CIP-2021 : B29C 70/00 : Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos,
cargas o partes preformadas, p. ej. inserciones.
CIP-2021 › B › B29 › B29C › B29C 70/00[m] › Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
Notas[n] de B29C 70/00: - En el presente grupo, las expresiones siguientes tienen el significado expresado aquí:
- "refuerzo" significa una estructura en forma de fibras, cables, barras, varillas, secciones, placas o bloques, que aumenta la resistencia de un objeto;
- "carga" significa una sustancia relativamente inerte en forma de partículas, polvo, bolas, copos o esferas, que mejora las propiedades físicas o incrementa el volumen o el peso de un objeto;
- "pieza preformada" significa una parte constituida por cualquier material, totalmente conformada para obtener una forma determinada, y que no es utilizada como refuerzo, p. ej. hilos o redes incorporados sólo en la superficie de un objeto;
- "inserción" significa una pieza preformada incorporada a un objeto durante el moldeo.
B29C 70/02 · que contengan combinaciones de refuerzos y cargas incorporadas en una matriz, formando una o más capas, con o sin capas no reforzadas o no cargadas.
B29C 70/04 · que sólo contengan refuerzos, p. ej. plásticos autoreforzados.
B29C 70/06 · · refuerzos fibrosos solamente.
B29C 70/08 · · · con combinaciones de distintos tipos de refuerzos fibrosos incorporados en una matriz, formando una o más capas, con o sin capas no reforzadas.
B29C 70/10 · · · caracterizados por la estructura de los refuerzos fibrosos.
B29C 70/12 · · · · utilizando fibras cortas, p. ej. en forma de mat.
B29C 70/14 · · · · · orientadas.
B29C 70/16 · · · · uilizando fibras largs, o continuas.
B29C 70/18 · · · · · en forma de mat, p. ej. compuesto de moldeo en láminas [SMC].
B29C 70/20 · · · · · orientadas en una sola dirección, p. ej. mechas u otras fibras paralelas.
B29C 70/22 · · · · · orientadas en al menos dos direcciones formando una estructura bidimensional.
B29C 70/24 · · · · · orientadas en al menos tres direcciones formando una estructura tridimensional.
B29C 70/26 · · refuerzos no fibrosos solamente.
B29C 70/28 · · operaciones de conformación de los mismos.
Notas[n] de B29C 70/28: - El presente grupo cubre :
- la conformación de refuerzos fibrosos coherentes preimpregnados o sin agente de unión, o de refuerzos no coherentes de fibras colocadas en un molde o sobre un soporte;
- la impregnación o introducción de una matriz de materia plástica en un refuerzo durante la conformación.
- El presente grupo no cubre :
- el moldeo mediante una sola técnica de una matriz de materia plástica mezclada con y que contiene fibras cortas de refuerzo, que está cubierto por el lugar apropiado para esta técnica;
- el pretratamiento, p. ej. impregnación, de refuerzos per se , es decir, independientemente de su moldeo, que está cubierto por el grupo B29B 15/08 .
B29C 70/30 · · · Conformación por apilado (lay-up), es decir, aplicando fibras, bandas o grandes hojas en un molde, una plantilla o un núcleo; Conformación por pulverización, es decir, pulverizando las fibras sobre un molde, una plantilla o un núcleo.
B29C 70/32 · · · · sobre un molde, una plantilla o un núcleo rotativos.
B29C 70/34 · · · · conformación o impregnación por compresión.
B29C 70/36 · · · · impregnación por colada, p. ej. colada en vacío.
B29C 70/38 · · · · Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
B29C 70/40 · · · Conformado o impregnado por comprensión (B29C 70/34 tiene prioridad).
B29C 70/42 · · · · para producir objetos de longitud determinada, es decir, objetos independientes.
B29C 70/44 · · · · · mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
B29C 70/46 · · · · · con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
B29C 70/48 · · · · · · e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
B29C 70/50 · · · · para producir objetos de longitud indefinida, p. ej. [prepegs], compuestos de moldeo en láminas [SMC] o capas multiaxiales [XMC].
B29C 70/52 · · · · · Pultrusión, es decir, formación y comprensión por tracción continua a través de una matriz.
B29C 70/54 · · · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 70/56 · · · · Tensado de los refuerzos antes o durante la conformación.
B29C 70/58 · que sólo contengan cargas.
Notas[n] de B29C 70/58: - El moldeo por una sola técnica de una matriz de material plástico mezclado con cargas se clasifica en el lugar apropiado para esta técnica.
B29C 70/60 · · con una combinación de distintos tipos de cargas incorporados en una matriz, formando una o más capas, y con o sin capas no cargadas.
B29C 70/62 · · orientándose la carga durante el moldeo (para fibras cortas B29C 70/14).
B29C 70/64 · · las cargas ejercen una influencia sobre las características de la superficie del material, p. ej. concentrándose cerca de la superficie o incrustándose en la misma por la fuerza.
B29C 70/66 · · las cargas comprenden constituyentes huecos, p. ej. espuma sintáctica.
B29C 70/68 · por incorporación o moldeo de partes preformadas, p. ej. inserciones o capas.
Notas[n] de B29C 70/68: - El presente grupo no cubre :
- la incorporación ni el moldeo de partes preformadas por una sola técnica, que están cubiertas por el lugar apropiado para esta técnica;
- el pretratamiento de partes preformadas per se , es decir, independientemente de su conformación, que está cubierto por el grupo B29B 15/00 .
B29C 70/70 · · Inserciones completamente encapsuladas.
