CIP-2021 : B29C 33/42 : caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/42[1] › caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/42 · caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
CIP2021: Invenciones publicadas en esta sección.
TROQUELES PARTIDOS PARA FUNDIR PEQUEÑOS SEGMENTOS DE MOLDE NEUMATICO.
(16/02/1996). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: TANAKA, HIDEAKI, KAMATA, SACHIKO, OHTA, KAZUHIKO, KATSUMATA, SHIROU.
LOS TROQUELES PARTIDOS INCLUYEN UN TROQUEL SUPERIOR Y UN TROQUEL INFERIOR PARA FUNDIR PEQUEÑOS SEGMENTOS QUE CONSTITUYEN PARTES QUE FORMAN EL PATRON DE RODADURA DE UN MOLDE NEUMATICO. EL MOLDE INFERIOR INCLUYE UN TROQUEL TELESCOPICO QUE TIENE UNA SUPERFICIE SUPERIOR QUE FORMA UNA PARED BASE DEL TROQUEL QUE TIENE UNA CONFIGURACION CORRESPONDIENTE A LAS PARTES QUE FORMAN EL PATRON DE RODADURA DE LOS SEGMENTOS PEQUEÑOS. EL MOLDE INFERIOR ADEMAS, INCLUYE UN TROQUEL PRINCIPAL QUE TIENE UNA CAVIDAD PARA RECEPCION DEL TROQUEL TELESCOPICO Y QUE TIENE PAREDES LATERALES QUE RODEAN LA CAVIDAD PARA FORMAR LAS PAREDES INTERIORES DEL TROQUEL CUYA CONFIGURACION CORRESPONDE A LAS PAREDES LATERALES DE LOS SEGMENTOS PEQUEÑOS.
MOLDE DE VULCANIZACION DE NEUMATICOS.
(16/06/1995). Solicitante/s: SEMPERIT REIFEN AKTIENGESELLSCHAFT. Inventor/es: STELZER, JOSEF, ING., KUZMANY, DIETRICH, DIPL.-ING.
SE REFIERE A UN MOLDE PARA EL RECAUCHUTADO DE NEUMATICOS CON UN CUERPO DE MOLDEO QUE MUESTRA UNA SUPERFICIE DE MOLDEO DOTADA DE ALMAS DE PERFIL. AL MENOS UNA PARTE DE LAS ALMAS DE LOS PERFILES DE MOLDEO CONSISTE, PARCIALMENTE, EN UN MATERIAL CON UN BAJO COEFICIENTE DE CONDUCTIBILIDAD TERMICA.
PROCEDIMIENTO PARA LA FABRICACION DE UN DISPOSITIVO DE DESVIO DE BOLAS EN UNA TUERCA DE UN HUSILLO CON ROSCA DE BOLAS Y DEL HUSILLO CON ROSCA DE BOLAS.
(16/10/1994). Solicitante/s: NEFF ANTRIEBSTECHNIK AUTOMATION GMBH. Inventor/es: HAUSER, KARL-HEINZ.
EN UN HUSILLO DE ROSCA DE BOLAS CON UN HUSILLO Y UNA TUERCA COLOCADA SOBRE ELLO MEDIANTE BOLAS , SE ENCUENTRA UN PIEZA DE DESVIO EN LA APERTURA DE LA TUERCA , QUE LIMITA UN CANAL DE DESVIO PARA DEVOLVER LAS BOLAS QUE CORREN EN LAS RANURAS DEL TORNILLO DEL HUSILLO Y DE LA TUERCA. LA APERTURA DE LA TUERCA ESTA FUNDIDA DE UN MATERIAL ENDURECEDOR, FORMANDO LA PIEZA DE DESVIO.
