un proceso para la producción de un recipiente [10] formado por soplado que tiene una capa [3] líquida formada en una cantidad de no más de 10 g/m2 sobre toda la superficie interna de la parte estirada del mismo, en el que dicha capa [3] líquida se forma a partir de un líquido que tiene un punto de ebullición superior a una temperatura de soplado y en el que un ángulo de contacto θ * de dicho líquido es de no más de 40 grados sobre la resina que forma la capa más interna; en el que dicho proceso comprende soplar un fluido para la formación por soplado de una preforma de recipiente formada mediante la extrusión o la inyección de una resina en estado fundido para formar la preforma de recipiente hasta dar la forma de un recipiente, en el que el fluido para la formación por soplado se sopla en una condición en la que dicho líquido está presente en el espacio en dicha preforma.
PDF original: ES-2687568_T3.pdf
Preforma integral de dos capas, proceso, herramienta y aparato para la producción de esta y bolsa en contenedor producida de esta manera.
(25/10/2018). Solicitante/s: Anheuser-Busch InBev S.A. Inventor/es: VAN HOVE,Sarah, PEIRSMAN,Daniel, VERPOORTEN,Rudi.
Una preforma integral de dos capas obtenida por moldeo por inyección de una capa sobre la otra, para la producción de bolsas en contenedores para la dispensación moldeadas íntegramente por soplado, dicha preforma comprende: una capa interior y una capa exterior , y al menos un orificio de ventilación de interfaz que conecta continuamente una interfaz entre las capas interior y exterior con la atmósfera, en donde dicha preforma forma un contenedor de dos capas durante el moldeo por soplado y, en donde la capa interior obtenida de esta manera de dicho contenedor, se libera de la capa exterior obtenida de esta manera y se aprieta para dispensar un líquido contenido en ella durante el soplado de un gas presurizado a través al menos una orificio de ventilación de interfaz, y la temperatura de fusión de la capa interior es mayor o igual que la temperatura de fusión de la capa exterior.
PDF original: ES-2687437_T3.pdf
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo.
(08/11/2017). Solicitante/s: Anheuser-Busch InBev S.A. Inventor/es: VAN HOVE,Sarah, PEIRSMAN,Daniel, VERPOORTEN,Rudi.
Un contenedor con bolsa interior moldeado por soplado de forma integral adecuado para dispensar un líquido contenido en una bolsa interior exprimiéndola tras un control de la presión en la región entre la bolsa interior y el contenedor exterior, dicho contenedor con bolsa interior que comprende el mismo polímero en contacto sobre cualquier cara de la interfaz entre la bolsa interior y el contenedor exterior.
PDF original: ES-2657401_T3.pdf
Proceso de moldeo por soplado y aparato.
(04/10/2017). Solicitante/s: TI Automotive Technology Center GmbH. Inventor/es: GRAUER, PETER, DOBMAIER,ANDREAS W, EHLER,ALEX, GMÜND,PATRICK, OLBRICH,MATTHIAS B, BOECKER,ALBERT J, MICHAELIS,GERRIT.
Un procedimiento de moldeo por soplado para fabricar un cuerpo hueco, en particular un depósito de combustible, que comprende las siguientes etapas:
colocar una preforma entre partes de un molde de soplado ;
cerrar por lo menos parcialmente el molde de soplado por lo que las zonas extremas de la preforma están cerradas de una manera hermética al gas;
someter el espacio interior de la preforma a un medio de presión por lo que la preforma es presionada por lo menos parcialmente contra las partes del molde de soplado y el cuerpo hueco se forma previamente;
caracterizado por el acoplamiento de partes de la preforma con dispositivos de fijación;
el movimiento de una o ambas de las partes del molde de soplado una con relación a la otra o por lo menos un dispositivo de fijación con relación a las partes del molde de soplado por lo que la preforma es separada entre los dispositivos de fijación.
PDF original: ES-2649149_T3.pdf
Moldeo por inyección de artículos de plástico de múltiples capas.
(14/12/2016) Un procedimiento para la co-extrusión de múltiples materiales plásticos poliméricos para su inyección a través de una región (G) de entrada en una cavidad (CAV) del molde para producir un artículo moldeado, teniendo la cavidad (CAV) del molde limitaciones de flujo anulares interna y externa y teniendo el artículo moldeado paredes interna y externa del artículo, comprendiendo el procedimiento:
hacer fluir por co-extrusión corrientes de materiales plásticos poliméricos, que incluyen:
corrientes internas (IL) y externas (OL) de material plástico que sirven como capas interna y externa de pared de recubrimiento, respectivamente, de material plástico en el artículo moldeado resultante, y
al menos una corriente (IA) interior…
Sistema y método para fabricar recipientes moldeados por soplado con una distribución plástica óptima.
