CIP-2021 : B29C 65/02 : por calor, con o sin presión.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/02[1] › por calor, con o sin presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/02 · por calor, con o sin presión.
CIP2021: Invenciones publicadas en esta sección.
METODO PARA LA MANUFACTURA DE UN VISOR SOLAR PARA UN VEHICULO, Y VISOR HECHO MEDIANTE EL METODO.
(16/10/1997) SE PRESENTA UN METODO PARA LA MANUFACTURA DE UN VISOR SOLAR PARA UN VEHICULO, EN EL CUAL SE DISPONEN UNA PRIMERA LAMINA Y UNA SEGUNDA LAMINA DE UN MATERIAL SINTETICO EXPANDIDO Y UNA PRIMERA PELICULA DE CUBIERTA Y UN SEGUNDA PELICULA CUBIERTA SOBRE LAS CARAS OPUESTAS DE UN CERCO RECTANGULAR PARA FORMAR UNA ESTRUCTURA ESTRATIFICADA. LAS LAMINAS Y LAS PELICULAS DE CUBIERTA SON MAS LARGAS Y MAS ANCHAS QUE LA LONGITUD Y LA ANCHURA DEL CERCO Y QUE LAS DIMENSIONES DE LAS CAVIDADES DEL MOLDE DE UN PRIMER TROQUEL Y DE UN SEGUNDO TROQUEL DE UNA PRENSA ENTRE LOS CUALES SE DISPONE LA ESTRUCTURA ESTRATIFICADA . ESTOS TROQUELES SE CIERRAN PROGRESIVAMENTE PARA PRESIONAR…
PROCEDIMIENTO DE FABRICACION DE UN TUBO CUYA PARED CONTIENE MAS DEL 60% DE MATERIA PLASTICA Y QUE TIENE UN FALDON Y UNA CABEZA RECALCADA, Y TUBO CORRESPONDIENTE.
(16/07/1997) LA INVENCION SE REFIERE A LA FABRICACION DE UN TUBO DE PARED QUE CONTIENE MAS DE 60 EN VOLUMEN DE MATERIA PLASTICA, A PARTIR DE UNA PIEZA EN BRUTO (49 TUBULAR ESENCIALMENTE CILINDRICA, SIENDO ESTA PIEZA SUPERFICIALMENTE DE MATERIA(S) PLASTICA(S) POLIMERICA(S) EN EL INTERIOR Y DICHO TUBO QUE TIENE UN CUERPO Y UNA CABEZA RESTRINGIDA , COMPRENDIENDO DICHO PROCESO UNA FORMACION CON ESTRECHAMIENTO DE UNA PARTE DE EXTREMO DE ESTA PIEZA POR ACERCAMIENTO DE HERRAMIENTAS INTERIOR () Y EXTERIOR , PRODUCIENDO DICHA FORMACION SOBRE DICHA PARTE PLIEGUES DE ARRUGAS, CARACTERIZADO EN QUE: A) ANTES DE LA FORMACION, SE CALIENTA DICHA PIEZA DE MANERA A OBTENER PARA DICHA PARTE , UNA TEMPERATURA EN…
HOJAS PROTECTORAS ENCOGIBLES AL CALOR.
(16/07/1997) UN FORRO ENRROLLADO ENCOGIBLE AL CALOR ADAPTADO PARA SER APLICADO A UN ARTICULO EN RELACION DE ENRROLLADO AL MISMO QUE CONSTA DE UNA HOJA DE MATERIAL FLEXIBLE DIMENSIONALMENTE INESTABLE AL CALOR QUE TIENE PORCIONES DE EXTREMOS (2A, 2B) SEPARADAS LONGITUDINALMENTE CAPAZ DE PONERSE EN RELACION DE SUPERPOSICION CUANDO SE APLICA LA HOJA AL ARTICULO, HABIENDO SIDO EL MATERIAL ESTIRADO EN LA DIRECCION LONGITUDINAL DE UNA FORMA ORIGINAL ESTABLE AL CALOR A UNA FORMA DIMENSIONALMENTE INESTABLE AL CALOR CAPAZ DE MOVERSE EN LA DIRECCION DE SU FORMA ORIGINAL MEDIANTE LA APLICACION DE CALOR SOLO, Y UNA TIRA DE CIERRE QUE TIENE UN BORDE DISPUESTO EN UNO DE LAS PORCIONES EXTREMO…
(16/12/1996). Solicitante/s: BASF CORPORATION. Inventor/es: CORBIN, THOMAS F., ILG, OTTO M., ARMSTRONG, ROBERT N.
UN PROCESO PARA LA FABRICACION DE UNA ALFOMBRA DE SUBSTANCIALMENTE EL 100% DE NILON 6 PROVEE UN HILADO DE HAZ DE NILON 6 A UN ELEMENTO DE SOPORTE DE NILON 6 PARA QUE LOS ELEMENTOS DE HILADO Y DE SOPORTE FORMEN UNA ALFOMBRA CON UN LADO DELANTERO QUE SE VE CUANDO LA ALFOMBRA ESTA INSTALADA Y UNA PARTE POSTERIOR QUE RIBETEA EL HILADO DE HAZ AL ELEMENTO DE SOPORTE EN DONDE DICHO RIBETE SE HACE CON NILON 6 FUNDIDO O DISUELTO.
METODO Y APARATO PARA FABRICAR TUBOS.
(16/10/1996). Solicitante/s: AUTOMATED PACKAGING SYSTEMS, INC.. Inventor/es: LERNER, BERNARD, LIEBHART, DANA, VANDOMELEN, JOHN.