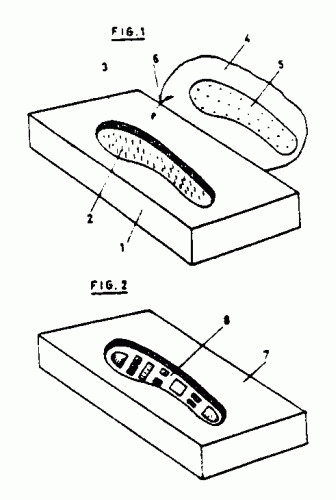
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION POR FUSION Y MOLDEO, DE COMPONENTES PARA EL CALZADO.
(01/05/1992). Ver ilustración. Solicitante/s: AZNAR MARTINEZ, JOSE.
LA INVENCION COMPRENDE LA APLICACION DE UN MOLDE, CONSTITUIDO POR DOS SEMICARCASAS IGUALES ENTRE SI QUE SE SUPERPONEN POR DOS PLANOS OPUESTOS HORIZONTALES Y TOTALMENTE LISOS LLEVANDO CADA SEMICARCASA UNOS REBAJES COINCIDENTES CONSTITUIDOS BAJO PATRONAJE ANATOMICO QUE PRESENTAN RESPECTIVAMENTE EN SUS MOLDES UNA SERIE DE AGUJAS PERPENDICULARES DESTINADAS A SER ANCLADAS EN UNAS PERFORACIONES QUE PRESENTA LA PIEZA DE CORTE, EN TANTO QUE LA SEMICARCASA SOLIDARIA PRESENTA EN SU MOLDE UNOS BAJOS-RELIEVES NERVADOS Y QUE EN COMBINACION, Y POR PRESIONFORMAN LA BASE DEL PLANTILLAJE Y LA SUELA DEL CALZADO, EN UNA SOLA UNIDAD ESTRUCTURAL QUEDANDO INTERMEDIA LA PIEZA DE CORTE, COMO SOPORTE DE LOS COMPONENTES CITADOS Y REALIZANDOSE EL MOLDEO POR APLICACION CALORICA SOBRE MATERIAS TERMOFRAGUANTES LAS QUE EN LA SOLIDIFICACION DEL COLOIDE, CREAN LOS ELEMENTOS REFERIDOS.
PROCEDIMIENTO Y MECANISMO PARA EL MOLDEO DE ENVASES TERMOPLASTICOS.
(01/06/1987). Solicitante/s: HERNANDO PERA,ANTONIO.
PROCEDIMIENTO Y MECANISMO PARA EL MOLDEADO DE ENVASES TERMOPLASTICOS. EL MECANISMO CONSTA DE UNA CARCASA EN CUYA ZONA CENTRAL ESTA DOTADA DE UN TALADRO QUE PERMITE LA UBICACION DEL EXTRACTOR DE LOS ENVASES FABRICADOS; Y DE UNA SERIE DE ELEMENTOS ROTATIVOS CADA UNO DE LOS CUALES PRESENTA UNA ENTALLADURA A MODO DE SEGMENTO CIRCULAR , EN TANTO QUE EN UNA DE LAS CARAS LATERALES EMERGE UNA PROTUBERANCIA CILINDRICA DOTADA DE OTRA ENTALLADURA , ESTANDO SITUADA ESTA PROTUBERANCIA CILINDRICA EN EL MISMO EJE DE GIRO DE LA PIEZA ROTATIVA. UNA VEZ FORMADO UN ENVASE SE HACE DESPLAZAR EL EXTRACTOR HACIA LA ZONA SUPERIOR QUE ARRASTRA AL ENVASE Y ESTE HACE GIRAR ALREDEDOR DE SU EJE A LA PIEZA ROTATIVA, VENCIENDO EL ESFUERZO DEL RESORTE.
PROCEDIMIENTO Y MECANISMO PARA EL MOLDEO DE ENVASES TERMOPLASTICOS.
(01/06/1987). Solicitante/s: HERNANDO PERA,ANTONIO.
