CIP-2021 : B22D 19/00 : Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad;
soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00).
CIP-2021 › B › B22 › B22D › B22D 19/00[m] › Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 19/02 · para fabricar piezas reforzadas (B22D 19/14 tiene prioridad).
B22D 19/04 · para empalmar piezas.
B22D 19/06 · para fabricar o reparar herramientas.
B22D 19/08 · para poner guarniciones o revestimientos, p. ej. de metal antifricción.
B22D 19/10 · Reparación de objetos deteriorados o defectuosos por el procedimiento de colada (por otros procedimientos B23P 6/04).
B22D 19/12 · para fabricar objetos dotados de elementos móviles respecto a otros, p. ej. bisagras.
B22D 19/14 · teniendo los objetos forma de filamentos o partículas (fabricación de aleaciones conteniendo fibras o filamentos por contacto de las fibras o filamentos con el metal fundido C22C 47/08).
B22D 19/16 · para fabricar piezas fundidas compuestas de dos o más metales diferentes, p. ej. para fabricar cilindros de laminación (colada de lingotes compuestos B22D 7/02).
CIP2021: Invenciones publicadas en esta sección.
INSTALACION PARA LA FABRICACION DE PARTES DE FUNDICION COMPUESTAS.
(01/05/1982). Solicitante/s: GEBRUDER BUHLER AG..
ALIMENTACION Y DESCARGA DE PIEZAS PREFABRICADAS AL MOLDE DE UNA MAQUINA DE FUNDICION. UNA TENAZA DE CARGA OSCILA SOBRE UN MECANISMO , RECOGE LAS PIEZAS PREFABRICADAS DE LA CINTA TRANSPORTADORA Y LAS INTRODUCE E UNA DE LAS MITADES DEL MOLDE DE FUNDICION CUANDO ESTE SE HALLA ABIERTO. DESPUES DE LA FUNDICION DE LA TENAZA DE DESCARGA , SOLIDARIA CON LA CARGA, EXTRAE LAS PIEZAS DE LA MITAD DEL MOLDE Y LAS DEPOSITA EN EL CARRO DE UNA ESTACION DESBARBADORA . UN DISPOSITIVO ROCIADOR PUEDE DESCENDER CUANDO EL MOLDE ESTA ABIERTO PARA HUMEDECER SU MITAD FIJA.
MEJORAS INTRODUCIDAS EN EL OBJETO DE LA PATENTE PRINCIPAL N. 421393 CONCEDIDA EL 11-10-75 POR: PROCEDIMIENTO Y DISPOSITIVO PARA LA FIJACION DE UNA ARMADURA METALICA SOBRE UNA PIEZA NO METALICA.
(01/09/1980). Solicitante/s: CERAVER.
Mejoras introducidas en el objeto de la patente principal nº 421.393, concedida el 11 de octubre de 1975, por procedimiento y dispositivo para la fijación de una armadura metálica sobre una pieza no metálica, por moldeo del metal o aleación de la armadura en estado fundido sobre el asiento de sellado de la pieza no metálica, procedimiento sobre el asiento de sellado de la pieza no metálica, procedimiento según el cual se dispone al menos sobre una parte de este asiento de sellado al menos una pieza metálica estrechamente aplicada, caracterizadas porque se inserta un velo de fibras de vidrio, concerniendo el velo al menos la zona del asiento de sellado correspondiente a la llegada del flujo de metal para la inyección y que lleva un producto mineral inerte antiadherente, de modo que el velo quede comprimido entre el asiento de sellado y la pieza metálica durante la aplicación de ésta contra el asiento.
TAMBOR DE FRENO COMPUESTO COMPACTO PREVISTO PARA EL MONTAJE EN LA RUEDA Y EL EJE DE UN VEHICULO A MOTOR.
(01/02/1980) Tambor de freno compuesto compacto previsto para el montaje en la rueda y el eje de un vehículo a motor que incluye: (a) un anillo de frenado de hierro fundido que incluye una superficie externa rugosa y una superficie de frenado interna lisa; (b) una parte posterior de tambor sustancialmente bi-planar hecha de acero estampado que incluye: una sección central con un agujero central y unos agujeros de montaje de rueda separados en un primer plano, una periferia con una pluralidad de agujeros y cavidades separados alrededor de su borde más externo en un segundo plano un nervio anular que integra dichos primero y segundos planos y que…
PROCEDIMIENTO PARA FABRICAR COMPONENTES DESTINADOS A IR MONTADOS SOBRE ARBOLES, ESPECIALMENTE, CUBOS DE VOLANTES DE LA DIRECCION DE VEHICULOS.
