CIP-2021 : B21B 37/46 : Control de la velocidad del cilindro o de la tracción del motor (B21B 37/52, B21B 37/60 tienen prioridad).
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/46[1] › Control de la velocidad del cilindro o de la tracción del motor (B21B 37/52, B21B 37/60 tienen prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/46 · Control de la velocidad del cilindro o de la tracción del motor (B21B 37/52, B21B 37/60 tienen prioridad).
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE LAMINADO DE UNA BANDA DE CHAPA.
(17/06/2011) Procedimiento de control del laminado en frío de una banda de chapa (B) conlleva el paso de la banda en frío, de manera continua en al menos dos cajas sucesivas (16A, 16B, 16C, 16D, 16E) que comprenden cada una al menos dos cilindros accionados entre los cuales circula la banda (B) y experimenta un aplastamiento, caracterizado porque comprende: - la estimación de la variación de deslizamiento (Δg 1) en salida de una caja (16A); y - la corrección de la velocidad (u A; u A; u B)de rotación de los cilindros de al menos una caja corregida (16A; 16A, 16B) en función de la variación de deslizamiento estimada (Δg 1)
GRUPO DE LAMINACION CON DISTANCIA AJUSTABLE ENTRE LOS CILINDROS LAMINADORES Y CON REDUCCION DE LA VELOCIDAD DEL EJE MOTOR.
(16/10/2003) 1. Grupo de laminación con reducción de la velocidad del eje motor, caracterizado por el hecho de que: - cada cilindro laminador lleva ajustado axialmente un reductor móvil independiente (D) y por lo tanto desplazable en paralelo con el eje del respectivo cilindro (X, Y); - cada reductor (D) se acopla a los árboles (B) del sistema de transmisión (A) mediante alargaderas de ángulos variables (C) estando dichos árboles motores (B) en posición fija. 2. Grupo de laminación según la reivindicación 1, caracterizado por el hecho de que comprende al menos un primer y/o un segundo cojinete por un lado para el soporte de los cilindros laminadores y por el otro de un cojinete de soporte opuesto (4-F) de dichos reductores (D). 3. Grupo de laminación según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichos cojinetes (11,…
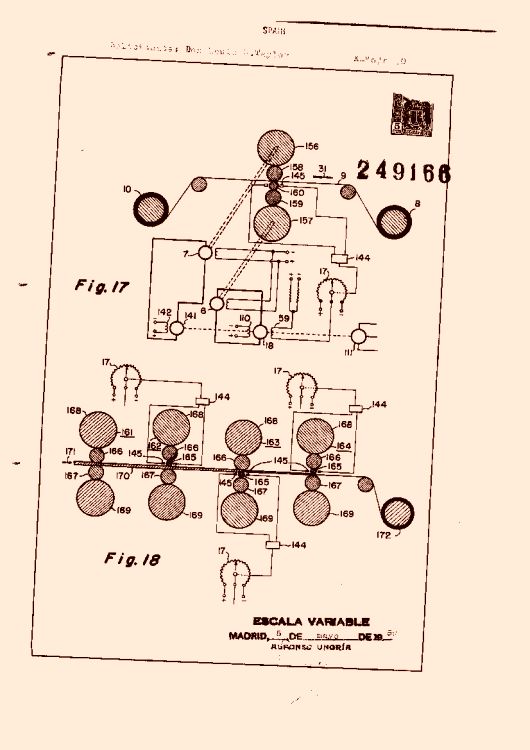
MÉTODO Y APARATO PARA DETECTAR Y CONTRARRESTAR LA DEFLEXIÓN DE UN CILINDRO EN UN TREN DE LAMINACIÓN DE METALES.
(16/12/1959). Ver ilustración. Solicitante/s: THE YOUNGSTOWN AND DEVELOPMENT COMPANY.
Método para detectar y contrarrestar la deflexión de un cilindro en un tren de laminación de metalescaracterizado por la proyección e incidencia de un medio de una fuerza determinada desde un emplazamiento separado del cilindro hacia una cara del mismo a través de un espacio situado entre dicha cara y dicho emplazamientohallándose sujetos a deflexión la cara del cilindro y el propio cilindro con acercamiento o alejamiento respecto al citado emplazamientoacortándose o alargándose así aquel espacioproduciendo dicha deflexión un cambio en la fuerza del medio que aprecia el acortamiento o alargamiento de aquel espacio mediante la detección del cambio en la fuerza del mismogenerando un impulso procedente del citado cambio de fuerza y utilizando dicho impulso para controlar el funcionamiento del referido tren manteniendo el citado espacio con una longitud sustancialmente constante.
{kind=link}