B29C 70/72 · · Inserciones encapsuladas con proyecciones no encapsuladas, p. ej. extremidades o partes terminales de componentes eléctricos.
B29C 70/74 · · Moldeo de material sobre una parte relativamente pequeña del objeto preformado, p. ej. moldeo sobre una pieza elaborada.
B29C 70/76 · · · Moldeo de los bordes o extremidades del objeto preformado.
B29C 70/78 · · Moldeo de materia en un sólo lado del objeto preformado.
B29C 70/80 · · · Moldeo de materiales de estanqueidad en elementos de cierre.
B29C 70/82 · · Incrustamiento parcial o total de hilos, redes o materiales análogos en la superficie de un objeto, p. ej. cortando y presionando.
B29C 70/84 · · Moldeo de materia sobre en partes preformadas que van a ser unidas.
B29C 70/86 · · Incorporación en capas de refuerzo impregnadas coherentes.
B29C 70/88 · caracterizados principalmente por poseer propiedades específicas, p. ej. conductores eléctricos o reforzados localmente.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA CARGAR MATERIAL LAMINADO PLASTICO EN EL MOLDE DE UNA MOLDEADORA.
(01/08/1998). Solicitante/s: IVECO FIAT S.P.A.. Inventor/es: BELLETTATO, BRUNO.
UNA CARGA DE MATERIAL PLASTICO, FORMADA POR DOS LAMINAS (24, 24'), CORTADAS SUCESIVAMENTE DE UNA TIRA , SE CARGA DENTRO DEL MOLDE DE UNA MOLDEADORA POR UN DISPOSITIVO DE CARGA , QUE ESTA FORMADO POR UN TRANSPORTADOR , FORMADO A SU VEZ POR UN NUMERO DE CORREAS PARALELAS Y ESPACIADAS; UN NUMERO DE ELEMENTOS DE ELEVACION , SITUADOS EN FILAS , ENTRE LAS CORREAS ; Y UN NUMERO DE BARRAS RETRACTILES , INSERTABLES ENTRE LOS ELEMENTOS DE ELEVACION , PARA COGER LA CARGA . MEDIANTE UN BRAZO OPERATIVO , LAS BARRAS SE DESPLAZAN HACIA ARRIBA HASTA EL MOLDE Y ENTONCES SE RETIRAN RESPECTO A UN ELEMENTO TRANSVERSAL DE TOPE, PARA DEJAR CAER LA CARGA DENTRO DEL MOLDE.
ARTICULOS MOLDEADOS REFORZADOS Y METODO PARA PRODUCIR LOS MISMOS.
(01/05/1998). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES PLC. Inventor/es: SWIFT, JOHN, FRANCIS.
UN METODO PARA FORMAR UN ARTICULO MOLDEADO DE FIBRA REFORZADA EN EL QUE LA FIBRA ESTA PEGADA DE FORMA SOLTABLE A UNA PARTE DEL MOLDE Y EN EL QUE LA FIBRA NO PENETRA A TRAVES DEL ANVERSO DEL ARTICULO.
PROCEDIMIENTO DE PRENSADO PARA LA ELABORACION DE PIEZAS MOLDEADAS FORRADAS.
(01/04/1998). Solicitante/s: LIGNOTOCK GMBH. Inventor/es: NICOLAY, ALBERT, DR..
SE DESCRIBE UN PROCEDIMIENTO DE PRENSADO PARA PIEZAS MOLDEADAS FORRADAS QUE SON UTILIZADAS EN EL REVESTIMIENTO INTERNO DE LOS LUGARES DE PASAJEROS DE AUTOMOVILES, COMPONIENDOSE DE UNA PIEZA SOPORTE DE FORMA ESTABLE E INDEPENDIENTE CON LA TEMPERATURA A PARTIR DE UN MATERIAL DE FIBRA DE MADERA PRENSADA QUE CONTIENE AGLOMERANTE O SIMILAR Y UN FORRO UNIDO A LA PIEZA SOPORTE DE FORMA VISIBLE Y ADHERIDO DE FORMA FIJA. EL FORRO SE COMPONE AL MENOS EN TRAMOS PARCIALES DE UN MATERIAL PREFORMABLE TERMOPLASTICAMENTE Y SE APLICA POR MEDIO DE UN PROCESO DE RECUBRIMIENTO DE FUNDICION DE INYECCION DE LA PIEZA SOPORTE CALENTADA EN UNA HERRAMIENTA DE FUNDICION DE INYECCION CERRADA. PARA ELLO LA PIEZA SOPORTE SE CALIENTA A UNA TEMPERATURA ENTRE 120 Y 180.
PIEZA MOLDEADA DE VARIAS CAPAS Y METODO PARA LA FABRICACION DE LA MISMA.
(01/03/1998). Solicitante/s: SUMITOMO CHEMICAL COMPANY LIMITED SUIRYO PLASTICS CO., LTD. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, NAKADA, HITOSHI.
SE PRODUCE UNA PIEZA MOLDEADA DE MULTIPLES CAPAS UTILIZANDO UNA CAPA EXTERNA COMPUESTA CONSTITUIDA POR UN MATERIAL DE CAPA EXTERNA Y UNA LAMINA DE ESPUMA Y QUE POSEE UN MODULO DE ELASTICIDAD DE TENSION DE 950KG/CM2 O INFERIOR Y SATISFACE LA RELACION ENTRE MODULO DE ELASTICIDAD DE TENSION E (KG/CM2), TERMOCONTRACCION F(%) Y ESPESOR (T) TAL COMO SE DEFINE EN LA SIGUIENTE EXPRESION: 20/(EXT) + F (MAYOR O IGUAL) 2,5. SE DISPONE UNA PIEZA MOLDEADA DE MULTIPLES CAPAS DE FORMA COMPLICADA Y AMPLIA CON UN BUEN ASPECTO QUE ESTA LIBRE DE ROTURAS Y PLIEGUES, ASI COMO MARCAS IRREGULARES EN EL MATERIAL DE CAPA EXTERNA SOBRE SU SUPERFICIE.