UN SISTEMA DE CALENTAMIENTO PARA UNIR LAMINAS PLASTICAS QUE ES CAPAZ DE IGUALAR EL POTENCIAL DEL LASER. EL SISTEMA COMPRENDE UN CONJUNTO QUEMADOR Y UN SOSTENEDOR DE TRABAJO. EL CONJUNTO QUEMADOR INCLUYE LA PUNTA DE UNA ANTORCHA CON UN DIAMETRO INTERIOR DE 0,016 DE PULGADA QUE ES CAPAZ DE ENTREGAR UNA LLAMA CALIENTE CONCENTRADA SOBRE UNA PIEZA DE TRABAJO DE LAMINA POCO EXPUESTA A 15 . EL SOSTENEDOR DE TRABAJO INCLUYE UNA BASE NO CONDUCTORA DE CALOR Y UNA PLURALIDAD DE RODILLOS DE SOSTEN QUE EXPONEN UNA PORCION DE BORDE DE APROXIMADAMENTE 0,0625 DE PULGADA PARA IMPEDIR QUE LA LAMINA DE PLASTICO SE ARRUGUE SEPARANDOSE DE LA UNION. ESTAS CARACTERISTICAS COMBINADAS PROVEEN VENTAJAS TANTO EN RELACION CON LA VELOCIDAD DE FABRICACION COMO EN LA ELEVADA CALIDAD DEL CORDON DE SELLO.
METODO PARA FABRICACION DE DISPOSITIVOS QUE INCLUYEN MATERIALES POLIMERICOS, Y DISPOSITIVOS FORMADOS CON EL MISMO.
(16/08/1996). Solicitante/s: AT&T CORP.. Inventor/es: BAIR, HARVEY EDWARD, MATSUOKA, SHIRO.
SE DIFUNDE UN METODO DE FABRICACION DE DISPOSITIVOS EN EL CUAL UN MATERIAL POLIMERICO U OLIGOMERICO PRECURSOR CAPAZ DE SUFRIR UNA REACCION DE TRATAMIENTO QUE SUPONE ENLACE TRANSVERSAL Y/O IMIDIZACION, SE TRATA E INCORPORA AL MENOS PARCIALMENTE DENTRO DEL DISPOSITIVO QUE SE ESTA FABRICANDO. SIGNIFICATIVAMENTE, SE CONSIGUE EL TRATAMIENTO AL MENOS PARCIAL MEDIANTE CALENTAMIENTO DEL MATERIAL A TEMPERATURAS GENERALMENTE EN AUMENTO (AUNQUE NO NECESARIAMENTE EN AUMENTO CONTINUAMENTE). ADEMAS, EL CALOR SE SUMINISTRA A UN RITMO DE FORMA QUE LA TEMPERATURA DEL MATERIAL SE MANTIENE SIEMPRE A, O POR DEBAJO, DE LA TEMPERATURA DEL MATERIAL CORRESPONDIENTE A LA TRANSICION DEL CRISTAL, QUE AUMENTA DURANTE EL PROCESO DE CALENTAMIENTO.
PROCEDIMIENTO PARA SOLDADURA DE LAMINAS DE PLASTICO PLANAS COLOCADAS UNAS SOBRE OTRAS.
(16/07/1996). Solicitante/s: ALKOR GMBH KUNSTSTOFFVERKAUF. Inventor/es: FLEISCHMANN, EDGAR, DIPL.-ING., MAYR, MAXIMILIAN, DIPL.-ING., HEITZ, HEINRICH, DR, DIPL.-ING.
EL PRESENTE INVENTO CONSISTE EN UN PROCEDIMIENTO PARA SOLDADURA DE LAMINAS DE PLASTICO PLACAS COLOCADAS UNAS SOBRE OTRAS, CON LO QUE LAS LAMINAS DE PLASTICO PLANAS COLOCADAS UNAS SOBRE OTRAS SE LLEVAN EN CONTACTO CON UN CANTO DE CORTE CALENTADO Y SE SUELDAN POR COSTURA. PARA LA SOLDADURA SE UTILIZAN LAMINAS DE CONEXION DE UNA O VARIAS CAPAS DE DIFERENTE COMPOSICION QUIMICA, DE LAS QUE UNA LAMINA DE CONEXION MUESTRA UNA CAPA OPACA COLOREADA O NO COLOREADA, EN LA QUE SE COLOCA UNA CAPA DE SELLEDO TRANSPARENTE SOBRE LA BASE DE UN COPOLIMERIZADO DE PROPILENO - ETILENO O DE UNA ALEACION DE PROPILENO ETILENO. LA CAPA DE SELLADO DE LA LAMINA DE CONEXION OPACA SE SUELDA INMEDIATAMENTE CON UNA CAPA DE SELLADO DE UNA LAMINA DE CONEXION TRANSPARENTE. EL INVENTO CONSISTE ADEMAS EN LOS CORRESPONDIENTES MANGUITOS, BOLSAS O SACOS SOLDADOS CON COSTURA SEPARADA.
DISPOSITIVO PARA FABRICAR BOLSAS PARA PLACAS DE LA BATERIA.
(16/07/1996). Solicitante/s: ELBAK MASCHINENBAU GMBH. Inventor/es: SCHWETZ, ANTON, KIRSTEIN, WILHELM H.
DISPOSITIVO PARA FABRICAR BOLSAS PARA PLACAS DE LA BATERIA. PARA UNIR LOS BORDES LONGITUDINALES DE UNA TIRA PLEGADA ALREDEDOR DE UNA PLACA DE LA BATERIA DE MATERIAL SEPARADOR, ESTE HACE PASAR EN LA ZONA DE LOS BORDES LONGITUDINALES ENTRE DOS RODILLOS ESTRIADOS . LOS RODILLOS ESTRIADOS POSEEN NERVIOS CONFORMADOS EN ANGULO QUE CONFORMAN LAS ZONAS MARGINALES DE LA TIRA DE MATERIAL SEPARADOR, DE MODO QUE SE FORMAN COSTURAS MARGINALES A PRUEBA DE FRICCION Y DE ARRASTRE DE FORMA.
