CIP-2021 : B29C 65/02 : por calor, con o sin presión.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/02[1] › por calor, con o sin presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/02 · por calor, con o sin presión.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE FABRICACION DE CORTINAS FLEXIBLES DE TODAS DIMENSIONES Y DISPOSITIVO PARA SU EJECUCION.
(16/07/1991). Solicitante/s: NERGECO S.A.. Inventor/es: KRAEUTLER, BERNARD.
UN DISPOSITIVO DE FABRICACION DE UNA CORTINA FLEXIBLE RIGIDA EN INTERVALOS REGULARES POR BARRAS DE ARMADURA , DEL TIPO DE CORTINAS DE PUERTAS DE MANTENIMIENTO, INCLUYENDO UN LUGAR DE SOLDADURA DESPLAZABLE SEGUN TRES EJES ORTOGONALES, UNA MESA O BASTIDOR QUE COMPRENDE UN PLATO EVENTUALMENTE PROVISTO DE AL MENOS UNA SERIE DE RANURAS (A,B,C,D,E,F;A,G,H,I ,F) EQUIDISTANTES, PARALELAS A UNO DE LOS EJES DE DESPLAZAMIENTO DEL LUGAR DE SOLDADURA Y, AL MENOS, DOS ORGANOS DE MANTENIMIENTO (7,7') PERPENDICULARES A DICHAS RANURAS, SIENDO UNO DE ESTOS ORGANOS MOVIL. LA INVENCION TIENE POR OBJETO IGUALMENTE UN PROCEDIMIENTO POR EL QUE EL DISPOSITIVO PERMITE LA EJECUCION DE TALES CORTINAS FABRICADAS SEGUN EL MISMO.
UN ACOPLADOR DE ELECTROFUSION.
(01/07/1990). Solicitante/s: GLYNWED TUBES & FITTINGS LIMITED. Inventor/es: BARFIELD, MALCOLM RAYMOND.
SE USA LA MANGA DE UN ACOPLADOR PARA CONECTAR A LA VEZ DOS TUBOS PLASTIFICADOS PARA AJUSTAR EL FINAL EN LA MANGA OPUESTA Y PASANDO UNA CORRIENTE ELECTRICA A TRAVES DE UNA RESISTENCIA EMPOTRADA EN LA MANGA ADYACENTE PARA FUNDIR CONJUNTAMENTE LOS TUBOS Y LAS MANGAS INCORPORADAS A LAS PIEZAS PARA INDICAR SI LA ENERGIA ELECTRICA ES ADECUADA. EL INDICADOR SE EXTIENDE EN LA MANGA DESDE EL EXTERIOR AL INTERIOR. CUANDO LA RESISTENCIA SE CARGA EL MATERIAL PLASTICO ES FORZADO POR LA PRESION PRODUCIDA POR EL CALOR, A SUBIR EL HUECO Y PROYECTADO FUERA DE LA SUPERFICIE DE LA MANGA. LA MANGA PUEDE COMPRIMIR EL PLASTICO COLOCADO COLOCANDOLO EN LA POSICION SI LA FUNSION HA SIDO ADECUADA LA CONTRACION DEL MATERIAL VA DE LA POSICION DESDE EL HUECO A LA.
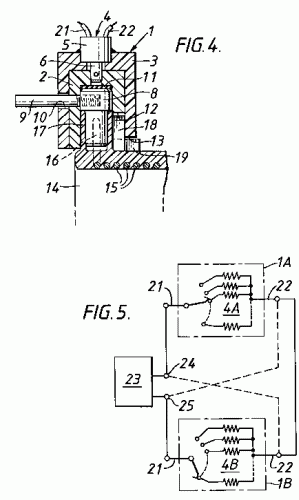
UN SISTEMA PARA ACTIVAR ELECTRICAMENTE UN ADAPTADOR DE ELECTROFUSION PARA TUBERIAS.
(01/01/1990). Ver ilustración. Solicitante/s: BRITISH GAS PLC. Inventor/es: JOHNSON, ALAN.