METODO Y APARATO PARA DETERMINAR LA DISTRIBUCION DE UN CORDON DE CUERPO ESPESO.
(16/02/1998). Solicitante/s: BRIDGESTONE/FIRESTONE , INC.. Inventor/es: BYRNE, FRANCIS J.
SE DESCRIBE UN APARATO Y UNA TECNICA PARA DETERMINAR LA DISTRIBUCION DE UN CORDON DE CUERPO ESPESO EN UNA LAMINA DE TEJIDO CALANDRO. LAS BANDAS DE PRUEBA SE CORTAN DESDE LA LAMINA Y SE CONFORMAN EN UN RODILLO CON LOS CORDONES QUE SE EXTIENDEN PARALELOS AL EJE DEL RODILLO Y NORMALES AL EXTREMO DE LOS MISMOS. EL EXTREMO DEL RODILLO SE EXPONE ENTONCES A LUZ POLARIZADA, CON DIFERENCIAS DE INTENSIDAD DE ACENTUACION DE LUZ ENTRE EL AREA SECCIONAL DE CRUCE DE LOS CORDONES DE CORTE Y EL MATERIAL ELASTOMERICO EN EL CUAL SE EMPOTRAN. SE GENERA UNA IMAGEN DIGITALIZADA DEL EXTREMO EN ESPIRAL DEL RODILLO Y LOS PIXELES RESULTANTES SE ANALIZAN PARA DETERMINAR LAS LOCALIZACIONES DE LOS PUNTOS CENTRALES DE CADA CORDON. FINALMENTE, SE DETERMINAN LAS DISTANCIAS QUE SEPARAN LOS PUNTOS CENTRALES DE LOS CORDONES ADYACENTES Y SI FALLAN POR ENCIMA O DEBAJO DE LOS LIMITES PREDETERMINADOS, SE LLEGA A LA DETERMINACION DE QUE EL TEJIDO DE CALANDRO NO ES ACEPTABLE PARA FORMAR CUERPOS ESPESOS.
ESTRUCTURA MOLDEADA COMPUESTA ACRILICA REFORZADA CON POLIESTER Y SU METODO DE FABRICACION.
(16/02/1998) SE PRESENTA UNA ESTRUCTURA POLIMERICA, COMPUESTA, QUE TIENE UNA CAPA DE CUBIERTA POLIMERICA CON UN LADO FINALIZADO Y UN LADO NO FINALIZADO Y UNA CAPA DE RESPALDO POLIMERICA, ENLAZADA TERMOENDURECIBLE ASI COMO UN METODO PARA LA MANUFACTURA DE LA MISMA. LA CAPA DE RESPALDO, POLIMERICA, TERMOENDURECIBLE, ENLAZADA SE MOLDEA SIMULTANEAMENTE PARA CONFORMAR LA FORMA Y SE UNE DIRECTAMENTE ESENCIALMENTE AL LADO COMPLETO NO FINALIZADO DE LA CAPA DE CUBIERTA POLIMERICA. EL METODO INCLUYE LA FORMACION DE LA CUBIERTA POLIMERICA QUE TIENE UN LADO FINALIZADO Y UN LADO NO FINALIZADO EN UNA FORMA ADECUADA, LA COLOCACION DE LA CUBIERTA EN EL INTERIOR DE UN MOLDE,…
(01/02/1998) SE DESCRIBE UN RECIPIENTE DE PLASTICO, A MODO DE EJEMPLO DEPOSITO GUARDARROPA PARA EQUIPAJES POR ENCIMA DE LA CABEZA EN AVIONES O TROLEBUSES, COMPUESTO DE PAREDES EXTREMAS DE FORMA PLANA, DE PAREDES FRONTALES AL MENOS PARCIALMENTE DOBLADAS O PANDEADAS O PIEZAS DE CONSTRUCCION QUE FORMAN UNA HONDONADA Y AL MENOS UNA TAPA DE CIERRE O PUERTA . LA PIEZA DE CONSTRUCCION DOBLADA O PANDEADA ES UNA PIEZA COMPUESTA, DE FORMA PREFERENTE A PARTIR DE FIBRA DE VIDRIO O DE MATERIAL SINTETICO COMPUESTO DE FIBRA DE CARBONO, Y LAS PAREDES EXTREMAS PLANAS SON PIEZAS OBTENIDAS CON PROCESO DE FUNDICION DE INYECCION, PREFERENTEMENTE A BASE DE MATERIAL TERMOPLASTICO. LA PIEZA DE CONSTRUCCION COMPUESTA DISPONE DE UNA CONFIGURACION EN FORMA DE SANDWICH FABRICADA EN UN PRENSADO ESPECIAL…
UNION SOLDADA TERMOELECTRICA DE MATERIALES TERMOPLASTICOS.