(17/08/2016) Un método para formar un recipiente moldeado por soplado que tiene un asa de sujeción y una cristalinidad aumentada, que comprende:
inflar un parison que tiene una porción superior roscada en un molde (14a-c, 814) que tiene una pared con un rebaje compuesto por una pluralidad de superficies para formar un recipiente moldeado por soplado que tiene una región de sujeción móvil compuesta por superficies respectivamente correspondientes a la pluralidad de superficies de dicho rebaje, estando dicha región de sujeción móvil formada en dicho rebaje y extendiéndose en dicho rebaje, teniendo dicho recipiente moldeado por soplado una primera articulación acoplada a dicha región de sujeción móvil, limitando…
Método de moldear por inyección objetos y aparato para la fabricación de los objetos.
(13/04/2016) Método para la elaboración de objetos huecos, en particular, preformas de múltiples capas de plástico , las cuales se fabrican en un espacio de molde hueco previsto para ello a partir de al menos dos materiales, incluyendo un material de base primario (A) y un material secundario (B) tal como un material portador, en el que el material de base (A), y, posiblemente, el material secundario (B), se forman de un plástico y en el que ambos materiales de base primario y portadores secundarios (A, resp. B) se suministran en el espacio de molde hueco por canales de suministro primario y secundario en un molde de inyección y una placa de canal caliente , cada uno de los cuales discurren en elementos de calentamiento adaptados y sus materiales de base primario y portador secundario (A,…
Composición para la fabricación de un artículo de envasado, el cual tiene unas propiedades de secuestración del oxígeno y una reducida opacidad.
(16/03/2016). Ver ilustración. Solicitante/s: AMCOR LIMITED. Inventor/es: DEGROOTE,LAURENT.
Composición, la cual tiene unas propiedades de secuestración del oxígeno y que comprende una poliamida, un poliéster, y un catalizador de metal de transición, en donde, la cantidad de poliamida, es de un porcentaje de por lo menos un 3 %, en peso, y el poliéster, comprende un copolímero a un x % PETI, y un copolímero a un y % PETG, siendo, x e y, por lo menos igual a 5.
PDF original: ES-2569396_T9.pdf
PDF original: ES-2569396_T3.pdf
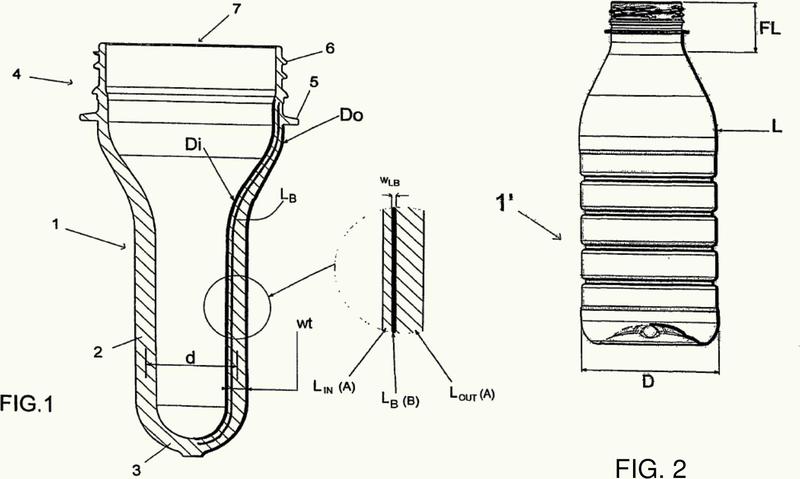
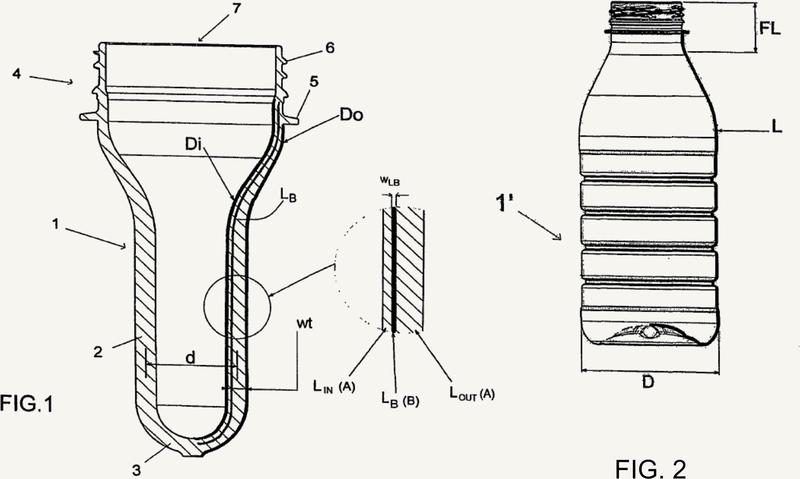
Recipiente biaxialmente estirado y de múltiples capas, el cual tiene propiedades de barrera de gas y una alta transparencia.