UN SISTEMA PARA ACTIVAR ELECTRICAMENTE UN ADAPTADOR DE ELECTROFUSION PARA TUBERIAS, DEL TIPO QUE TIENE AL MENOS UN TERMINAL PARA CONECTARSE A UNA FUENTE DE ACTIVACION ELECTRICA. COMPRENDE UN MEDIO DE CIRCUITO ELECTRONICO PARA CONTROLAR EL PERIODO Y/O VALOR DE LA ACTIVACION ELECTRICA NECESARIA PARA LA ELECTROFUSION; Y UN MEDIO PARA CONECTAR EL TERMINAL O CADA TERMINAL AL MEDIO DE CIRCUITO DE TAL MANERA QUE EL ADAPTADOR EN PARTICULAR SEA IDENTIFICADO POR EL MEDIO DE CIRCUITO EN LO QUE SE REFIERE AL PERIODO Y/O VALOR PARTICULARES DE LA ACTIVACION ELECTRICA POR EL NECESARIA.
PROCEDIMIENTO Y DISPOSITIVO PARA EL ENSAMBLAJE DE DOS PELICULAS, ESPECIALMENTE AQUELLAS QUE TIENEN ALGUNAS MICRAS DE ESPESOR.
(01/11/1989). Solicitante/s: CENTRE NATIONAL D'ETUDES SPATIALES (C.N.E.S.) ETABLISSEMENT PUBLIC, SCIENTIFIQUE ET. Inventor/es: REGIPA, ROBERT.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO DE ENSAMBLAJE POR TERMOSCELAJE DE PELICULAS DISPUESTAS EN CARRETE , EN PARTICULAR PELICULAS CON ALGUNAS MICRAS DE ESPESOR. ESTE PROCEDIMIENTO CONSISTE, EN UNA PRIMERA ETAPA, EN DESPLEGAR UNA PRIMERA PELICULA SOBRE UNA MESA DE ENSAMBLAJE RIBETEANDO UNO DE LOS BORDES LONGITUDINALES POR MEDIO DE UNA CINTA DE ENSAMBLAJE Y UNA CINTA DE POSICIONAMIENTO FIJADA SOBRE LA CARA DE LA CINTA DE ENSAMBLAJE OPUESTA A LA PELICULA. UNA VEZ QUE SE OBTIENE LA LONGITUD DESEADA DE LA PELICULA, ESTA ES RECORTADA TRANSVERSALMENTE Y LA CINTA DE POSICIONAMIENTO ES ENTONCES UTILIZADA PARA ASEGURAR LA MANIPULACION DE ESTA PRIMERA PELICULA Y SU ALINEAMIENTO CON UN TRAMO DE LA PELICULA DISPUESTA EN EL CARRETE . LA SEGUNDA FASE DE ENSAMBLAJE CONSISTE EN DESPLEGAR A LA PELICULA SOBRE LA MESA RIBETEANDO UN BORDE LONGITUDINAL DE DICHA PELICULA CON LA CARA EXTERNA DE LA CINTA DE ENSAMBLAJE , DESPUES DE HABER SEPARADO LA CINTA DE POSICIONAMIENTO Y ESTA CINTA DE ENSAMBLAJE.
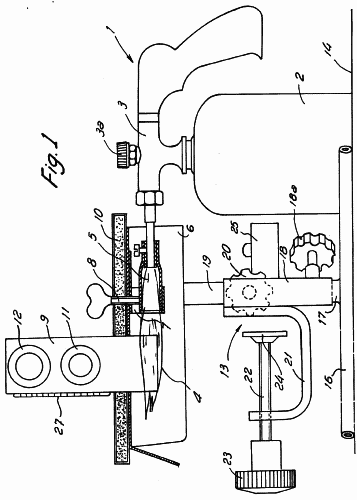
DISPOSITIVO PARA LA SOLDADURA DE TUBOS DE PLASTICO.
(01/04/1989). Ver ilustración. Solicitante/s: MUSSI NEGRI, JOSE.
DISPOSITIVO PARA LA SOLDADURA DE TUBOS DE PLASTICO, CARACTERIZADO PORQUE COMPRENDE UNA LAMPARA DE SOLDADOR LANZALLAMA CONVENCIONAL, CUYA BOQUILLA DE SALIDA DE LA LLAMA VA ACOPLADA A UN EXTREMO DE UNA CANAL LAMINAR METALICA DE SECCION EN U INVERTIDA APOYADA EN UN SOPORTE Y ATRAVESADA POR UNA PLACA VERTICAL BUENA CONDUCTORA DEL CALOR QUE SOBRESALE RESPECTO DE UNA PLANCHA TERMOAISLANTE FIJADA EXTERIORMENTE SOBRE EL CANAL, CUYA PLACA SOSTIENE AL MENOS UN PAR DE MATRICES, MACHO Y HEMBRA, LATERALMENTE OPUESTAS EN DICHA PLACA, CORRESPONDIENTES A UN RESPECTIVO EXTREMO DE DOS TUBOS DE UN DETERMINADO DIAMETRO, CUYA PLACA ES CALENTADA DIRECTAMENTE POR LA LLAMA Y TRANSMITE EL CALOR A DICHAS MATRICES A LAS QUE ULTERIORMENTE SE APLICAN LOS EXTREMOS DE LOS TUBOS PARA ABLANDARLOS Y PROCEDER LUEGO A SOLDARLOS POR ENCHUFE DE AMBOS.