(16/01/1998) EL PROCESO PARA LA PRODUCCION DE UNA ZONA QUE SE PUEDE UNIR POR SOLDADADURA TERMOELECTRICA EN MATERIALES TERMOPLASTICOS, ES MEJORADO EN ESENCIA POR EL EMBEBIDO CON FIDELIDAD DE FORMA Y EXENTO DE AIRE DEL CONDUCTOR DE CALEFACCION A UNA PROFUNDIDAD DEFINIDA DEBAJO DE LA SUPERFICIE DE LA JUNTA. PARA ELLO EN UN PRIMER PASO DEL PROCESO SE HACE UNA INCISION EN EL MATERIAL PARA EL SUELO DEL LECHO DE ALAMBRE DEL NIVEL INFERIOR , PARA LO CUAL CON UNA HERRAMIENTA APROPIADA SE HACE UN CORTE A LA PROFUNDIDAD DESEADA MEDIDA DESDE LA SUPERFICIE DEL MATERIAL, QUE DISCURRE EN DOS PLANOS, EN ESENCIA, EN FORMA DE T INVERTIDA Y…
PROCESO Y DISPOSITIVO DE FORMACION DE UN HILO COMPUESTO.
(01/12/1997). Solicitante/s: VETROTEX FRANCE. Inventor/es: LOUBINOUX, DOMINIQUE, RONCATO, GIORDANO.
LA INVENCION SE REFIERE A UN PROCESO Y UN DISPOSITIVO DE FABRICACION DE UN HILO COMPUESTO FORMADO POR LA ASOCIACION DE FILAMENTOS CONTINUOS DE VIDRIO Y DE FILAMENTOS CONTINUOS DE MATERIAL ORGANICO TERMOPLASTICO. SEGUN LA INVENCION, LOS FILAMENTOS TERMOPLASTICOS ESTAN MEZCLADOS EN FORMA DE UNA CAPA CON UN HAZ O CAPA DE FILAMENTOS DE VIDRIO TRAS HABER SIDO CALENTADO A UNA TEMPERATURA SUPERIOR A SU TEMPERATURA DE TRANSFORMACION, ESTIRADOS Y A CONTINUACION ENFRIADOS.
PROCEDIMIENTO DE FABRICACION DE PIEZAS DE MATERIAL PLASTICO POR MOLDEO-TERMOCONFORMADO CONTROLADO.
(16/10/1997). Solicitante/s: LE COENT, FERNAND. Inventor/es: LE COENT, FERNAND.
LA INVENCION SE REFIERE A UN PROCESO PARA TERMOCONFORMACION DE MOLDEADO CONTROLADO DE PARTES DE PLASTICO. DE CUERDO CON LA INVENCION AL MENOS UN ESPACIO EN BLANCO DE MATERIAL (P1) PLASTICO, CALENTADO PREVIAMENTE PARA INCLUIR ZONAS DE DIFERENTE TEMPERATURA, SE GUIA A UNA CAVIDAD DE MOLDEADO. LA PARTE SE CONFORMA EN EL MOLDE MEDIANTE LA UTILIZACION DE UN PUNZON MOVIL EN LA MENCIONADA CAVIDAD DE MOLDEADO Y/O MEDIANTE LA UTILIZACION DE PRESION DE INYECCION DE UN MATERIAL (P2) PLASTICO GUIADO DENTRO DE LA INDICADA CAVIDAD A UNA TEMPERATURA EN LA ZONA, O IGUAL A LA TEMPERATURA DEL PUNTO DE FUSION. LA INVENCION TIENE APLICACION EN LA ELABORACION DE PROTESIS.
METODO Y APARATO PARA PRODUCIR AJUSTES DE UNION DE FUSIBLES QUE TIENEN UN ALAMBRE DE CALENTAMIENTO ELECTRICO EN UNA PARED DE EL.
(16/10/1997). Solicitante/s: GECO SYSTEM S.P.A. Inventor/es: GENONI, MARCO, ZAPPA, GUIDO.
UN METODO DE PRODUCIR AJUSTES DE UNION DE FUSIBLES QUE TIENEN UN ALAMBRE DE CALENTAMIENTO ELECTRICO EN UNA PARED DE EL COMPRENDE LOS PASOS DE HACER UN ELEMENTO HUECO DE UN MATERIAL FUSIBLE Y ARROLLAR EL ALAMBRE ELECTRICO SOBRE LA SUPERFICIE PERIFERICA DE EL. DE ACUERDO CON EL METODO, EL ALAMBRE QUE ESTA SIENDO ENROLLADO TENSADO SE CALIENTA A UNA TEMPERATURA SUFICIENTE PARA PERMITIR QUE EL MATERIAL DEL ELEMENTO HUECO SE FUNDA, DE MODO QUE DICHO ALAMBRE TENSADO ES AL MENOS PARCIALMENTE INCRUSTADO EN LA SUPERFICIE PERIFERICA DEL ELEMENTO HUECO. UN APARATO PARA PRODUCIR LOS AJUSTES ANTERIORES SE CARACTERIZA PORQUE COMPRENDE MEDIOS PARA ENROLLAR EL ALAMBRE SOBRE LA SUPERFICIE PERIFERICA DE UN ELEMENTO HUECO. ADICIONALMENTE, MEDIOS DE CALENTAMIENTO SON SITUADOS A LO LARGO DEL CAMINO DE DESPLAZAMIENTO DEL ALAMBRE SIENDO ENROLLADO PARA CALENTARLO E INCRUSTARLO AL MENOS PARCIALMENTE EN LA SUPERFICIE PERIFERICA DEL ELEMENTO HUECO EN SI MISMO.
PROCESO PARA LA FABRICACION INTEGRAL DE UNA CAJA DE COCHE.