PROCEDIMIENTO Y DIRECTRICES PARA LA ELABORACION CONTINUADA O DISCONTINUADA DE MATERIALES LAMERALES PLANOS EN FORMA DE PLACAS, LAMINADOS O DE OTRO TIPO.
(16/05/1996). Solicitante/s: FIRMA THEODOR HYMMEN.
2.1 LA INVENCION SE BASA EN LA FUNCION, EL PROCEDIMIENTO O MEJOR DICHO LA DIRECTRIZ PARA ESTRUCTURAR; QUE DURANTE LA PRESION DE CAPAS PRENSADAS SE PUEDA EVITAR DE FORMA SEGURA UNA SALIDA DE LA FASE DE MATERIAL LIQUIDO DE LA PRENSA. 2.2 PARA SOLUCIONAR ESTE COMETIDO SE DISPONEN LOS BORDES LIBRES DE LAS CAPAS DISPUESTAS PRENSADAS UNO SOBRE OTRO Y SE SUELDAN ENTRE ELLOS MEDIANTE RAYOS DE LASER Y FINALMENTE LA PRENSA BAJO PRESION Y CARGA TERMICA FORMA LAMINAS O TRAYECTORIAS. 2.3 EL PROCEDIMIENTO Y LA DIRECTRIZ SON APLICADOS EN LA INDUSTRIA DE MUEBLES Y EN LA INDUSTRIA ELECTRICA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN ACOPLADOR EN ESTRELLA A PARTIR DE FIBRAS OPTICAS POLIMERICAS.
(16/05/1996). Solicitante/s: HOECHST AKTIENGESELLSCHAFT. Inventor/es: GROH, WERNER, HERBRECHTSMEIER, PETER, DR., COUTANDIN, JOCHEN, DR., THEIS, JURGEN, DR..
ACOPLADOR EN ESTRELLA DE FIBRAS OPTICAS POLIMERAS MECANICAMENTE ROBUSTO, CON PERDIDAS PROPIAS PEQUEÑAS Y DIFERENCIAS PEQUEÑAS ENTRE LAS DIFERENTES FIBRAS DE SALIDA EN EL QUE LAS FIBRAS OPTICAS POLIMERAS SE DISPONEN PARALELAS EN LA PARTE CENTRAL DE UN DISPOSITIVO Y SE SUELDAN ENTRE SI CON CALOR Y PRESION. EL PROCEDIMIENTO ES SENCILLO Y ECONOMICO. EL DISPOSITIVO SE COMPONE DE UNA BASE CON FORMA DE CANALON Y DE UN MACHO, QUE ENCAJA EN LA BASE.
UN APARATO PARA SOLDADURA POR INDUCCION.
(16/03/1996). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: HOLMSTROM, GERT, POZNA, LAZLO.
LA INVENCION SE REFIERE A UN INDUCTOR PARA SOLDADURA POR INDUCCION DE UN MATERIAL DE EMBALAJE PRECORTADO EN LA QUE LA ZONA DE SELLADO ESTA RESTRINGIDA. EL INDUCTOR TIENE, EN UN PRIMER PLANO , DOS CONDUCTORES DE MISMO ANCHO , MIENTRAS QUE EL SEGUNDO CONDUCTOR ES DE UNA EXTENSION CONSIDERABLEMENTE MAYOR EN UN SEGUNDO PLANO EN ANGULOS RECTOS CON EL PRIMER PLANO.
UN PROCESO Y MATRIZ PARA PANELES ALINEADOS.
(16/12/1995). Solicitante/s: COMMER S.P.A.. Inventor/es: SIANO, DANTE.
UN PROCESO PARA LA FABRICACION DE PANELES, DEL TIPO EN EL QUE UN RECUBRIMIENTO SUPERFICIAL QUE CONSTA DE UNA O MAS PORCIONES DE TELA RODEADAS POR UNA PORCION ADYACENTE DE MATERIAL PLASTICO CALANDRADO A LO LARGO DE UNA O MAS LINEAS DE UNION O SUPERIMPOSICION, SE ACOPLA MEDIANTE MOLDEO CON UNA CHAPA DE MATERIAL TERMOPLASTICO CALENTADO, SIMULTANEAMENTE A LA FORMACION DE DICHA CHAPA, PONIENDO EN CONTACTO DICHO PROCESO AL MENOS UN AREA CONSIDERABLE DE DICHA PORCION DE TELA CON DICHA CHAPA CALENTADA ANTES DEL ACOPLAMIENTO DEL RECUBRIMIENTO COMPLETO, MEDIANTE AL MENOS UN ELEMENTO DE PRESION TAL COMO UN CILINDRO ESCURRIDOR O PIEZA MOVIL SIMILAR DE LA MATRIZ SITUADA EN CORRESPONDENCIA BIUNIVOCA CON LA PORCION DE TELA CORRESPONDIENTE.
MEJORAS EN MATERIALES ESTRUCTURALES.
(01/10/1995). Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ B.V.. Inventor/es: GUITON, JEREMY, DAVID, LEHARDY.
UN REFUERZO PARA UN PANEL COMPRENDE UN ELEMENTO DE REFUERZO DE SECCION TUBULAR DE FIBRA/COMPUESTO QUE TIENE UN SUELO LAMINADO AL PANEL E INTEGRAMENTE A LAS PAREDES DEL TUBO QUE A SU VEZ SE EXTIENDE EXTERNAMENTE Y SE LAMINAN A ZONAS DEL PANEL A LO LARGO DEL ELEMENTO . EL REFUERZO PUEDE COMPRENDER DIVERSOS ELEMENTOS DE REFUERZO UNIDOS Y PUEDE ADEMAS TENER UNA CAPA ADICIONAL DE MATERIAL APLICADO A TRAVES DE LA PARTE SUPERIOR DE LOS ELEMENTOS PARA PROPORCIONAR UNA SUPERFICIE SUPERIOR GENERALMENTE UNIFORME. SE DESCRIBE UN METODO DE FORMACION DE LOS REFUERZOS EN UN COMPUESTO DE FIBRA/RESINA DE VIDRIO.