PROCEDIMIENTO PARA CORTAR Y CERRAR MALLAS TUBULARES DE MATERIAL TERMOSOLDABLE, MEDIANTE APLICACION DE CALOR.
(01/12/1988). Ver ilustración. Solicitante/s: MATEO GRAU E HIJOS, S.A.. Inventor/es: GRAU GUASCH, SALVADOR.
PROCEDIMIENTO PARA CORTAR Y CERRAR MALLAS TUBULARES DE MATERIAL TERMOSOLDABLE, MEDIANTE APLICACION DEL CALOR, EN EL QUE EN UNA SOLA OPERACION SE APLICA UN VASTAGO CALIENTE ENTRE DOS PUNTOS CERCANOS DE LA MALLA, DE MODO QUE EN DICHA OPERACION QUEDEN CERRADOS SIMULTANEAMENTE EL EXTREMO POSTERIOR DE LA SIGUIENTE BOLSA DE MALLA, A LA VEZ QUE QUEDA DEFINITIVAMENTE INDIVIDUALIZA LA PRIMERA BOLSA DE AMBAS, QUE YA TIENE SUS DOS EXTREMOS CERRADOS, Y UNA VEZ CORTADA LA MALLA MEDIANTE DICHA APLICACION DEL VASTAGO CALIENTE, SE ENFRIAN LOS EXTREMOS DE LA MALLA FUNDIDOS Y RECIEN CORTADOS DE LA PRIMERA Y DE LA SEGUNDA BOLSA MEDIANTE LA APLICACION EN CADA UNO DE ELLOS DE UN GOLPE BRUSCO Y/O UNA PRESION.
METODO PARA UNIR GENEROS REVESTIDOS CON ELASTOMEROS DE SILICONA.
(01/10/1988). Ver ilustración. Solicitante/s: TORAY SILICONE COMPANY, LIMITED. Inventor/es: SUGANUMA, NORIYUKI, MIKAMI, RYUZO, SHIMII, HIDEO.
METODO PARA UNIR GENEROS REVESTIDOS CON ELASTOMEROS DE SILICONA. SE UNEN ENTRE SI TROZOS DE GENERO REVESTIDO CON ELASTOMERO DE SILICONA APLICANDO PRIMERO UNA PELICULA FINA DE COPOLIMERO ORGANICO DE ORGANOSILICIO TERMOPLASTICO SOBRE LA SUPERFICIE DEL GENERO REVESTIDO DONDE SE VA A UNIR PARA DAR UN BORDE TERMOPLASTICO, SOLAPANDO EL BORDE TERMOPLASTICO, SOLAPANDO LOS BORDES TERMOPLASTICOS E INSERTANDO UNA PELICULA FINA DE UN COPOLIMERO ORGANICO DE ORGANOSOLICIO TERMOPLASTICO DEL MISMO TIPO QUE EL UTILIZADO PARA FORMAR LOS BORDES TERMOPLASTICOS, Y DESPUES PRESIONANDO CON CALOR EL MONTAJE. DESPUES DE ENFRIAR, LOS TROZOS DE GENERO SE UNEN ENTRE SI A TRAVES DE LA CAPA DE COPOLIMERO ORGANICO DE ORGANOSILICIO TERMOPLASTICO UNIFICADA. LOS GENEROS REVESTIDOS CON ELASTOMEROS DE SILICONA TIENEN APLICACION COMO MATERIALES AISLANTES DE LA ELECTRICIDAD, HOJAS RADIADORAS, DIAFRAGMAS, MATERIALES DE SELLADO Y PORTACABLES, ETC. ADEMAS, SE HA PROPUESTO SU EMPLEO COMO MATERIAL Y PARA ROPAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA SUPERFICIAL CONTINUA DE HOJAS PLACAS BARRAS Y-O TUBOS DE MATERIALES SINTETICOS TERMOPLASTICOS.
