CIP-2021 : B21B 37/16 : Control del espesor, anchura, diámetro u otras dimensiones transversales (B21B 37/58 tiene prioridad).
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/16[1] › Control del espesor, anchura, diámetro u otras dimensiones transversales (B21B 37/58 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/16 · Control del espesor, anchura, diámetro u otras dimensiones transversales (B21B 37/58 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para controlar los tamaños de las secciones de un producto laminado.
(14/05/2014) Procedimiento para controlar los tamaños de la sección de un producto laminado en un segmento de una línea de laminación, entre por lo menos dos estaciones de laminación cada una provista de sus propios elementos de accionamiento , en el cual entre dichas dos estaciones de laminación se detecta un tamaño característico de dicho producto laminado y un conjunto de control compara dicho tamaño característico del producto laminado con un tamaño de referencia, al cual corresponde una condición de estirado óptimo y actúa en dichos elementos de accionamiento a fin de mantener el producto laminado en dicha condición de estirado óptimo, caracterizado porque comprende:
- una primera fase de…
Procedimiento de control del laminado de una banda de chapa.
(04/04/2013) Procedimiento de control del laminado de una banda de chapa (B) que comprende el paso de la banda (B) demanera continua según por lo menos un sentido de desplazamiento en por lo menos una caja que comprendepor lo menos dos cilindros accionados entre los que circula la banda (B) y experimenta un aplastamiento, quecomprende las etapas siguientes:
- medir el espesor (Js) de la banda aguas abajo de la caja con respecto al sentido de desplazamiento,
- estimar el espesor (Es) de la banda a la salida de la caja según la ley de caudales,
- corregir (Ce) la separación de los cilindros o su velocidad de rotación en función a la vez del espesor (Js)medido aguas abajo de la caja y de la estimación del espesor (Es)…
PROCEDIMIENTO DE LAMINADO DE UNA BANDA DE CHAPA.
(17/06/2011) Procedimiento de control del laminado en frío de una banda de chapa (B) conlleva el paso de la banda en frío, de manera continua en al menos dos cajas sucesivas (16A, 16B, 16C, 16D, 16E) que comprenden cada una al menos dos cilindros accionados entre los cuales circula la banda (B) y experimenta un aplastamiento, caracterizado porque comprende: - la estimación de la variación de deslizamiento (Δg 1) en salida de una caja (16A); y - la corrección de la velocidad (u A; u A; u B)de rotación de los cilindros de al menos una caja corregida (16A; 16A, 16B) en función de la variación de deslizamiento estimada (Δg 1)
INSTALACION DE REGULACION PARA TRENES DE LAMINACION DE UN BASTIDOR O DE BASTIDORES MULTIPLES.
(16/07/2005). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: FELKL, HANS-JOACHIM, DIPL.-ING.
Procedimiento para la producción de un componente de material compuesto de fibras que presenta al menos un punto de cruzamiento o de nudo, caracterizado porque una pieza previa en bruto, de fibras, integral, o una preforma, con un espesor de material y un contenido volumétrico de fibras esencialmente iguales en el al menos un punto de cruzamiento o de nudo y las secciones adyacentes de la pieza previa en bruto, de fibras, se introduce en un molde por medio del cual se predetermina la geometría final del componente, y porque la pieza previa en bruto, de fibras, se dota de un monómero o polímero antes o después de la introducción en el molde y se endurece después.
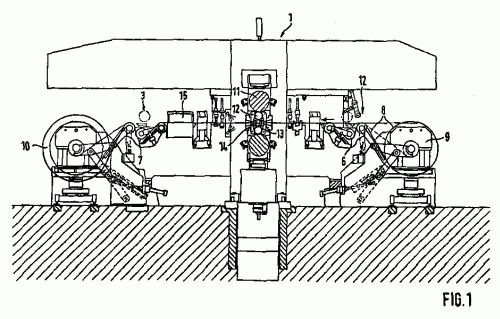
LAMINADOR EN FRIO ASI COMO PROCEDIMIENTO PARA EL LAMINADO EN FRIO DE FLEJE METALICO.
(01/07/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: JEPSEN, OLAF-NORMAN, ZIELENBACH, MICHAEL, STACHULETZ, MANFRED, STACHULETZ-KUHBACHER , ANGELA, BROCKES, UDO.
Laminador en frío para el laminado en frío de fleje metálico , en particular de acero, con una caja de laminación con medios para ajustar una abertura entre cilindros, así como con un dispositivo bobinador dispuesto delante de la caja de laminación en frío para el desenrollado del fleje y con un dispositivo bobinador dispuesto a continuación de la caja de laminación en frío para el enrollado del fleje , caracterizado porque entre el dispositivo bobinador dispuesto delante de la caja individual de laminación y ésta está dispuesto un acumulador de fleje para una regulación del caudal másico y una regulación de la tracción del fleje del proceso de laminado, en particular en el laminado flexible.
CONTROL DE LAMINADORES REVERSIBLES DE UN SOLO MONTANTE.
(16/01/1998). Solicitante/s: DAVY MCKEE (SHEFFIELD) LIMITED. Inventor/es: BURNAND, PETER WILLIAM,150 PROSPECT ROAD.
UN TREN DE LAMINACION DE BANDA DE UNICA MARCHA DE ESTACIONAMIENTO/RETROCESO CONTROLADO POR UNA SEÑAL QUE REPRESENTA LA VELOCIDAD DE LA BANDA QUE SALE DEL TREN ENROLLADA. ESTE ES CONTROLADO PARA MANTENER LA VELOCIDAD DE SALIDA DE LAS BANDAS SUSTANCIALMENTE CONSTANTE. DE ESTA MANERA LA VELOCIAD DE LA ENTRADA DE BANDAS SE MANTIENE SUSTANCIALMENTE CONSTANTE Y SE REDUCEN LAS VARIACIONES DE CALIBRE EN LA BANDA ENROLLADA.
{kind=link}