LAMINAS PROTECTORAS TERMOCONTRAIBLES Y METODOS DE SU FABRICACION.
(01/10/1995). Solicitante/s: SHAW INDUSTRIES LTD.. Inventor/es: OLIVER, JOHN H., JACKSON, PETER, SMYTHE, JAMES L., YAWNEY, BRIAN W.
UN MANGUITO DE PLEGADO ENROLLADO, TERMOCONTRAIBLE, COMPRENDE UNA LAMINA TERMOCONTRAIBLE CON UNA TIRA TERMOESTABLE SOLDADA EN UN EXTREMO. EL EXTREMO LIBRE DE LA TIRA TERMOESTABLE SE SUPERPONE SOBRE EL OTRO LADO DEL EXTREMO OPUESTO DE LA LAMINA Y SE SUELDA AL MISMO MEDIANTE LA APLICACION DE CALOR DIRECTAMENTE SOBRE EL OTRO LADO. ESTO PERMITE LA OBTENCION DE UNA CONEXION SOLDADA DE BUENA CALIDAD, SIN NECESIDAD DE UTILIZAR ADHESIVOS DE RETENCION. EL MANGUITO PUEDE FABRICARSE VENTAJOSAMENTE MEDIANTE SOLDADURA DE CUÑAS CALENTADAS.
DISPOSITIVO PARA LA VENTA DE SOBRES Y SIMILARES, FABRICADO EN PLASTICO.
(16/09/1995) EL DISPOSITIVO COMPRENDE DOS PALETAS 1, CADA UNA DE ELLAS ESTA CONECTADA A UNA BARRA 3, CUYAS EXTREMIDADES ESTAN COLOCADAS EN LA CURVA MOTRIZ DE LA LEVA. LA LEVA MOTRIZ ESTA FORMADA POR UNA SUPERFICIE INVERTIDA RESPECTO A LA ZONA DE TRABAJO 18 QUE ESTA LOCALIZADA CON RESPECTO A LA EXTREMIDAD LATERAL DEL DISPOSITIVO. EL MOVIMIENTO DE LAS BARRAS 3 Y POR LO TANTO DE LAS PALETAS 1 A LO LARGO DE LA LEVA MOTRIZ 8, QUE TIENE UNA SECCION RECTILINEA 8' Y UNA SECCION CIRCULAR 8", ESTA DETERMINADA POR CADA BARRA POR UN PAR DE BARRAS CONECTORAS 7 QUE TIENEN UNA RANURA 7. LOS DOS EXTREMOS DE LA BARRA 3 QUE SE CIERRAN A…
PROCEDIMIENTO Y DISPOSITIVO PARA EL MANDO DEL MOVIMIENTO DE LAS MORDAZAS DE SOLDADURA TRANSVERSAL DE UNA MAQUINA DE BOLSAS TUBULARES.
(16/01/1995). Solicitante/s: ROVEMA VERPACKUNGSMASCHINEN GMBH & CO. KG. Inventor/es: BAUR, WALTER DR., STEIN, BERND, SCHNEIDER, WERNER, KEIM, DIETER, LOHR, HERBERT, KABOT, MICHAEL, ADE, RAINER, DR.
PARA EVITAR EN UNA MAQUINA DE BOLSAS TUBULARES LOS INCONVENIENTES, INHERENTES AL ESTADO DE LA TECNICA, DEBIDOS AL MANDO CON LEVAS DE LAS MORDAZAS (1A,1B) DE SOLDADURA TRANSVERSALES, SE PROPONE, SEGUN EL INVENTO, QUE EL MANDO DEL MOVIMIENTO DE LAS MORDAZAS DE SOLDADURA TRANSVERSALES SE REALICE EN FUNCION DE LAS PRESION DE APOYO, DE LA TEMPERATURA Y DEL TIEMPO DE SELLADO NECESARIO, AL MISMO TIEMPO, QUE EL ACCIONAMIENTO SE PUEDE PRODUCIR DE FORMA MECANICA POR MEDIO DE UN MECANISMO DE ACCIONAMIENTO DE PALANCAS ACODADAS.
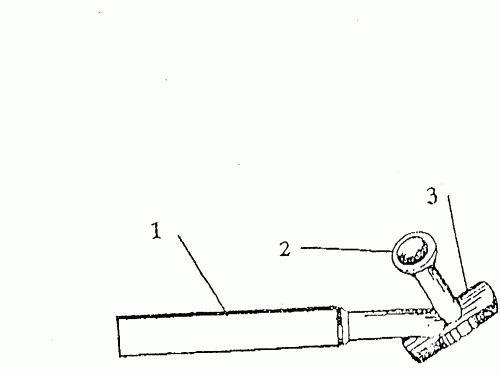
"DISPOSITIVO PARA SOLDAR".
(16/07/1994). Ver ilustración. Solicitante/s: NORTHWEST POLYMERS, LD.
DISPOSITIVO PARA SOLDAR, CARACTERIZADO POR ESTAR FORMADO POR UNA PIEZA DE RECEPCION DE LA FUENTE DE CALOR , UN TUBO DE RECEPCION DEL MATERIAL DE SOLDADURA , CUYA EXTREMIDAD DE ENTRADA PRESENTA FORMA DE EMBUDO Y UNA PIEZA DE SOLDADURA EN FORMA DE ZAPATA QUE APOYA SOBRE LA SUPERFICIE A SOLDAR.
CONTENEDOR Y METODO PARA PREPARARLO PARA CERRARSE.
(01/07/1994). Solicitante/s: PLM AB. Inventor/es: PEDERSEN, JAN, RUNE, SORENSEN, ERLING, OEHLENSCHLAEGER, ULLA.