(01/07/1988). Solicitante/s: NOEL, MARQUET & CIE. S.A.. Inventor/es: NOEL, GERT.
SE PROPORCIONAN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA SOLDAR ENTRE SI SUPERFICIES DE MATERIAL SINTETICO. LAS SUPERFICIES DE MATERIAL SINTETICO QUE HAN DE SOLDARSE SE CONDUCEN SOBRE UN EQUIPO DISTANCIADOR POR DELANTE DE UNA FUENTE DE CALOR ELECTRICAMENTE CALDEADA Y A CIERTA DISTANCIA DE ELLA, DE TAL MANERA QUE SE FORMA UN CANAL DE CALDEO, FUNDIENDOSE LAS SUPERFICIES Y COMPRIMIENDOSE A CONTINUACION UNA CONTRA OTRA. EL PROCEDIMIENTO Y EL DISPOSITIVO SON ESPECIALMENTE ADECUADOS PARA SOLDAR HOJAS, PLACAS, BARRAS Y/O TUBOS DE MATERIALES ESPUMADOS, PARTICULARMENTE LOS DE POLIETILENOS NO RETICULADOS DE BAJA DENSIDAD.
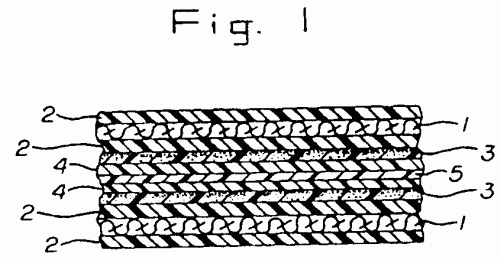
PANEL DE ESPUMA DE PLASTICO EXTRUIDO Y METODO DE FABRICARLO.
(16/04/1988). Solicitante/s: THE DOW CHIMICAL COMPANY. Inventor/es: SHIMPO, KEIJI, MATSUE, KENJI.
EL PANEL DE ESPUMA DE PLASTICO DESCRITO TIENE AL MENOS DOS CAPAS DISTINTAS, TENIENDO CADA CAPA UNA ESTRUCTURA DE CELDAS CERRADAS. UNA CAPA ES RELATIVAMENTE RIGIDA Y EXISTE AL MENOS UNA CAPA SUPERFICIAL QUE ES RELATIVAMENTE COMPRESIBLE Y FLEXIBLE. LA CAPA RIGIDA ES ENTERIZA CON LA CAPA O CAPAS COMPRESIBLES. EL METODO DE FABRICACION IMPLICA HACER PASAR AL MENOS UN PANEL DE ESPUMA DE MATERIAL DE ALIMENTACION A TRAVES DE UN PAR DE RODILLOS SEPARADOS A UNA DISTANCIA QUE ES MENOR QUE EL ESPESOR TOTAL DEL PANEL. ESTE PANEL ES ADECUADO PARA MONTARLO SOBRE LAS PAREDES DE EDIFICIOS Y DEPOSITOS EN CALIDAD DE AISLANTE TERMICO O AMORTIGUADOR DE IMPACTOS.
UN DISPOSITIVO PARA SOLDAR POR PUNTOS MATERIAL EN HOJA.
(16/05/1987). Solicitante/s: THE COCA-COLA COMPANY.
BOQUILLA SOLDADORA POR PUNTOS DE UN APARATO DE SOLDADURA ULTRASONICA.CONSTA DE: UNA PLURALIDAD DE PROYECCIONES CONICAS , INTERCALADAS ALTERNATIVAMENTE CON VARIOS DEPOSITOS A LO LARGO DE LA BASE DEL PICO Y UTILIZADAS PARA CONCENTRAR LA ENERGIA ULTRASONICA EN CONTACTO CON LOS PERFILES ; Y DEPOSITOS CON FORMA SEMIESFERICA Y SE DIMENSIONAN PARA ACUMULAR 1,5 VECES EL VOLUMEN DE UNA PROYECCION CONICA . SE UTILIZA EN LA SOLDADURA ELECTRONICA DE POLIETILENO.
UN SISTEMA PARA SOLDAR POR PUNTOS ENTRE SI UNA PLURALIDAD DE HOJAS DE MATERIAL TERMOPLASTICO.
(16/02/1987). Solicitante/s: THE COCA-COLA COMPANY.