PROCEDIMIENTO Y MECANISMO PARA EL MOLDEO DE ENVASES TERMOPLASTICOS. EL MECANISMO CONSTA DE UNA CARCASA EN LA QUE SE HA PRACTICADO UN TALADRO PARA PERMITIR EL PASO Y LA UBICACION DE UN EXTRACTOR , QUE SE ENCARGA DE LA EXPULSION DE LA PIEZA UNA VEZ MANUFACTURADA, QUEDANDO EL EXTRACTOR EN LA POSICION DE MOLDEO PERFECTAMENTE ASENTADO EN LA ENTALLADURA REALIZADA PARA TAL EFECTO EN DICHA CARCASA 810); Y DE UNOS COMPARTIMENTOS QUE PERMITEN LA SALIDA DE LA PIEZA DESLIZANTE , LOS CUALES TIENEN UNA CONFIGURACION SENSIBLEMENTE PRISMATICA HUECA, EN CUYO INTERIOR SE ADAPTAN LAS PIEZAS DESLIZANTES , DE CONFIGURACION TAMBIEN PRISMATICA, QUEDANDO ESTAS PIEZAS DESLIZANTES PERFECTAMENTE AJUSTADAS A LAS CARAS INTERIORES DE SUS RESPECTIVOS COMPARTIMENTOS.
PROCEDIMIENTO Y MECANISMO PARA EL MOLDEO DE ENVASES TERMOPLASTICOS.
(01/06/1987). Solicitante/s: HERNANDO PERA,ANTONIO.
PROCEDIMIENTO Y MECANISMO PARA EL MOLDEO DE ENVASES TERMOPLASTICOS. EL PROCEDIMIENTO CONSISTE EN INTRODUCIR A PRESION DENTRO DEL MOLDE EL MATERIAL PARA MOLDEAR UN ENVASE, FORMANDO UNA PELICULA QUE RECUBRE EL MOLDE, ASI COMO EL ESCALONAMIENTO MAS SUPERIOR DEL BALANCIN Y LA CARA OPERATIVA DEL EXTRACTOR , DE TAL MANERA QUE UNA VEZ FORMADO EL ENVASE APAREZCAN UNA SERIE DE CAVIDADES DIRIGIDAS HACIA EL INTERIOR, COINCIDENTES EN NUMERO CON EL DE BALANCINES CON QUE SE HA PROVISTO EL MOLDE. PARA EL DESMOLDEO DEL ENVASE FABRICADO SE DESPLAZA EL EXTRACTOR QUE ARRASTRA CONSIGO EL ENVASE HACIA EL EXTERIOR, CON LO QUE LA PORCION DEL BALANCIN GIRA HACIA LA CARCASA , EMERGIENDO DE LA CAVIDAD DEL ENVASE.
UN MOLDE EXPANSIBLE EN SECCIONES PARA LA VULCANIZACION DE CORREAS.
(16/02/1976). Solicitante/s: PIRELLI S A.
Un molde expansible en secciones para la vulcanización de correas, que comprende un núcleo cilíndrico constituído por un número par de secciones en forma de teja de dos en dos contrapuestas y simétricamente contraibles y expansibles respecto a un plano que pasa por el eje central del molde con medios para provocar la expansión y la contracción de dichas seccionen, caracterizado por el hecho que los medios para provocar la expansión de las secciones consisten en un conjunto de cuñas, vinculadas a un deslizable aptas de interactuar con unos planos inclinados llevados por pares de secciones contrapuestas, por el hecho de proveer medios para centrar las secciones en su acoplamiento y medios para bloquear las secciones en posición de expansión.
PROCEDIMIENTO Y APARATO DE MOLDEO PARA LA FABRICACION DE PRODUCTOS DE PLASTICO Y RESINOSOS REFORZADOS Y CONFIGURADOS.
(16/06/1975). Solicitante/s: ELISHA DRAKE,ROBERT.
Resumen no disponible.
{kind=link}