UN METODO PARA COLOCAR UN CONTENEDOR DE MATERIAL PLASTICO PARA QUE QUEDE HERMETICAMENTE SELLADO POR UNA LAMINA O PELICULA . EN UN AREA PARA LA FIJACION PREVISTA DE LA PELICULA O LAMINA, EL AREA DE FIJACION, LA ZONA DE ABERTURA DEL CONTENEDOR TIENE UNA CAPA DE MATERIAL PLASTICO QUE FORMA UNA SUPERFICIE EXTERNA CONTRA LA CUAL, MIENTRAS SE CIERRA EL CONTENEDOR, DESCANSA LA PELICULA O LA LAMINA DURANTE EL SUMINISTRO DE ENERGIA AL AREA DE FIJACION. ANTES DE CERRAR EL CONTENEDOR, Y SEGUN LA INVENCION, EL MATERIAL PLASTICO ORIENTADO INCLUIDO EN EL AREA DE FIJACION Y DEFINIDO POR DICHA SUPERFICIE EXTERNA SE CALIENTA HASTA AL MENOS UNA TEMPERATURA EN LA QUE LA ORIENTACION DEL MATERIAL COMIENZA A REDUCIRSE Y EL MATERIAL SE MANTIENE A LA TEMPERATURA AUMENTADA HASTA QUE EL MATERIAL SE CONVIERTE EN UN MATERIAL SUSTANCIALMENTE NO-ORIENTADO.
PROCEDIMIENTO PARA PRODUCIR TUBOS DE GUATAS.
(16/06/1994). Solicitante/s: MBT MEMBRANTECHNIK GMBH. Inventor/es: PENTH, BERND.
PROCEDIMIENTO PARA PRODUCIR TUBOS DE GUATAS. CONSISTE EN QUE LA TIRA DE UN SOPORTE DE GUATA TERMOPLASTICA SE ENROLLA EN ESPIRAL PARA FORMAR UN CONDUCTO DE GUATA. PARA LA PRODUCCION DE UN CORDON DE UNION SE TRATA TERMICAMENTE LOS BORDES LONGITUDINALES ANTES DE LA COLOCACION SUPERPUESTA DURANTE EL ARROLLADO DEL TUBO DE GUATA. A TRAVES DEL RECUBRIMIENTO CON SOLUCION DE MATERIAL PLASTICA QUE SALE DE LA TOBERA CORRESPONDIENTE Y POR CONTACTO CON SOLUCIONES DE COAGULACION SE PRODUCE UNA MEMBRANA TUBULAR.
CORTINA PARA VENTANA DE TEJIDO CON CONTROL LUMINOSO.
(01/04/1994) UNA CORTINA PARA VENTANA DE TEJIDO CON CONTROL LUMINOSO EN LA CUAL HAY UNAS LAMINAS DE TEJIDO 10A ADHESIVAMENTE UNIDAS ENTRE DOS PIEZAS DE TELA DIAFANAS 72, 96 DE TAL FORMA QUE EL MOVIMIENTO RELATIVO ENTRE LAS PIEZAS DE TEJIDO DIAFANAS EN UNA DIRECCION PERPENDICULAR A LA DIRECCION LONGITUDINAL DE LAS LAMINAS DE TEJIDO CAMBIA EL ANGULO DE LAS LAMINAS DE TEJIDO Y, ASI, CONTROLA LA CANTIDAD DE LUZ ADMITIDA A TRAVES DE LA CORTINA. LAS LAMINAS ESTAN UNIDAS A LAS PIEZAS DE TEJIDO DIAFANO DE UNA FORMA QUE TIENDE A DESVIAR LAS PIEZAS DE TEJIDO DIAFANAS JUNTAS A LA POSICION DE NO ADMISION DE LUZ. TAMBIEN SE DESCRIBEN METODOS Y APARATOS PARA FABRICAR ESTA CORTINA. EL METODO SE CARACTERIZA POR LA APLICACION…
PROCEDIMIENTO PARA EQUIPAR UNA CANALIZACION DE CAUCHO CON UN ANILLO DE MOLDE DE UN MATERIAL SIMILAR.
(01/04/1994). Solicitante/s: AUTOMOBILES PEUGEOT AUTOMOBILES CITROEN. Inventor/es: PIEDNOIR, PHILIPPE.
PROCEDIMIENTO PARA EQUIPAR UNA CANALIZACION DE CAUCHO POR LO MENOS CON UN ANILLO DE MOLDE (2A O 2B) DE CAUCHO O DE UN MATERIAL SIMILAR. SE CALZA EL ANILLO (2A O 2B) NO COMPLETAMENTE VULCANIZADO EN LA CANALIZACION NO VULCANIZADA Y SE PROCEDE A CONTINUACION A LA CO-VULCANIZACION SIMULTANEA DE LA CANALIZACION Y DEL ANILLO.
MAQUINA EMBALADORA DE PELICULA PLASTICA DE SOLDADURA EN CALIENTE DE VELOCIDAD VARIABLE.
(01/04/1994). Solicitante/s: EUROSICMA S.R.L. Inventor/es: REDAELLI, MARCO.
UNA MAQUINA EMBALADORA QUE COMPRENDE MEDIOS DE ALIMENTACION Y DE FORMACION DE TUBOS PARA UNA BANDA DE PELICULA DE PLASTICO DE SOLDADURA EN CALIENTE. LOS MEDIOS DE SOLDADURA PRIMARIOS SUELDAN ENTRE LOS BORDES LATERALES DE LA BANDA MIENTRAS QUE UNA LINEA DE ALIMENTACION INTRODUCE EN EL TUBO ASI FORMADO PRODUCTOS PARA EMBALAR. UNOS MEDIOS DE SOLDADURA SECUNDARIOS QUE SUELDAN EL TUBO TRANSVERSALMENTE A INTERVALOS PARA AISLAR CADA PRODUCTO EN UNA SECCION DE DICHO TUBO, PARA FORMAR ASI EL EMBALAJE. LOS MEDIOS DE SOLDADURA PRIMARIOS Y SECUNDARIOS SE CARACTERIZAN POR ESTAR PRESIONADOS CONTRA LAS PARTES DE LA BANDA A SOLDAR POR MEDIOS ACTUADORES CONTROLADOS POR UN DISPOSITIVO DE CONTROL PARA EJERCER UNA PRESION QUE ES UNA FUNCION DE LA VELOCIDAD DEL VIAJE DE LA BANDA.