(16/03/2016). Ver ilustración. Solicitante/s: AMCOR LIMITED. Inventor/es: DEGROOTE,LAURENT.
Preforma de múltiples capas o recipiente de múltiples capas (1'), obtenidos mediante un estiramiento biaxial de una preforma, comprendiendo, los citados preforma de múltiples capas o contenedor de múltiples capas, por lo menos una capa de barrera de gas (LB), comprendiendo, la citada barrera de gas (LB), una poliamida y un poliéster, en donde, el poliéster, comprende un copolímero a un y % PETG, siendo, y, por lo menos igual a 5, y en donde, la cantidad de poliamida, en la barrera de gas (LB), es por lo menos de un porcentaje el 10 %, en peso.
PDF original: ES-2569058_T3.pdf
Recipiente de plástico dotado de una superficie interna tratada con carbono.
(16/03/2016) Recipiente de múltiples capas moldeado por soplado diseñado para contener bebidas carbonatadas, que incluye una porción de pared superior que presenta una abertura , una porción de pared lateral intermedia situada debajo de la porción de pared superior , y una porción de base situada debajo de la porción de pared lateral intermedia que está adaptada para soportar el recipiente , dicho recipiente comprende además: una capa moldeada exterior que tiene una superficie interior y una superficie exterior y que contiene al menos un 40% en peso de plástico reciclado; y que incluye un material de barrera y/o materiales que secuestran o reaccionan…
Autoadhesivos termofusibles extrusionables para envases que pueden volver a cerrarse, con propiedades organolépticas mejoradas.
(13/01/2016) Composición autoadhesiva termofusible a con un con un índice de flujo de fusión de 0,01 a 200 g/10 min y que comprende, sobre la base del peso total de dicha composición a:
- de 45 a 70% en peso de una composición a1 de copolímeros en bloques estirénicos que comprenden al menos un bloque elastómero, estando dicha composición a1 constituida, sobre la base de su peso total:
- de 30 a 90% en peso de al menos un copolímero dibloque de tipo estireno-isopreno (SI), y de
- de 10 a 70% en peso de al menos un copolímero tribloque lineal estireno-isopreno-estireno (SIS), variando el contenido total en unidades estirénicas de dicha composición a1 de 10 a 40% en peso sobre la base del peso total de a1, y -
de 30 a 55% en peso de al menos una resina taquificante a2 con una temperatura de…
Método de fabricación de un recipiente que tenga una terminación de cuello estirado con al menos una rosca externa.
(11/01/2016). Ver ilustración. Solicitante/s: GRAHAM PACKAGING PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., BARKER, KEITH J., LYNCH, BRIAN A..
Un método para fabricar un recipiente de plástico que tiene un cuerpo y una terminación con al menos una rosca externa , que comprende las etapas de:
(a) moldear a presión una preforma de plástico que tenga un cuerpo y una terminación con al menos una rosca externa ,
(b) moldear por soplado el cuerpo de dicha preforma para formar el cuerpo del recipiente, y
(c) expandir dicha terminación de preforma moldeada a presión, y dicha al menos una rosca externa , radialmente hacia fuera para formar una terminación del recipiente que tenga una rosca externa moldeada a presión,
caracterizado por que
dicha etapa (c) se lleva a cabo con posterioridad a dicha etapa (b), o al menos en dos etapas, una etapa previa a dicha etapa (b) y una segunda etapa posterior a dicha etapa (b), y
dicha etapa (c) es tal que, después de dicha etapa (c), la terminación expandida es una terminación de boca ancha que tiene un diámetro de más de 50 mm.
PDF original: ES-2555954_T3.pdf
Preforma y recipiente para productos contaminables y método para la fabricación de los mismos.