(01/07/1997) POR MEDIO DE ESTE PROCESO PARA LA FABRICACION INTEGRAL DE CAJA DE COCHE SE CONFIGURAN UNA CAPA DE TECHADO INTERIOR SOPORTADA Y CONFIGURADA CON UN NUCLEO INCLINADO EN UNA ZONA DE CUBIERTA SEGUN UN CANAL EN FORMA DE U PARA LA CONDUCCION AL INTERIOR Y AL EXTERIOR, DISPOSITIVOS DE ILUMINACION Y APARATOS ASI COMO CUERPOS DE AISLAMIENTO PEGADOS EN FORMA DADA SOBRE LA ZONA DE ESQUINA. EN UNA ZONA DEL FONDO SE HA PREVISTO UN MONTAJE REPRESENTANTE DE FORMA NO ANALOGA DE LA ZONA DE TECHADO. PARA LA RECEPCION DE LAS SOLICITACIONES DE FLEXION Y LAS FUERZAS LONGITUDINALES SE HAN PREVISTO UNAS NERVADURAS DE REFUERZO Y UNOS PERFILES DE ESQUINA, QUE ESTAN PEGADOS EN ADHERENCIA INTIMA CON TRAMOS MOVILES PRECEDENTES.…
EMPLEO DE DESECHOS PULVERULENTOS DE MATERIAL PLASTICO DE REVESTIMIENTO EN LA CONFORMACION DE MATERIALES COMPUESTOS POROSOS O CELULARES.
(01/04/1997). Solicitante/s: TEN BERGE, WILHELMUS EDUARD ANTHONIUS. Inventor/es: TEN BERGE, WILHELMUS EDUARD ANTHONIUS.
LA INVENCION SE REFIERE A UN PROCESO PARA LA PRODUCCION DE UN MATERIAL COMPUESTO SEGUN EL CUAL UN MATERIAL DE SOPORTE EN PARTICULAS SE RECUBRE CON REVESTIMIENTOS EN POLVO TERMOENDURECIBLES, POSIBLEMENTE FUNDIDOS, NO CURADOS, TALES COMO REVESTIMIENTOS EN POLVO DE DESECHO Y LAS PARTICULAS REVESTIDAS DEL MATERIAL DE SOPORTE SE CALIENTAN EN UN MOLDE A UNA TEMPERATURA A LA QUE LOS RECUBRIMIENTOS DE REVESTIMIENTO EN POLVO DE LAS PARTICULAS INDIVIDUALES SE FUNDEN Y FUSIONAN ENTRE SI FORMANDO UNA MATRIZ DE PLASTICO CON EL MATERIAL DE SOPORTE EN PARTICULAS DISTRIBUIDAS DENTRO, TRAS LO CUAL TIENE LUGAR LA CURACION TERMICA CON LA FORMACION DEL MATERIAL COMPUESTO.
PROCESO PARA LA REALIZACION DE UNA ARMADURA DE FIBRAS PARA PIEZA DE MATERIAL COMPUESTO DE PAREDES NO COPLANARES, Y PIEZA COMPUESTO QUE COMPRENDE TAL ARMADURA.
(16/03/1997). Solicitante/s: AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE. Inventor/es: CAHUZAC, GEORGES.
PARA UNA PIEZA DE MATERIAL QUE COMPRENDE AL MENOS DOS PAREDES NO COPLANARES, POR EJEMPLO ORTOGONALES. AL MENOS UN PRIMER ELEMENTO FIBROSO ESTA REALIZADO EN UNA CAPA DE FIBRAS; DICHO PRIMER ELEMENTO FIBROSO ES APLICADO POR UNO DE SUS CANTOS (49 CONTRA UNA PRIMERA CARA DE UN SEGUNDO ELEMENTO; Y SE INTRODUCE, A TRAVES DE UNA SEGUNDA CARA DE DICHO SEGUNDO ELEMENTO (39 OPUESTA A DICHA PRIMERA CARA , Y POR PESPUNTE SIN NUDOS DE UN HILO CONTINUO (F) MEDIANTE UNA AGUJA, UNAS FIBRAS QUE ATRAVIESAN TRANSVERSALMENTE DICHO SEGUNDO ELEMENTO . RAS-MATRIZ.
MATERIAL COMPUESTO EN FIBRA REFORZADA Y PROCESO PARA SU FABRICACION.
(16/03/1997). Solicitante/s: HOECHST AKTIENGESELLSCHAFT. Inventor/es: KLEINER, HANS-JERG, BRUCK, MARTIN, VAAHS, TILO, DR., PEUCKERT, MARCELLUS, DR.
LA INVENCION SE REFIERE A UN MATERIAL COMPUESTO DE FIBRA Y UN PROCESO PARA SU FABRICACION. EL PROCESO COMPRENDE DE ESTA FORMA EN UNA PRIMERA ETAPA LA IMPREGNACION DE LA FIBRA CON UN MATERIAL POLYSILAZAN FUNDIDO; EN UN SEGUNDO PASO EL POLYSILAZAN SE ENCUENTRA Y ES TRANSPORTADO EN CONDICIONES DE NO FUNDIDO EN LA FIBRA, Y EN UN TERCER PASO LAS FIBRAS IMPREGNADAS SE CALIENTAN A UNA TEMPERATURA ENTRE 800 Y 2.000 C EN NITROGENO, GAS NOBLE O ATMOSFERA DE AMONIACO.
PROCEDIMIENTO PARA LA FABRICACION DE LA CAPA EXTERIOR EN CONTACTO CON LA PIEL DE UN PAÑAL DESECHABLE CON UN ORIFICIO ELASTICO.
(01/02/1997). Solicitante/s: UNI-CHARM CORPORATION. Inventor/es: TANJI, HIROYUKI, SOGA, HIROYUKI, WADA, ICHIRO, ONO, YOSHIO.
