CIP-2021 : G05B 19/4093 : caracterizado por la programación de pieza, p. ej. introducción de información geométrica derivada de un dibujo técnico,
combinación de esta información con la información de mecanizado y de material para obtener una información de control, llamada programa de pieza, para la máquina de control numérico (NC).
CIP-2021 › G › G05 › G05B › G05B 19/00 › G05B 19/4093[3] › caracterizado por la programación de pieza, p. ej. introducción de información geométrica derivada de un dibujo técnico, combinación de esta información con la información de mecanizado y de material para obtener una información de control, llamada programa de pieza, para la máquina de control numérico (NC).
G FISICA.
G05 CONTROL; REGULACION.
G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K).
G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/4093 · · · caracterizado por la programación de pieza, p. ej. introducción de información geométrica derivada de un dibujo técnico, combinación de esta información con la información de mecanizado y de material para obtener una información de control, llamada programa de pieza, para la máquina de control numérico (NC).
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA GENERAR VALORES TEORICOS PARA UNA MAQUINA CONTROLADA NUMERICAMENTE.
(16/04/2003). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: DEISENROTH,JOERG.
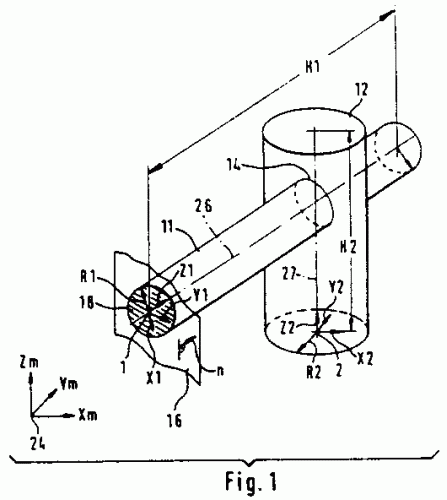
Procedimiento para generar valores teóricos para una máquina controlada numéricamente a lo largo de una curva de intersección preferentemente tridimensional, que aparece cuando un primer cuerpo geométrico es cortado por un segundo cuerpo geométrico es cortado por un segundo cuerpo geométrico . Los cuerpos geométricos se pueden describir claramente matemáticamente. El procedimiento se caracteriza por las siguientes etapas: - reproducción de uno de los cuerpos geométricos por proyección sobre una superficie , de manera que aparece una superficie de base bidimensional , - descripción de la superficie de base por medio de parejas de valores bidimensionales (XII, YII), - determinación del valor (ZII), que forma la tercera dimensión, de la curva de intersección utilizando parejas de valores bidimensionales (XII, YII) y la descripción matemática del otro cuerpo geométrico ; - donde al menos un valor teórico es determinado en función de las parejas de valores (XII, YII, ZII).
DISPOSITIVO Y PROCEDIMIENTO PARA GENERAR UN VALOR TEORICO.
(01/04/2003). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: BARG,JUERGEN, DEISENROTH,JOERG.
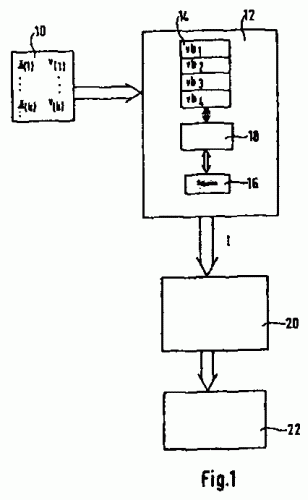
Dispositivo y procedimiento para generar un valor teórico, en los que un control detecta valores almacenados en-un programa de partes para un control numérico , como, por ejemplo, una posición (x , x(k)) del programa de partes y una velocidad (V , V(k)) del programa de partes. Este control calcula al menos un valor teórico de la velocidad, donde, en función del valor teórico de la velocidad, se activa al menos un accionamiento . Están previstos medios de selección (18, 101 a 119) para la selección de una banda de velocidad (I) seleccionada a partir de bandas predeterminables de la velocidad (Vb1, Vb4), donde el valor teórico de la velocidad se forma en función de la banda de velocidad (I) seleccionada.
MEDIO DE REGISTRO DE UNA MAQUINA-HERRAMIENTA CNC.
(01/02/2002). Ver ilustración. Solicitante/s: FALCON MACHINE TOOLS CO., LTD. Inventor/es: LAN,HUAI-SHENG.
Medio de registro de una máquina-herramienta CNC destinado a almacenar un programa especifico de las operaciones que deben ser ejecutadas por la máquina-herramienta CNC. El programa comprende un programa principal y un programa secundario que puede ser llamado por el programa principal. El programa principal tiene una pluralidad de instrucciones de control y el parámetros para generar señales que controlan una serie de operaciones que deben ser realizadas por la maquina-herramienta CNC. El programa secundario es un conjunto de varias instrucciones descriptivas de trayectorias.
CONTROLADOR NUMERICO COMPUTARIZADO DE UNA MAQUINA-HERRAMIENTA CNC.
(01/02/2002). Ver ilustración. Solicitante/s: FALCON MACHINE TOOLS CO., LTD. Inventor/es: LAN,HUASI-SHENG.