SISTEMA PARA SOLDAR POR PUNTOS UNA PLURALIDAD DE HOJAS DE MATERIAL. CONSISTE EN EMPLEAR UNA PLURALIDAD DE PICOS DE SOLDAR, PARA CONTACTO CON UN LADO DE HOJAS YUXTAPUESTAS PRIMERA Y SEGUNDA DE MATERIAL , POR MOVIMIENTO DE UN YUNQUE SOBRE EL QUE SE DISPONE EL MATERIAL; DONDE POR MEDIO DE UNA BOCINA ULTRAOSNICA SE APLICA ENERGIA ULTRASONICA A LAS HOJAS DE MATERIAL QUE HAN DE SER UNIDAS, Y AL HACER CONTACTO LAS PROYECCIONES CONICAS DEL PICO SOLDADOR CON EL MATERIAL EN HOJA EN PUNTOS QUE SE ALTERNAN A LO LARGO DEL MISMO, LA ENERGIA ULTRASONICA SE CONCENTRA EN ESE PUNTO; CON ELLO SE REBLANDECE EL MATERIAL EN HOJA Y SE DESPLAZA POR CONTACTO CON LAS PROYECCIONES CONICAS. ES UTIL PARA SOLDAR MATERIALES TERMOPLASTICOS.
UN METODO PARA FORMAR ARTICULOS ESPONJADOS O ESPUMADOS DE CAPAS MULTIPLES.
(16/11/1986). Solicitante/s: COLAMCO,INC.
METODO PARA FORMAR ARTICULOS DE ESPUMA DE CAPAS MULTIPLES. COMPRENDE: A) TRATAR CON UN ADHESIVO A LAS DOS CAPAS DE ESPUMA RESILIENTE; B) UNIR A LAS CAPAS TRATADAS CON ADHESIVO; C) DEFORMAR EL ARTICULO COMPUESTO DE MULTIPLES CAPAS PARA FORMAR UN ESTRIADO EN EL CONTORNO CURVADO; D) PRENSAR AL ADHESIVO EN EL MOLDE, PARA CURARLO Y FORMAR UN ARTICULO; E) TRATAR AL MATERIAL DE CUBIERTA CON UN ADHESIVO ADECUADO; F) APLICAR EL MATERIAL DE CUBIERTA AL ARTICULO FORMADO; Y G) PRENSAR EN CALIENTE SIMULTANEAMENTE A LA CUBIERTA AL ARTICULO EN EL PRENSADO DEL ARTICULO EN EL MOLDE. EL ADHESIVO SE ELIGE ENTRE ADHESIVOS EPOXIDICOS Y ADHESIVOS BLANDOS DE LATEX, Y EL MATERIAL DE CUBIERTA SE ELIGE ENTRE TELAS, TEJIDOS Y LAMINAS DE PLASTICO PLEGABLES Y EL MOLDE SE ELIGE EN UTILES DE TROQUELAR Y PLACAS FOTOINCISAS.
MAQUINA PARA LA FABRICACION EN CONTINUO DE CUERPOS EN BANDA IMPREGNADOS.
(01/04/1986). Solicitante/s: REIGPLAS,S.A.
PERFECCIONAMIENTOS EN UNA MAQUINA PARA LA FABRICACION EN CONTINUO DE CUERPOS EN BANDA IMPREGNADOS. COMPRENDEN: UNOS ALOJAMIENTOS RECEPTORES DE UNAS BOBINAS DE MATERIALES EN BANDA, CON UNAS PISTAS PARA EL DESPLAZAMIENTO DE LAS BANDAS ; UNOS PARES DE RODILLOS MOTRICES DE PRESION GRADUABLE Y VELOCIDAD CONTROLABLE QUE TIRAN DE CADA UNA DE LAS BANDAS; UN PAR DE RODILLOS QUE TIRA CONJUNTAMENTE DE LAS BANDAS YUXTAPUESTAS, DE PRESION Y VELOCIDAD REGULABLES; UN CARRO DESPLAZABLE PORTADOR DE UN GRUPO CALEFACTOR ; UN DISPOSITIVO IMPREGNADOR DE UNA SUSTANCIA ABRILLANTADORA, CON UNA CAMARA CON ORIFICIOS DE SALIDA DEL PRODUCTO A PRESION PROCEDENTE DE UN DEPOSITO ALIMENTADOR; UN TUNEL DE SECADO POR EL QUE CIRCULA UNA CORRIENTE DE AIRE Y EN CUYO INTERIOR DISCURREN LAS BANDAS TERMOSOLDADAS.