PROCEDIMIENTO PARA LA FORMACION DE UNA CAPA EXTERIOR EN CONTACTO CON LA PIEL DE UN PAÑAL DESECHABLE CON UN ORIFICIO ELASTICO EN EL QUE EL ORIFICIO CONFORMADO EN LA CAPA EXTERIOR EN CONTACTO CON LA PIEL DE UN PAÑAL DESECHABLE SE ELASTIFICA Y REFUERZA EN TODO EL BORDE DE SU CONTORNO PARA FORMAR ASI UN RIZADO UNIFORME A LO LARGO DE LA TOTALIDAD DEL BORDE DEL CONTORNO. LA CAPA EXTERIOR EN CONTACTO CON LA PIEL COMPRENDE DOS ELEMENTOS (14A,14B) DE CAPA, QUE, DISPUESTOS UNO AL LADO DEL OTRO LATERALMENTE, SE SOLAPAN MUTUAMENTE Y POSEEN BORDES LATERALES INTERIORES MUTUAMENTE ENFRENTADOS PROVISTOS DE ESCOTADURAS, DE MANERA, QUE CADA DOS ESCOTADURAS MUTUAMENTE ENFRENTADAS FORMAN UN ORIFICIO , AL MISMO TIEMPO, QUE A LO LARGO DE LAS MITADES DE LA TOTALIDAD DE LOS BORDES DEL CONTORNO DE LOS ORIFICIOS SE PREVEN ELEMENTOS ELASTICOS Y QUE ESTOS ELEMENTOS ELASTICOS SE CUBREN CON UNA PARTE DE LA CAPA EXTERIOR EN CONTACTO CON LA PIEL.
(16/01/1997). Solicitante/s: RAYCHEM LIMITED. Inventor/es: LOWE, FRANK, JAMES, GRAULUS, HENDRICK, HUTT, NORMAN, PARK, GEORGE BARRY, GANSBUEHLER, GEORGE MICHAEL JOHN, WEBB, STEPHEN ALAN.
UNA CAJA DE EMPALME DE CABLES U OTRO ARTICULO PARA EL SELLADO AMBIENTAL COMPRENDE UN MATERIAL COMPUESTO TENIENDO EN EL FIBRAS DE FILAMENTOS MULTIPLES, CUYAS FIBRAS ESTAN BLOQUEADAS PARA PREVENIR EL PASO DE FLUIDO A TRAVES DEL MATERIAL EN UNA DIRECCION PARALELA A SUS SUPERFICIES PRINCIPALES.
METODO PARA MOLDEO POR VACIO DE GRANDES OBJETOS DE RESINA SINTETICA.
(16/12/1996). Solicitante/s: THULIN, DAG. Inventor/es: THULIN, DAG.
LA INVENCION SE REFIERE A UN METODO PARA EL MOLDEO POR VACIO DE GRANDES OBJETOS DE RESINA SINTETICA EN UN MOLDE DESMONTABLE CON MATERIALES DE REFUERZO COLOCADOS EN EL MISMO, EN QUE SE COLOCAN UN MONOMERO CON UN AGENTE DE ENDURECIMIENTO Y UN POSIBLE ACELERADOR EN LA CAVIDAD DE ABAJO Y LA QUE VA HACIA ARRIBA PARA RELLENAR DICHA CAVIDAD QUE SE ENCUENTRA BAJO VACIO. EL METODO SE CARACTERIZA PORQUE LA RESINA SINTETICA SE SUMINISTRA POR AL MENOS UNA POSICION DE DICHA CAVIDAD COLOCADA INICIALMENTE EN LA PORCION INFERIOR DE DICHA CAVIDAD Y DESPUES SE MUEVE PROGRESIVAMENTE HACIA ARRIBA A UNA VELOCIDAD TAL QUE DICHA POSICION QUEDE COLOCADA JUSTO DEBAJO DE LA SUPERFICIE DE DICHA RESINA SINTETICA A MEDIDA QUE ESTA ES SUMINISTRADA Y SUBA POR DENTRO DE DICHO MOLDE.
METODO Y APARATO PARA HACER PREFORMAS ESTRUCTURALMENTE REFORZADAS QUE INCLUYEN HILVANADO Y PUNTEADO ENERGICO.
(16/11/1996) UNA PREFORMA RIGIDA TRI-DIMENSIONAL SE HACE MOVIENDO UNA PLURALIDAD DE TRAMAS DE MATERIAL FIBROSO REFORZADO SUPERPUESTO Y COPLANAR CON UN CORTADOR, SIENDO LAS TRAMAS CUBIERTAS CON UN LIGANTE CURABLE POR ENERGIA ELECTROMAGNETICA Y PRESIONADOS JUNTOS. ANTES DE CORTAR UN PATRON EN UN DESARROLLO BI-DIMENSIONAL DE LA PREFORMA TRI-DIMENSIONAL DESDE LAS TRAMAS, LAS TRAMAS SE TOMAN JUNTAS EN ZONAS LOCALES SEPARADAS CURANDO EL LIGANTE LOCALMENTE EN AQUELLAS ZONAS MEDIANTE APLICACION LOCAL DE LA APROPIADA RADIACION ELECTROMAGNETICA (MICROONDA, ULTRAVIOLETA, ELECTRON) DE MODO QUE LAS TRAMAS VIAJEN COMO UNA AL CORTADOR. DESPUES…
PIEZA DE INSERCION METALICA, PARTICULARMENTE PARA CONECTORES HECHOS DE MATERIAL PLASTICO.