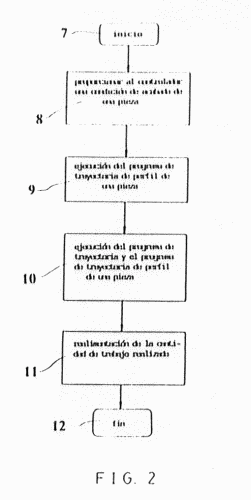
Controlador numérico computarizado de una máquina-herramienta CNC. Controlador numérico computarizado utilizado para ejecutar operaciones de una máquina-herramienta CNC y compuesto de una unidad central de proceso, una unidad de memoria conectada con la unidad central de proceso, y una unidad de interconexión hombre- máquina que comprende un panel de control, una pantalla, y un editor de trayectoria de perfil para editar datos de las coordenadas del perfil de una pieza como un programa de trayectoria correspondiente, que es almacenado luego en la unidad de memoria para ser utilizado posteriormente para ejecutar las operaciones de la máquina-herramienta CNC.
SISTEMA GENERADOR DE DATOS PARA BORDAR.
(16/05/2000) SE DETERMINA LA LINEA EXTERIOR DE UNA REGION DE BORDADO Y ENTONCES SE DETERMINA UNA LINEA CENTRAL DE LA REGION DEL BORDADO. EMPEZANDO DESDE UN PUNTO SOBRE LA LINEA CENTRAL, SE EFECTUA UNA BUSQUEDA PARA LOS PUNTOS DE LOS EXTREMOS Y LOS PUNTOS DE BIFURCACION SOBRE LA LINEA CENTRAL. EN LOS PUNTOS DE BIFURCACION, SE GENERAN BISECTRICES PARA LOS ESPACIOS ENTRE LAS BIFURCACIONES PARA DIVIDIR LA REGION DEL BORDADO EN CERRAMIENTOS PLURALES. CERCA DEL PUNTO DEL EXTREMO, LA ORIENTACION DE LAS LINEAS DEL BORDADO SE DETERMINA PARA QUE SEA PERPENDICULAR A LA LINEA CENTRAL. CERCA DEL PUNTO DE BIFURCACION, LA ORIENTACION DE LAS LINEAS DEL BORDADO SE DETERMINA PARA QUE SEA…
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROL DE MAQUINAS DE EROSION DE CHISPAS.
(01/10/1998). Solicitante/s: AGIE SA. Inventor/es: DE MARIA, RENZO, MILAN, MASSIMO.
SE DESCRIBE UN PROCEDIMIENTO Y UN DISPOSITIVO PARA CONTROL DE MAQUINAS DE EROSION DE CHISPAS, CON AL MENOS UN DISPOSITIVO DE ENTRADA Y UN ORDENADOR. LOS DATOS DE CONTROL REQUERIDOS SON SUBDIVIDIDOS, DURANTE Y/O DESPUES DE LA ENTRADA DENTRO DE UN CONTROLADOR , POR UN LADO DENTRO DE LOS DATOS ORIENTADOS AL OBJETIVO, POR EJEMPLO DATOS QUE SE REFIEREN DIRECTAMENTE A OPERACIONES INDIVIDUALES, Y POR OTRO LADO DENTRO DE DATOS ESTRATEGICOS, POR EJEMPLO DATOS QUE SE REFIEREN AL SEGUIMIENTO DE LAS OPERACIONES REALIZADAS POR LA MAQUINA. LOS DATOS ORIENTADOS AL OBJETIVO Y LOS DATOS ESTRATEGICOS SON PROCESADOS DE MANERA DIFERENTE.
METODO Y APARATO PARA INTRODUCIR LINEAS DE BORDADO.
(16/08/1998). Solicitante/s: SHIMA SEIKI MANUFACTURING, LTD.. Inventor/es: KOTAKI, KENJI.
UN METODO PARA INTRODUCIR UNA LINEA DE BORDADO, DESIGNANDO UN VECTOR DE BORDADO SOBRE UNA PANTALLA UTILIZANDO UN SISTEMA CAD. EL METODO SE CARACTERIZA POR: LA MUESTRA DE UNA MARCA DE BORRADO (X) EN LA CERCANIA DE UN EXTREMO DEL VECTOR DE BORDADO DESIGNADO SOBRE LA PANTALLA; LA MUESTRA DE UNA MARCA DE ACABADO (F) EN LA PROXIMIDAD DE UN EXTREMO DEL VECTOR DE BORDADO DESIGNADO SOBRE LA PANTALLA; LA ELIMINACION DEL VECTOR DE BORDADO CUANDO LA MARCA DE ELIMINACION CORRESPONDIENTE AL VECTOR DE BORDADO ES DESIGNADA SOBRE LA PANTALLA Y, EL ACABADO DEL PROCESO DEL VECTOR DE BORDADO CUANDO LA MARCA DE ACABADO ES DESIGNADA SOBRE LA PANTALLA. UNA MARCA DE ELIMINACION APARECE EN EL EXTREMO DE ARRANQUE DE UN VECTOR DIRECCIONAL, Y UNA MARCA DE ACABADO EN EL OTRO EXTREMO DEL MISMO. EL VECTOR ES ELIMINADO Y LA ENTRADA DEL VECTOR COMPLETADA CUANDO LA MARCA DE ACABADO ES SELECCIONADA. UN APARATO PARA LLEVAR A CABO EL METODO TAMBIEN SE EXPONE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}