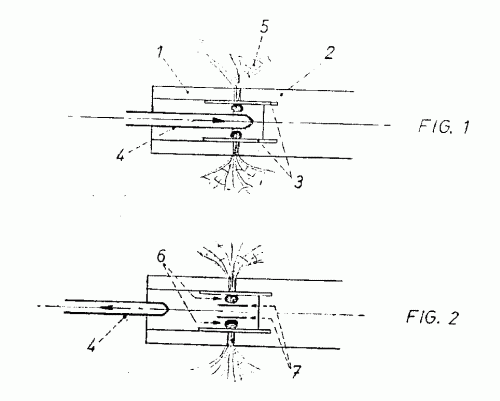
UN PROCEDIMIENTO PARA INYECTAR UN COMBUSTIBLE PULVERIZADO, EN UN ALTO HORNO.
(16/05/1984). Solicitante/s: KABUSHIKI KAISHA KOBE SEIKO SHO.
SISTEMA PARA INYECTAR UN COMBUSTIBLE PULVERIZADO, EN UN ALTO HORNO.CONSTA DE UN QUEMADOR DE INYECCION DE COMBUSTIBLE PULVERULENTO, INTRODUCIBLE EN UN TUBO DE SOPLADO A TRAVES DE UNA PARED DEL MISMO, JUNTO A LA TOBERA DE UN ALTO HORNO. SE INYECTA COMBUSTIBLE JUNTO CON UNA CORRIENTE DE AIRE CALIENTE POR EL TUBO DE SOPLADO, ESTANDO CONFORMADA LA BOQUILLA DEL EXTREMO DEL QUEMADOR COMO UN HUSO.
METODO Y APARATO PARA SOLDAR SUPERFICIES DE MATERIAL TERMOPLASTICO.
(01/06/1983). Solicitante/s: GUNDLE HOLDINGS(PROPIETARY)LIMITED.
DISPOSITIVO PARA SOLDAR SUPERFICIES DE MATERIAL TERMOPLASTICO. COMPRENDE UN ALIMENTADOR DE MATERIAL TERMOPLASTICO CON UN MIEMBRO GIRATORIO QUE PROPORCIONA UN PASO ANULAR HASTA UNA TOBERA DE SALIDA. DELANTE DEL BORDE DELANTERO DEL TUBO DE DISTRIBUCION HAY UN DISPOSITIVO DE CALENTAMIENTO PARA PRECALENTAR EL MATERIAL ANTES DE LA SOLDADURA.
PROCEDIMIENTO Y MAQUINA PARA EL TERMOSELLADO DE UNA CAPSULA O TAPON DE CIERRE SOBRE UN RECIPIENTE.
(01/04/1981). Solicitante/s: ATO-BOUCHON RAPID.
PROCEDIMIENTO PARA EL TERMOSELLADO DE UNA CAPSULA O TAPON DE CIERRE SOBRE UN RECIPIENTE. EL TERMOSELLADO SE REALIZA POR CALENTAMIENTO, DEBIDO A INDUCCION POR ALTA FRECUENCIA. UNIDO A LA CAPSULA DEL RECIPIENTE SE COLOCA UN RELE FOCALIZADOR CONSISTENTE EN UNA CORONA METALICA CON UNA HENDIDURA . EL CONJUNTO CAPSULA-RELE ES MOVIL RESPECTO DEL ANILLO INDUCTOR FIJO. LA PERIFERIA DEL RELE CONSTITUYE UN ANILLO CONDUCTOR EN EL QUE SE INDUCE UNA CORRIENTE AL VARIAR EL FLUJO. ESTA CORRIENTE SE TRANSMITE AL BORDE INTERNO QUE RESTITUYE EL EFECTO JOULE EN LAS PARTES METALICAS DE LA CAPSULA. EL PRESENTE METODO PERMITE LA REALIZACION DEL PROCESO DE TERMOSELLADO EN MAQUINAS TRANSFER.
DISPOSITIVO PARA LA TERMOSOLDADURA DE OPERCULOS.
(16/03/1979). Solicitante/s: SERAC.
Dispositivo para la termosoldadura de opérculos compuestos constituidos por una hoja de aleación ligera y una capa de material termoplástico sobre recipientes de vidrio, que comprende medios elásticos deformables de aplicación de presión, medios de caldeo y medios para poner selectivamente en contacto de presión estos medios deformables y un opérculo en posición sobre un orificio de recipiente, caracterizado porque los medios elásticos deformables están constituidos por una membrana flexible tensada por su periferia sobre un marco de soporte, estando previstos medios caloportadores para transmitir un flujo de calor procedente de los medios de caldeo a la cara de esta membrana opuesta al opérculo a termosoldar.