(11/11/2015) Método para la fabricación de un recipiente, que comprende las etapas de hacer una mezcla de un material plástico con aditivos incorporados en la misma; moldear por inyección una preforma que comprende al menos una capa fabricada con dicha mezcla , seguido por el soplado de dicha preforma en un recipiente, en el que dicho aditivos se fabrican de un material que tiene una temperatura vítrea más alta Tg que dicho material plástico , produciendo de este modo un incremento del valor de la temperatura Tg, caracterizado porque comprende además las etapas de:
•r un formador de núcleo o formador de grano en dicho material plástico ,
•r un cristal en su interior y
•r núcleos en dicha preforma mediante dicha última adición.
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida.
(19/08/2015) Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde y un segundo semi- molde , cuyo segundo semi-molde comprende una pluralidad de hendiduras con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
• una primera capa de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde ,
• una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa exterior y una película interior hermética al aire, frente al segundo semi-molde , y
• una capa de película permeable al aire, entre la primera capa de revestimiento…
Recorte de recipiente multicapa.
(08/07/2015) Un método de hacer un recipiente de plástico , que incluye los pasos de:
(a) moldear un producto recipiente de plástico intermedio que tiene un cuerpo y una cúpula integral con el cuerpo;
(b) quitar una porción superior (26a) de la cúpula ; y
(c) quitar una porción inferior (26b) de la cúpula para formar el recipiente ; caracterizado porque el cuerpo tiene una construcción en capas que incluye al menos una capa de material de resina de barrera que se extiende en parte a la cúpula pero no a toda ella; en el paso (b) se quita la porción superior (26a) en la que no está presente el material de barrera; y en el paso (c) se quita la porción inferior (26b) en la que está presente el material…
Procedimiento de calibración de una abertura de vertido de un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado.
(22/10/2014) Procedimiento para garantizar la conformidad dimensional, en particular para calibrar aberturas de vertido en o sobre un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado y provisto de dos aberturas de vertido , en el que un tramo de una manga de plástico extruida en una o más capas mediante una hilera de extrusión es colocado en una cavidad de molde de un utillaje de moldeo por soplado y es soplado a través de un mandril de soplado y calibración doble , que presenta dos zonas de calibración, en función de la cavidad de molde que lo rodea, siendo las aberturas de vertido del contenedor de plástico determinadas, en particular, calibradas en lo que respecta a…
Preforma para la fabricación de contenedores de plástico en un procedimiento de conformación con soplado y estirado y procedimiento para la fabricación de la preforma.
(15/10/2014) Preforma para la fabricación de contenedores de plástico en un procedimiento de soplado y estirado, que presenta un tramo de cuello y un tramo de cuerpo a continuación del mismo, cerrado con un fondo de preforma , que están separados entre sí por un anillo de apoyo que sobresale de la pared exterior de la preforma , caracterizada por que la preforma está fabricada mediante un procedimiento de quasimoldeado por extrusión y soplado, y el tramo de cuerpo presenta un diámetro exterior (a), el cual está formado estrechándose desde el anillo de apoyo hacia el fondo de la preforma .
(14/05/2014) Envase multicapa opaco, del tipo de los producidos por soplado de una preforma o por inyección-soplado, que comprende al menos dos capas de material termoplástico con materiales opacificantes dispersados en las capas de material termoplástico, caracterizado porque el material termoplástico es polietilén tereftalato (PET) en todas las capas que componen el envase, y porque en al menos una de las capas, el material opacificante comprende aluminio metálico Al en una proporción comprendida entre el 0,5% y el 2,0%, en peso de Al referido al peso total de cada capa que contiene el Al y un agente absorbente de luz (Abs.) tal que el valor del producto (P) obtenido de multiplicar el % en peso de Al (%Al) por el % en peso de agente absorbente (%Abs.) presentes…
Envases sobremoldeados con agarre mejorado y método de fabricación de los mismos.
(02/04/2014) Un envase moldeado por soplado con agarres mejorados incluyendo un envase moldeado por soplado que tiene un cuerpo de envase y una salida de dispensación de envase, teniendo el cuerpo de envase una superficie delantera, una superficie trasera y una superficie lateral derecha y una superficie lateral izquierda que conectan la superficie delantera a la superficie trasera, caracterizado porque al menos una de la superficie lateral derecha y la superficie lateral izquierda tiene una zona de agarre (26(a), 26(b), 26(c), 26(d), 27(a), 27(b), 27(c), 27(d)), sobremoldeada la zona de agarre (26(a), 26(b), 26(c), 26(d), 27(a), 27(b), 27(c) con un elastómero para formar un envase moldeado por soplado , conteniendo la zona de agarre (26(a), 26(b), 26(c),…
Procedimiento para producir un contenedor.