(16/10/1996). Solicitante/s: MASTROMATTEO, CIRO. Inventor/es: MASTROMATTEO, CIRO.
SE PRESENTA UNA PIEZA DE INSERCION METALICA PARTICULARMENTE PARA CONECTORES HECHOS DE MATERIAL PLASTICO, LA PIEZA COMPRENDE UN CUERPO TUBULAR CILINDRICO (2, 2') QUE SERA EMBEBIDO EN UNA MATRIZ PLASTICA (M, M') Y TIENE UN EXTREMO ROSCADO (3, 3') Y MEDIOS DE ANCLAJE QUE EVITAN LA EXTRACCION Y SU ROTACION CON RESPECTO A LA MATRIZ. EL CUERPO TUBULAR (2, 2'), QUE INCLUYE LOS MEDIOS DE ANCLAJE ES UN COMPONENTE SEMIFINALIZADO MANUFACTURADO MEDIANTE PRENSADO EN CALIENTE SIN NINGUN OTRO PROCESO. LOS MEDIOS QUE EVITAN LA ROTACION COMPRENDEN UNA SERIE DE CANALES SUBSTANCIALMENTE LONGITUDES (10, 10') FORMADOS SOBRE LA SUPERFICIE CILINDRICA INTERNA Y EXTERNA DEL CUERPO, Y UNO O MAS HUECOS (12, 12') FORMADOS SOBRE EL BORDE FRONTAL DE UNA PARTE CILINDRICA (4, 4') DEL CUERPO. LOS MEDIOS PARA EVITAR SU EXTRACCION COMPRENDEN UNOS BORDES CILINDRICOS AXIALES EN FORMA DE COLA DE MILANO (5, 6, 7, 9; 5', 6', 7', 9') FORMADOS SOBRE LAS PAREDES INTERNA Y EXTERNA DEL CUERPO.
DISPOSITIVO PARA FORMAR UN PERFIL EXTRUIDO EN LA PERIFERIA DE UNA HOJA DE VIDRIO.
(16/06/1996). Solicitante/s: SAINT-GOBAIN VITRAGE VEGLA VEREINIGTE GLASWERKE GMBH. Inventor/es: SCHOLL, HEINZ, FRIEDRICH, HANS-GEORG, HAMMES, FRIEDHELM.
UNA BOQUILLA DE EXTRUSION CON UNA SALIDA CALIBRADA PARA EXTRUIR UN PERFIL DIRECTAMENTE EN LA ZONA PERIFERICA DE UNA LUNA ESTA EQUIPADA CON UNA PLACA MAS ABAJO DE LA SALIDA QUE LA OBTURA PARCIALMENTE. LA PLACA ES O BIEN UN COLISON ACCIONADO POR UN GATO O UN DISCO QUE CONSTA DE UN MOVIMIENTO DE ROTACION. UNA BOQUILLA DE TIPO PRECEDENTE PERMITE PRODUCIR PERFILES DE SECCIONES VARIADAS.
ARMADURA TEXTIL TUBULAR PARA EL REFUERZO DE MATERIALES Y DISPOSITIVO PARA SU FABRICACION.
(16/05/1996). Solicitante/s: C.R.S.T. (S.A.). Inventor/es: MATHIEU, LAURENT.
LA ARMADURA, CONSTITUIDA POR UN APILAMIENTO DE CAPAS SUCESIVAS DE HILOS PARALELOS UNIDOS ENTRE SI, COMPRENDE: MERA ETAPA CILINDRICA UNIDIRECCIONAL FORMADA POR UNA PLURALIDAD DE HILOS UNIDOS DISPUESTOS EN HELICE RESPECTO DEL EJE LONGITUDINAL DEL CILINDRO; CA UNIDIRECCIONAL , TAMBIEN FORMADA POR UNA PLURALIDAD DE HILOS PARALELOS UNIDOS DISPUESTOS EN HELICE, PERNO CUYO PASO ES DE SENTIDO CONTRARIO AL PASO DE LA HELICE DEFINIDO POR LA PRIMER CAPA; PARALELAMENTE A LA GENERATRIZ DEL CILINDRO DEFINIDO POR ESTAS DOS CAPAS, PARA UNIR ENTRE SI LOS HILOS DE REFUERZO DE LA PRIMERA Y DE LA SEGUNDA CAPA, SIN PERFORAR O ATRAVESAR DICHOS HILOS DE REFUERZO.
PROCESO PARA LA PRODUCCION DE MATERIALES Y MATERIALES PRODUCIDOS POR EL PROCESO.
(16/03/1996) UN METODO PARA LA FORMACION DE UN MATERIAL COMPUESTO INCLUYENDO UNA CANTIDAD DE PRIMERAS PARTICULAS DE UN MATERIAL AGLOMERANTE Y UNA CANTIDAD DE SEGUNDAS PARTICULAS DE UN MATERIAL PRIMARIO QUE TIENEN UNA TEMPERATURA DE REBLANDECIMIENTO BASICAMENTE EN EXCESO DE LA TEMPERATURA DE REBLANDECIMIENTO DEL MATERIAL AGLOMERANTE. LA PRIMERA Y SEGUNDA CANTIDAD DE PARTICULAS SE COMBINAN EN UNA MEZCLA BASICAMENTE UNIFORME. LA MEZCLA UNIFORME SE CALIENTE EN AUSENCIA DE PRESION O ESFUERZO CORTANTE SUFICIENTE PARA CONVERTIR LAS PARTICULAS AGLOMERANTES, A UNA TEMPERATURA BASICAMENTE SUPERIOR AL PUNTO DE REBLANDECIMIENTO DEL MATERIAL PRIMARIO. LUEGO, LA PRESION Y EL ESFUERZO CORTANTE SE APLICAN A LA MEZCLA CALENTADA SUFICIENTE…
MOLDE PARA PRODUCIR UN ARTICULO MOLDEADO DE CAPAS MULTIPLES.