PROCEDIMIENTO CON SU INSTALACION CORRESPONDIENTE PARA OBTENER RECIPIENTES CON CIERRE ESTANCO E INVIOLABLE.
(16/10/1978). Solicitante/s: SOCIETE ANONYME DES EAUX MINERALES D'EVIAN.
Resumen no disponible.
INSTALACION PARA FABRICAR RECIPIENTES DE ENVASE, EN PARTICULAR TUBOS.
(01/06/1978). Solicitante/s: KARL MAGERLE.
Resumen no disponible.
DISPOSITIVO PARA EMPALME DE ELEMENTOS LINEALES DE PLASTICO.
(16/05/1978). Solicitante/s: FERNANDEZ PEREZ,EMILIO.
Dispositivo para empalme de elementos lineales de plástico caracterizado esencialmente por el hecho de que consta de una guía acanalada solidaria de un soporte, cuya guía presenta medios de fijación amovible de uno de los extremos a empalmar, frente a la cual se halla montada una segunda guía móvil, complementaria de la primera y alineada a ella, con su extremo perfectamente ajustable al de la guía fija, dotada a su vez de medios de fijación del otro extremo a empalmar, cuya guía móvil es empujada elásticamente hacia la guía fija, disponiendo de medios de accionamiento para separarla de ella.
UN METODO DE UNION DE CORREAS O CINCHAS TEXTILES CON UN COMPUESTO DE POLIURETANO.
(16/02/1978). Solicitante/s: BBA GROUP PLC..
Un método de unión de correas o cinchas textiles con un compuesto de poliuretano, que consiste en recubrir los dos extremos de la correa o cincha que ha de ser unidos con una mezcla líquida colable, prácticamente a la temperatura ambiente, siendo la mezcla termocurable para formar el compuesto de poliuretano y estando constituida por lo menos por un componente que esta químicamente bloqueado para eliminar sustancialmente la reacción de curado a la temperatura ambiente y termocurar a una temperatura superior a la ambiente la mezcla situada sobre los extremos para unir dichos extremos después de que ambos se han puesto en contacto y cara a cara.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN RECIPIENTE JUNTO CON UN APARATO PARA SUJETAR UN MIEMBRO DE CIERRE CIRCULAR EN EL MISMO.
(16/12/1977). Solicitante/s: RHEEM MANUFACTURING COMPANY.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN TUBO DE ENVASE.
(01/11/1977). Solicitante/s: KARL MAGERLE.
Resumen no disponible.
PERFECCIONAMIENTOS EN APARATOS SOLDADORES PARA PRODUCIR UNA SOLDADURA CONTINUA ENTRE LAMINAS DE MATERIAL TERMOFUSIBLE.
(01/07/1977). Solicitante/s: GUNDLE PLASTICS (PROPRIETARY) LIMITED.
Resumen no disponible.
PROCEDIMIENTO Y APARATO DE CORTE Y SOLDEO DE PELICULAS DE MATERIA TERMOPLASTICA.
(01/01/1977). Solicitante/s: F. M. C. EUROPE, N. V.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS APARATOS PARA EL SELLADO ENTRE SI DE DOS CAPAS DE PLASTICO ABLANDABLE AL CALOR.
(01/11/1976). Solicitante/s: THE THAMES SACK AND BAG COMPANY LIMITED.
Resumen no disponible.
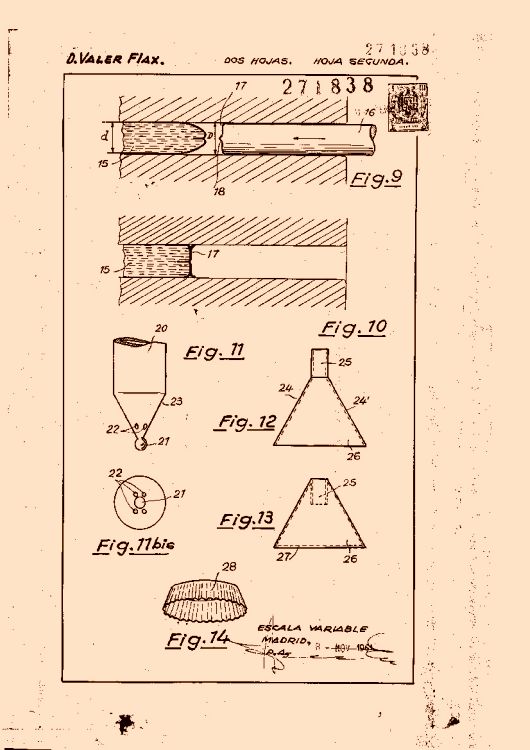
PROCEDIMIENTO PERFECCIONADO DE FABRICACIÓN PARA RECIPIENTES CONSTRUIDOS CON MATERIAL PLÁSTICO FLEXIBLE.