METODO PARA UNIR MATERIALES PLASTICOS.
(16/02/1994). Solicitante/s: INTEGRATED FLUIDICS COMPANY. Inventor/es: BRACKETT, TOM, S., WEBSTER, MILO, E., BRACKETT, JEFF, BRACKETT, ERNEST, BRACKETT, SCOTT.
METODO DE PRODUCCION DE UN MODULO FLUIDICO DE DOS O MAS PIEZAS (B SUB 1 , B SUB 2) DE MATERIAL PLASTICO QUE TIENE UNA SUPERFICIE DE CONTACTO INTERMOLECULAR UNIDA, QUE SE REALIZA FORMANDO UNA SUPERFICIE DE CONTACTO EN CADA PIEZA, FORMANDO AL MENOS UN PASILLO EN AL MENOS UNA DE LAS SUPERFICIES DE CONTACTO, ENSAMBLANDO LAS PIEZAS CON LAS SUPERFICIES DE CONTACTO UNA CON OTRA Y CONFINANDOLAS CONTRA LA EXPANSION. A LAS PIEZAS ENSAMBLADAS SE LES APLICA CALOR PARA INDUCIR SU EXPANSION CONTRA EL CONFINAMIENTO LIMITADO O TOTAL PARA PRODUCIR LA TRASMIGRACION DE LAS MOLECULAS DE UNA SUPERFICIE DE CONTACTO A LA OTRA PARA FUNDIR LAS PIEZAS EN UNA SOLA.
METODO Y APARATO PARA EFECTUAR LA POLIMERIZACION MEDIANTE EL CALENTAMIENTO DE ADHESIVOS INTERPUESTOS ENTRE DOS ELEMENTOS CONECTADOS SUPERPUESTOS.
(01/02/1994) SE DESCRIBE UN METODO Y APARATO PARA LA POLIMERIZACION DEL ADHESIVO INTERPUESTO ENTRE DOS ELEMENTOS SUPERPUESTOS , EN PARTICULAR LOS PANELES DE MATERIAL PLASTICO EXTERIOR E INTERIOR DE UN ELEMENTO DE LA PUERTA DEL CUERPO DE UN VEHICULO DE MOTOR; SE FIJAN DOS ELEMENTOS SUPERPUESTOS , ALREDEDOR DE LAS PORCIONES RESPECTIVAS DE ESTOS ENTRE LAS QUE SE INTERPONE UNA SUBSTANCIA ADHESIVA , ENTRE LAS REGIONES RESPECTIVAS DE UN MOLDE Y UN DISPOSITIVO DE PRESION QUE IGUALA EL PERFIL DE DICHAS PORCIONES Y VAN PROVISTAS DE DISPOSITIVOS INTERNOS DE CALENTAMIENTO ; LAS ZONAS DE CALENTAMIENTO DEL MOLDE ESTAN RIGIDAMENTE SOPORTADAS POR ESTE MIENTRAS QUE LAS ZONAS DE CALENTAMIENTO…
APARATO PARA FORMAR UNA JUNTA ACODADA EN BANDA FLEXIBLE TERMOPLASTICA.
(01/01/1994) SE PROPORCIONA UN APARATO PARA CREAR UNA CONFIGURACION PERFECCIONADA DE LONGITUD DE SUPERPOSICION (L1, L2) DE BANDA FLEXIBLE TERMOPLASTICA PARA ADAPTAR LA FORMACION DE UNA JUNTA PERFECCIONADA ENTRE LAS PORCIONES DE LA BANDA. EL APARATO INCLUYE ELEMENTOS PRIMERO Y SEGUNDO DE AJUSTE O ACOPLAMIENTO, DEFINIENDO RESPECTIVAMENTE SUPERFICIES CURVAS PRIMERA Y SEGUNDA PARA ACOPLAR LONGITUDES DE BANDA PRIMERA Y SEGUNDA RESPECTIVAMENTE POSICIONANDO LAS PORCIONES DE LA JUNTA ENTRE LOS ELEMENTOS DE AJUSTE DE LA BANDA EN LA RELACION DE SUPERPOSICION A LO LARGO DE UNA ZONA DE INTERFAZ Y POSICIONAR LA PORCION POSTERIOR DE CADA LONGITUD DE BANDA A EXTENDERSE EN UN PLANO…
PROCEDIMIENTO DE UNION DE PIEZAS DE MATERIA PLASTICA, UTILIZANDO UN AGENTE DE RETICULACION Y UNA RESISTENCIA ELECTRICA DE CALDEO.
(01/10/1993). Solicitante/s: GAZ DE FRANCE (SERVICE NATIONAL). Inventor/es: DUFOUR, DENIS.
EL INVENTO CONCIERNE UN PROCESO DE UNION POR RETICULACION DE PIEZAS DE MATERIA PLASTICA COMPORTANDO UNA RESISTENCIA QUE PERMITE SU CALDEO ELECTRICO A LA TEMPERATURA CONVENIENTE DE UNION. SEGUN EL INVENTO, SE PONE EL AGENTE DE RETICULACION SOBRE LAS PIEZAS Y SE AJUSTA LA TEMPERATURA DURANTE U TIEMPO SUFICIENTE PARA PERMITIR LA DIFUSION SIN RETICULACION DEL AGENTE, DESPUES SE ELEVA LA TEMPERATURA DE ESTAS PIEZAS ENTRE UNOS 150 Y 350 C DURANTE UN INTERVALO DE TIEMPO SUPERIOR AL TIEMPO DE VIDA MEDIA DEL AGENTE DE SUERTE QUE INDUCE LA RETICULACION DE LA MATERIA PLASTICA, ASEGURANDO ASI LA UNION ESTANCO DE LAS PIEZAS. EL INVENTO SE APLICA ESPECIALMENTE PARA LA REALIZACION DE REDES DE DISTRIBUCION DE GAS.