(16/01/1996) UN MOLDE PARA PRODUCIR UN ARTICULO MOLDEADO DE CAPAS MULTIPLES, COMPRENDIENDO UN CUERPO DE RESINA Y UN MATERIAL SUPERFICIAL O PELICULAR SOBRE UNA SUPERFICIE DEL CUERPO DE RESINA, CUYO MOLDE ESTA FORMADO POR MOLDES MACHO Y HEMBRA, DONDE LA DISTANCIA MAS CORTA HORIZONTAL DE UN ESPACIO DE CASAMIENTO O ACOPLAMIENTO ENTRE LA SUPERFICIE DE PARED HOIZONTALMENTE MAS EXTERNA DEL MOLDE MACHO CON LA CUAL CONTACTA EL MATERIAL SUPERFICIAL O PELICULAR, Y LA SUPERFICIE DE PARED HORIZONTALMENTE MAS INTERNA DEL MOLDE HEMBRA CON EL CUAL CONTACTA EL MATERIAL SUPERFICIAL O PELICULAR, ES DE 0'25 A 3 VECES EL ESPESOR MINIMO DESDE EL CUAL PUEDE EL MATERIAL SUPERFICIAL, UNA VEZ COMPRIMIDO, RESTABLECER EL ESPESOR ORIGINAL,…
PROCESO DE FABRICACION DE UN ARBOL DE TRANSMISION DE MATERIAL COMPUESTO Y ARBOL FABRICADO SEGUN EL PROCESO.
(01/08/1995). Solicitante/s: GKN GLAENZER SPICER. Inventor/es: ROUILLOT, MICHEL.
LA INVENCION PROPONE UN PROCESO DE FABRICACION DE UN ARBOL DE TRANSMISION DE MATERIAL COMPUESTO QUE COMPRENDE AL MENOS UNA ETAPA DE REALIZACION DE UNA CAPA EXTERNA QUE LLEVA FIBRAS DE ARMADURAS IMPREGNADAS POR UNA RESINA ENDURECIBLE POR CALENTAMIENTO, CARACTERIZADA EN QUE UNA VAINA PERIFERICA DE TEJIDO DE MALLA ES COLOCADA SOBRE LA CAPA EXTERNA PREVIAMENTE AL ENDURECIMIENTO DE LA RESINA DURANTE EL CICLO DE POLIMERIZACION.
UN METODO DE HACER UN ARTICULO MOLDEADO ESTRATIFICADO.
(16/10/1969). Ver ilustración. Solicitante/s: BP CHEMICALS (U. K.) LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA LA PREPARACION DE COMPLEJOS ESTRATIFICADOS.
(16/01/1969). Solicitante/s: SOCIETE RHODIACETA.
Resumen no disponible.
PROCEDIMIENTO PARA LA PREPARACION DE CUERPOS SUPERFICIALES IMPREGNADOS DE RESINA Y MUY RELLENOS.
(16/12/1965). Solicitante/s: CIBA, S. A..
Resumen no disponible.
PROCEDIMIENTO DE ELIMINACIÓN DE AGENTES DE DISPERSIÓN-MOJADURA DE UN MATERIAL REVESTIDO O TRATADO CON UN MATERIAL POLÍMERO DE UNA SOLUCIÓN COLOIDAL QUE CONTENGA DICHO AGENTE.
(16/12/1961). Solicitante/s: FORMICA LIMITED.
Resumen no disponible.
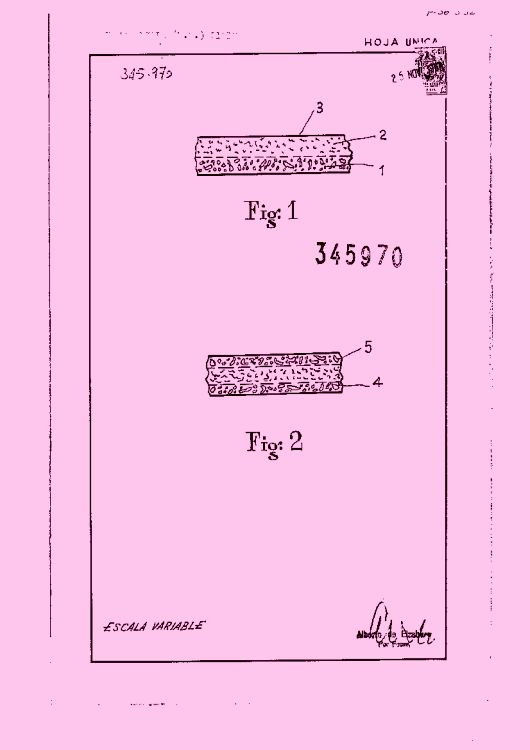
MEJORAS EN LA FABRICACIÓN DE PLANCHAS DE MATERIA ARTIFICIAL REVESTIDAS CON METAL.
(16/12/1961). Solicitante/s: HEUSSER, ARNALD
TURNAUER, HERBERT.
Mejoras en la fabricación de planchas de materia artificial revestidas con metal, caracterizadas porque la placa de base de materia artificial en la misma cara lleva por lo menos dos capas de diferentes metales y, respectivamente o, aleaciones de metales, preferentemente cepas metálicas de espesor desigual.
{kind=link}