(01/03/1962). Ver ilustración. Solicitante/s: FLAX,VALER.
Resumen no disponible.
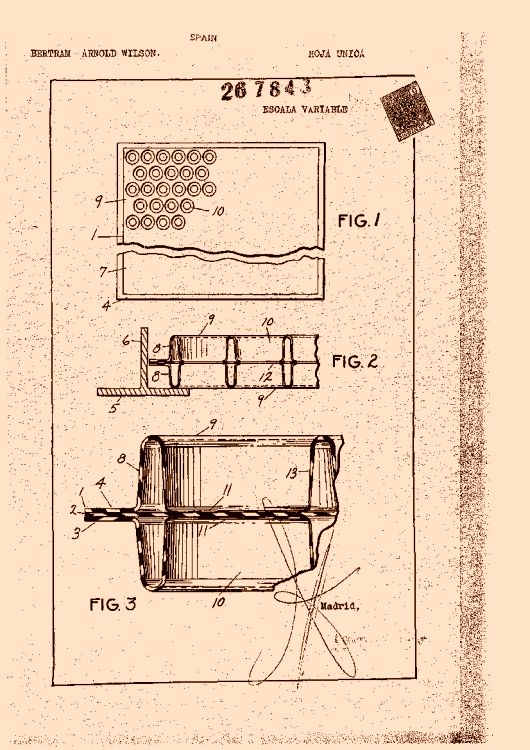
PERFECCIONAMIENTOS EN TABLEROS DE TRANSMISORES DE LUZ PARA TECHOS.
(01/10/1961). Ver ilustración. Solicitante/s: WILSON, BERTRAM ARNOLD.
Resumen no disponible.
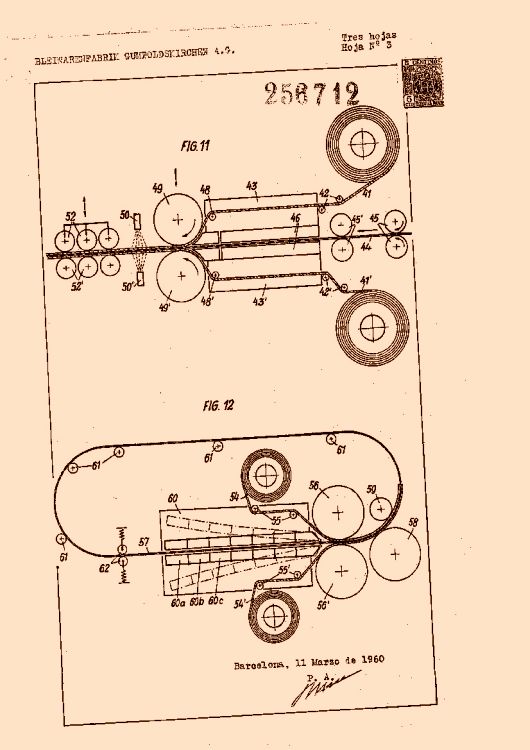
PROCEDIMIENTO PARA LA SOLDADURA DE CUERPOS DE MATERIAL TERMIPLÁSTICO, ESPECIALMENTE EN PLANCHA.
(01/07/1960). Ver ilustración. Solicitante/s: BLEIWARENFABRIK GUMPOLDSKIRCHEN AKTIENGESELLSCHAFT.
Procedimiento para la soldadura de cuerpos de material termoplástico, especialmente en plancha y partiendo, de preferencia, de polietileno y polipropileno, que se caracteriza esencialmente por el hecho de calentarse, como mínimo, una pieza metálica hasta la temperatura de reblandecimiento, preferiblemente hasta la de fluidez, del material plástico, cuya pieza metálica se intercala entre los cuerpos plástico a unir, sometiéndose luego el conjunto a una determinada presión.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}