CIP-2021 : B21B 37/72 : Control de la terminación trasera; Control de la terminación delantera.
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/72[1] › Control de la terminación trasera; Control de la terminación delantera.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/72 · Control de la terminación trasera; Control de la terminación delantera.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo para influir en la distribución de la temperatua a lo largo de un ancho.
(10/04/2013) Dispositivo para influir en la distribución de temperatura a lo largo del ancho de un desbaste o de una banda ,particularmente en una instalación laminadora de banda en caliente con una caja de laminación o con una pluralidadde cajas de laminación, en donde se proporciona, al menos, un dispositivo de refrigeración con toberas para laaplicación de un agente refrigerante sobre el desbaste o sobre la banda , en donde las toberas seencuentran dispuestas de manera distribuida y/o accionadas sobre el ancho, caracterizado porque, al menos, unade las toberas se puede ajustar en su posición en relación con la anchura del desbaste o de la banda , yporque:
- las toberas se pueden posicionar…
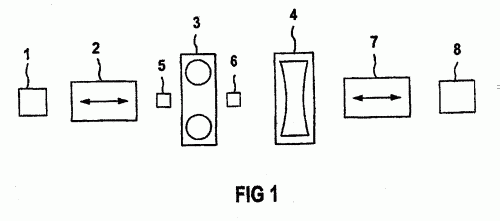
PROCEDIMIENTO Y DISPOSITIVO PARA HACER FUNCIONAR UN TREN DE LAMINACION EN CALIENTE CON AL MENOS UNA CAJA DE RECALCADO.
(16/12/2006). Ver ilustración. Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: THIELE, KONRAD.
Procedimiento para hacer funcionar un tren de laminación en caliente con al menos una caja de recalcado (3, 13, 13, 13) y al menos un sensor para determinar la posición de extremos de banda, consiguiéndose con un sistema de cálculo una optimización de la distribución de anchura de banda de al menos un extremo de banda de una banda de laminación, caracterizado porque la determinación de la posición de extremos de banda se realiza mediante una detección en forma de líneas de la radiación infrarroja de la banda de laminación con el uso de un sensor de líneas infrarrojas (5, 6, 12, 12, 12), que envía una señal de salida dependiente de la radiación cuyos flancos de señal indican un extremo de banda detectado.
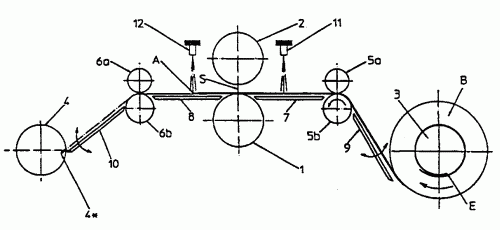
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR LOS EXTREMOS DE UNA BANDA ARROLLADA EN UN LAMINADOR REVERSIBLE.
(01/07/1999). Ver ilustración. Solicitante/s: SUNDWIG GMBH. Inventor/es: BERGER, BERND, BRUGGEN, FRANZ.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR LOS EXTREMOS DE UNA BANDA ENROLLADA (B) EN UN TREN DE LAMINACION REVERSIBLE CON CARRETES DE BOBINAR DISPUESTOS A AMBOS LADOS. CON EL FIN DE REDUCIR AL MAXIMO CON LA MENOR COMPLICACION TECNICA POSIBLE LAS LONGITUDES PERDIDAS POR NO MANTENER LAS DIMENSIONES DEBIDAS EN LOS EXTREMOS DE LA BANDA, SE HA PREVISTO QUE EN CADA PASADA DE LAMINACION, EL PRINCIPIO DE LA BANDA (A) SE INTRODUZCA EN LA SEPARACION ENTRE CILINDROS (S) SIN TRACCION SOBRE LA BANDA NI FUERZA EN LOS CILINDROS, QUE SOLO ENTONCES SE AUMENTE GRADUALMENTE LA FUERZA EN LOS CILINDROS HASTA LLEGAR A SU VALOR NOMINAL Y QUE LA TRACCION DE SALIDA SOBRE LA BANDA SE APLIQUE CUANDO EL PRINCIPIO DE LA BANDA (A) ESTE CONECTADO AL CARRETE DE BOBINAR . AL FINAL DE CADA PASADA DE LAMINACION, LA TRACCION SOBRE LA BANDA SE REDUCE A 0, DE MANERA QUE EL FINAL DE LA BANDA (E) ATRAVIESA LA SEPARACION ENTRE CILINDROS SIN NINGUNA TRACCION EN ABSOLUTO.
{kind=link}
{kind=link}