PROCEDIMIENTO PARA UNIR MARGENES SOLAPADOS DE UNA LAMINA DE VARIAS CAPAS. PROCEDIMIENTO PARA PREPARAR CONDUCTOS TUBULARES.
(01/03/1993). Solicitante/s: KMK KARL MAGERLE LIZENZ AG. Inventor/es: UEBEREGGER, HENRY.
CADA DOS MARGENES UNIDOS DE UNA LAMINA DE VARIAS CAPAS SON RIBETEADOS DIAGONALMENTE MEDIANTE EL PRESIONADO CONJUNTO SOBRE EL MARGEN INTERIOR EN DIRECCION LONGITUDINAL, YA QUE LA CAPA ALEJADA DE LAS SUPERFICIES PRENSADAS SOBRESALE DE LA OTRA CAPA. AMBOS MARGENES SE COMPRIMEN MEDIANTE DOS PIEZAS DE HERRAMIENTA SOLDADAS NO REPRESENTADAS, Y DESPUES SE DESBORDA LA CAPA INTERIOR PARA FORMAR UNA CAPA CPNTIGUA ALREDEDOR DE LOS MARGENES EXTERNOS .LA APLICACION DE LA LAMINA COMO MATERIAL DE EMBALAJE COMO CONDUCTO TUBULAR ESTA GARANTIZADO YA QUE PARA UN GENERO DE EMBALAJE SE CONTACTA SOLAMENTE POR LA CAPA INTERIOR Y SE EVITA UNA REACCION NO DESEADA CON LA OTRA CAPA.
MIEMBROS POLIOLEFINICOS DE UNION POR FUSION.
(01/02/1993). Solicitante/s: BRITISH GAS PLC. Inventor/es: DICKINSON, ALAN, JOHN, STAFFORD, TREVOR GEORGE.
EL PRIMERO Y SEGUNDO MIEMBROS (POR EJEMPLO TUBERIAS, ARMADURAS) DE MATERIAL POLIOLEFICO ENTRECRUZADO, TAL COMO POLIETILENO QUE TIENE UN INDICE DE FLUJO EN FUNDIDO (MFI) CERO, SE UNEN UTILIZANDO UN TERCER MIEMBRO DE MATERIAL POLIOLEFINICO, TAL COMO POLIETILENO QUE TIENE UN MFI MAS ALTO, POR EJEMPLO 0,3. EL PRIMER MIEMBRO Y EL TERCER MIEMBRO SUJETADO POR ABRAZADERAS DE UNA MAQUINA DE FUSION EXTREMA SE PRESIONAN CONTRA CARAS OPUESTAS DE UNA PLACA DE CALENTAMIENTO, QUE LUEGO SE RETIRA, Y LOS MIEMBROS SE APRIETAN CON ABRAZADERAS. SOLO EL TERCER MIEMBRO SE VUELVE PARA FORMAR REBORDES . PARTE DEL TERCER MIEMBRO SE ELIMINA PARA DEJAR UNA PARTE DE TETON . EL SEGUNDO MIEMBRO SE UNE A LA SUPERFICIE DEL TETON UTILIZANDO LA PLACA CALEFACTORA. LA PARTE SE VUELVE DEJANDO UNA OBLEA FINA . LAS DOS INTERFASES LIMITAN EL CRECIMIENTO DE GRIETAS EN LA OBLEA PARA EVITAR SU PROPAGACION A TRAVES DEL ESPESOR DEL TUBO BAJO LA TENSION DE LA ARGOLLA. LOS REBORDES SE ELIMINAN PREFERIBLEMENTE EN CADA PASO.
CONTENEDOR Y METODO PARA SU CIERRE.
(16/11/1992). Solicitante/s: PLM AB. Inventor/es: PEDERSEN, JAN, RUNE, SORENSEN, ERLING, OEHLENSCHLAEGER, ULLA.
UNA PORCION DE MATERIAL ORIENTADO ES CONVERTIDO A TRAVES DE CALENTAMIENTO EN UN ARWA CONTIGUA LIMITANDO LA SUPERFICIE DE LA PORCION DE MATERIAL EN UNA CAPA DE MATERIAL SUSTANCIALMENTE NO ORIENTADO. UNA PELICULA SE FIJA A LA CAPA DE FIJACION EN LA QUE LA PELICULA SE PRESIONA CON LA AYUDA DE COMPRESION Y SISTEMAS DE CALENTADO A LA CAPA . A TRAVES DEL CALOR AUXILIAR DE LOS METODOS EL NECESARIO CALOR ES PROPORCIONADO A LA PELICULA LA CUAL SE FIJARA A LA CAPA DE FIJACION A CAUSA DE QUE LA PELICULA ESTA DEPOSITADA EN LA CAPA DE MATERIAL PLASTICO NO ORIENTADO,SE LOGRA EL ALMACEMNAJE SEPARADO ENTRE LA PELICULA Y LA PORCION DE MATERIAL . FIG 5.