(15/01/2014) Un procedimiento de producción de un contenedor, que comprende las etapas de:
inflar un material en un molde mediante soplado directo, material que comprende una composición de una resina de poliamida que contiene entre 0,01 y 2 partes en masa de un promotor de la cristalización y 100 partes en masa de una resina de poliamida obtenida mediante la policondensación de un componente de diamina que comprende 70 mol % o más de m-xililenodiamina y un componente de un ácido dicarboxílico que incluye un ácido dicarboxílico alifático α,ω-lineal con entre 4 y 12 átomos de carbono y un ácido dicarboxílico aromático según una proporción molar de entre 97:3 y 90:10; y
retener el…
Método de fabricación de un envase con asa de conexión integral múltiple.
(06/11/2013) Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo:
(a) formar una preforma dotada de una porción de cuello y una porción expandible debajo de la porción de cuello ; teniendo la preforma al menos un bucle de materialplástico orientable; siendo el material el mismo material que una pared de la preforma ;estando el bucle conectado integralmente tanto en un primer extremo como en un segundoextremo a una primera ubicación y a una segunda ubicación separada respectivas en lapreforma ; el bucle está integralmente conectado en el primer extremo a la…
Preforma para un recipiente de polipropileno.
(28/08/2013) Una preforma moldeada por inyección , para moldear un recipiente por soplado y estiramiento a partirde ella, definida por una línea central 208 y comprendiendo una sección de acabado o de boca que tiene unapestaña o reborde de soporte y una sección de soplado de la preforma que comprende un cuello que se extiende desde el reborde de soporte, una pared lateral que se extiende a partir del cuello yuna base que cierra la sección de soplado, teniendo la base una sección de espesor aumentado definidapor un espesor mayor que el de todas las otras secciones de la sección de soplado; la sección de la pared deespesor aumentado adelgaza desde un espesor t2 hasta alcanzar un espesor t3 en la línea central de lapreforma ; el extremo inferior de la pared lateral y la base se dirigen hacia dentro de la línea centralde la…
"PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN CUERPO DE MATERIAL COMPOSITE PROVISTO DE UNA CAVIDAD INTERIOR CON UNA ABERTURA AL EXTERIOR".
(26/07/2013) Procedimiento y aparato para la fabricación de un cuerpo de material composite provisto de una cavidad interior con una abertura al exterior.
La presente invención se refiere a un procedimiento de fabricación de un cuerpo de material composite tal como una calota de casco. Dicho cuerpo constituye una estructura multicapa donde cada capa se forma por la superposición de estratos que comprenden porciones de telas preimpregnadas de resina termoplástica en el que al menos algunas de dichas capas está formada por telas preimpregnadas tipo LFRTP, tejidas o no tejidas. La capa externa está formada por estratos de porciones de telas tipo "velo" o tipo "fieltro", con fibras de longitudes comprendidas entre 5 y 20 mm no tejidas y no orientadas. En el procedimiento…
Cuerpo moldeado por inyección que tiene propiedades de barrera excelentes.
(29/05/2013) Artículo moldeado por inyección con una estructura multicapa que comprende al menos una capa de unacomposición de resina de barrera que comprende una resina de poliamida que comprende una unidadconstitutiva de diamina, un 70% en moles o más de la cual se deriva de m-xililendiamina, y una unidadconstitutiva de ácido dicarboxílico, un 70% en moles o más de la cual se deriva de un ácido dicarboxílicoque contiene un ácido dicarboxílico de C4 a C20, a,ro-lineal, alifático y un ácido isoftálico a una razón molarde desde 30:70 hasta 100:0;
caracterizado porque la composición de resina de barrera contiene (A) del 20 al 60% en masa de la resinade poliamida, (B) del 80 al 40%…
Preforma de plástico y procedimiento para la fabricación de la misma para un recipiente y utilización del mismo.
(26/04/2013) Preforma para el moldeo por soplado de un recipiente, que comprende una sección de cuello que rodea unaabertura de vertido , una sección de pared adyacente y una sección de fondo opuesta a la sección decuello a modo de base de soporte del recipiente producido, estando compuesta la preforma por un área primaria, yal menos un área secundaria, consistiendo dicha área primaria (A1, A2) en un material de plástico primario,consistiendo dicha al menos un área secundaria (B1, B2) en al menos un material secundario, presentando dichasáreas primaria y secundaria una coloración diferente entre sí, estando al menos una parte sustancial de dichasección de fondo compuesta por una estructura de múltiples capas que presenta unas capas primariascompuestas por dicho material de plástico primario,…
{kind=link}
{kind=link}
{kind=link}