(01/01/1980). Solicitante/s: FORD MOTOR COMPANY LIMITED.
Procedimiento para fabricar componentes destinados a ir montados sobre árboles, especialmente cubos de volantes de la dirección de vehículos, caracterizado porque comprende, forzar un suplemento tubular que tiene un diámetro interno prácticamente uniforme en acoplamiento con un mandril que tiene una superficie externa de la cual por lo menos una parte diverge hasta un diámetro mayor que el diámetro interno del suplemento, deformando por lo tanto el suplemento de modo que sus superficie interna sea cilíndrica en su extremo y diversa hacia fuera en dirección al otro extremo, moldear un cuerpo alrededor del suplemento mientras que el suplemento está acoplado con el mandril y desacoplar el mandril y el suplemento.
PROCEDIMIENTO PARA FORMAR UN ARTICULO COMPUESTO, TAL COMO REJILLAS DE PLACA DE BATERIA PARA ACUMULADORES.
(16/08/1978). Solicitante/s: GLOBE-UNION INC..
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE ACERO CON UN 12 A UN 14 POR 100 EN PESO DE MANGANESO DE ESTRUCTURA AUSTENITICA.
(16/03/1978). Solicitante/s: SOCIETE DES ACIERIES DE PARIS ET D'OUTREAU.
Procedimiento para la fabricación de piezas de acero de un 12 a un 14% en peso de manganeso de estructura austenítica, y en particular de piezas de vía férrea principalmente corazones de cruzamiento, provistos de remates de acero de estructura predominantemente austenítica que permiten su empalme por soldadura a piezas hechas de cualquier aleación, principalmente a los carriles de la red de ferrocarriles en el cual, antes del tratamiento térmico, se cuelan los remates en los moldes directamente colocados en los extremos de dichas piezas de acero al manganeso, caracterizado por configurar según un perfil los extremos de las piezas de acero al manganeso propiamente dichas, sobre las que luego se procede a la colada de los remates , de manera que cada uno de dichos extremos presenta una superficie frontal inclinada respecto de un eje horizontal transversal.
METODO DE FABRICAR UN ARTICULO METALICO COMPUESTO.
(01/03/1977). Solicitante/s: BRICO ENGINEERING LIMITED.
Resumen no disponible.
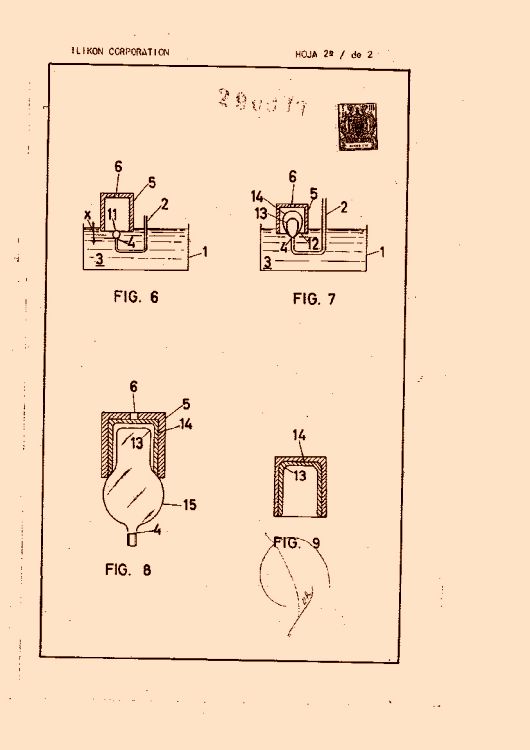
PROCEDIMIENTO PARA FABRICAR ARTÍCULOS HUECOS.
(01/12/1963). Ver ilustración. Solicitante/s: ILIKON CORPORATION.
Resumen no disponible.
{kind=link}