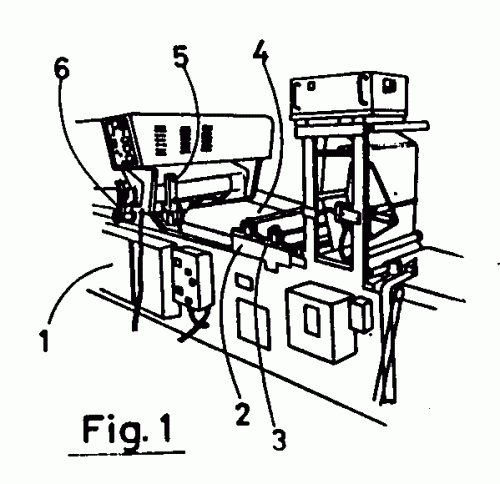
PERFECCIONAMIENTOS EN LOS SISTEMAS DE SOLDADURA DE LAS MAQUINAS PARA LA FABRICACION DE BOLSAS DE MATERIAL PLASTICO.
(16/06/1992). Ver ilustración. Solicitante/s: MANIPULACION DE BOSSES, S.L. Inventor/es: FOLCH SEGARRA, DANIEL.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE SOLDADURA DE LAS MAQUINAS PARA LA FABRICACION DE BOLSAS DE MATERIAL PLASTICO, CARACTERIZADOS POR PROCEDER A UNA FASE DE SOLDADURA PREVIA EN LAS ZONAS DE LA SECCION TRANSVERSAL A SOLDAR DE LA BANDA DE MATERIAL PLASTICO PARA FABRICACION DE LAS BOLSAS, EN LAS QUE EXISTE MAYOR ESPESOR QUE EN EL RESTO DE LA SECCION TRANSVERSAL DE LA BANDA EN LA QUE SE DEBE REALIZAR LA UNION POR SOLDADURA, EFECTUANDOSE POSTERIORMENTE UNA SOLDADURA FINAL QUE ABARCA LA TOTALIDAD DE DICHA SECCION TRANSVERSAL DE LA BANDA Y QUE QUEDA SITUADA SOBRE LAS ZONAS SOMETIDAS ANTERIORMENTE A SOLDADURA PREVIA. PARA LA REALIZACION DE LA FASE DE SOLDADURA PREVIA Y DE LA SOLDADURA DEFINITIVA SE DISPONEN CABEZALES SEPARADOS QUE ACTUAN SIMULTANEAMENTE EN EL TIEMPO.
UNION DE BARRAS POLIOEFINICAS POR FUSION.
(01/03/1992). Solicitante/s: BRITISH GAS PLC. Inventor/es: DICKINSON, ALAN, JOHN, STAFFORD, TREVOR GEORGE.
BARRAS, Y EN ESPECIAL LAS HUECAS 10, 12 COMO LAS TUBERIAS Y LOS EMPALMES DE TUBERIAS, CON UNA TUBERIA 12 DE MATERIAL DE POLIETILENO ENTRECRUZADO Y LA OTRA TUBERIA 10 DE MATERIAL DE POLIETILENO DE DENSIDAD MEDIA, SE JUNTAN POR FUSION USANDO UNA MAQUINA DE FUSION. LA SUPERFICIES EXTREMAS DE LAS BARRAS SE PRESIONAN A ALTA PRESION CONTRA UN DISCO CALIENTE 18 PARA DEFORMAR SOLAMENTE EL MATERIAL DE DENSIDAD MEDIA PARA FORMAR BORDONES. LA PRESION SE REDUCE ENTONCES EN UNA FASE DE REMOJO Y EL PLATO SE RECOMPONE Y LAS SUPERFICES SON ACOPLADAS A ALTA PRESION. LOS BORDONES FORMADOS ESTAN JUNTO A LA SUPERFICIE DE CONTACTO ENTRE LAS BARRAS Y AMBOS BORDONES SON REBAJADOS HASTA EL MEDIO DE DENSIDAD MATERIAL, BARRA 10. LA CUIDADOSA ALINEACION EVITARA FALLOS PROVOCADOS CUANDO LOS BORDONES NO CUBRAN LAS PARTES EXPUESTAS EN LAS SUPERFICIES EXTREMAS. OTROS MATERIALES INCLUYEN TIPOS DE POLIPROPILENO, COPOLIMEROS O MONOPOLIMEROS. LOS SISTEMAS DE DISTRIBUCION DE GAS NATURAL PUDEN FABRICARSE UTILIZANDO EL INVENTO.
UNIDAD INDUCTORA DE CALOR PARA UNIR POR CALENTAMIENTO UNA TAPADERA, QUE TIENE UNA CAPA METALICA, A UN RECIPIENTE.
(16/11/1991). Solicitante/s: CONTINENTAL CAN COMPANY, INC.. Inventor/es: MOHR, GLENN R., ROTH, DONALD J.
APARATO PARA UNIR POR CALENTAMIENTO UNA TAPADERA, CON UNA CAPA METALICA, A UN RECIPIENTE DE PLASTICO. EL RECIPIENTE, LLENO DE PRODUCTO, SE COLOCA EN UN ELEMENTO DE MONTAJE EN SERIE Y UNA TAPADERA ES COLOCADA ENCIMA DEL MISMO. LA TAPADERA TIENE AL MENOS UNA ESQUINA DE LA QUE SE PROYECTA UN TIRADOR. LA UNIDAD INDUCTORA DE CALOR ESTA ASOCIADA A LA TAPADERA Y LA PRESIONA FUERTEMENTE CONTRA EL RECIPIENTE, ALTIEMPO QUE INDUCE ENERGIA ELECTRICA CONTROLADA A LA CAPA METALICA. LA UNIDAD INDUCTORA DE CALOR LLEVA ELEMENTOS DE FERRITA, ORDENADOS DE FORMA ESPECIFICA PARA CONTROLAR LA INDUCCION DE CORRIENTE SOBRE LA CAPA METALICA. LAS PIEZAS DE FERRITA JUNTO CON LA BOBINA DE INDUCCION SIRVEN PARA CONCENTRAR LA ENERGIA ELECTRICA INDUCIDA EN ALINEACION CON LA BOBINA DE INDUCCION A PESAR DE LA EXISTENCIA DE UNA ESQUINA Y DE QUE SALGA DE ESTA UN TIRADOR.
{kind=link}
{kind=link}