CIP-2021 : B21D 26/02 : aplicando una presión mediante un fluido.
CIP-2021 › B › B21 › B21D › B21D 26/00 › B21D 26/02[1] › aplicando una presión mediante un fluido.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas.
B21D 26/02 · aplicando una presión mediante un fluido.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA LA FIJACION EXACTA DE POSICION DE VARIAS PIEZAS SOBRE UN CUERPO HUECO.
(16/03/1993) EL INVENTO SE TRATA DE UN DISPOSITIVO PARA LA FIJACION EXACTA DE POSICION DE VARIAS PIEZAS HABITUALMENTE EQUIPADAS CON UNA ABERTURA, SOBRE UN CUERPO HUECO , DONDE EN ESTADO DE SALIDA LA ABERTURA DE LAS PIEZAS ES MAS GRANDE QUE SU POSICION PRECALCULADA Y SE LLEVAN LAS PIEZAS EN POSICION PRECALCULADA SOBRE EL CUERPO HUECO , ANTES DE QUE SE EFECTUA EL PROCESO DE FIJACION A TRAVES DE ABOCINAMIENTO DEL CUERPO HUECO AL MENOS EN EL CAMPO DE LA POSICION DE FIJACION. PARA ESO SE AJUSTAN LAS PIEZAS PARA FIJAR EN ESCOTES DE UNA FORMA SEPARADA AL MENOS DE DOS PARTES, EN SENTIDO AXIAL, SE INTRODUCE EL CUERPO HUECO A LA ABERTURA DE LAS PIEZAS Y LA PIEZA DE MOLDE SE NIVELA Y SE MANTIENE A TRAVES DE UNA CAJA QUE LA RODEA. LA…
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS LAMINADOS METALICOS INTEGRALES DE ALEACIONES DE ALUMINIO DE ELEVADA RESISTENCIA.
(01/07/1992). Solicitante/s: DORNIER GMBH. Inventor/es: SAHM, KARL-FRIEDRICH, DR. PHYS., HOLBEIN, REINHOLD, DIPL.-ING.
MEDIANTE EL PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS LAMINADOS METALICOS INTEGRALES DE ALEACIONES DE ALUMINIO DE ELEVADA RESISTENCIA POR LA COMBINACION DE TECNICAS DE TRANSFORMACION SUPERPLASTICA Y CONEXION INTEGRAL, LOS ELEMENTOS LAMINADOS METALICOS SE CONECTARAN UNOS CON OTROS ANTES O DEPUES DE LAS SIGUIENTES TRANSFORMACIONES, MEDIANTE GALVANIZADO, CHAPEADO POR RODILLO O EXPLOSION, RADIACION DE IONES, INYECCION DE PLASMA, VAPORIZACION O UN TRATAMIENTO SEMEJANTES Y/O MEDIANTE EL EMPLEO DE CAPAS INTERMEDIAS EN FORMA DE LAMINAS, POLVO O PASTA O SIMILARES AL VACIO O EN UNA TMOSFERA INERTE, MEDIANTE PRESION ENTRE 20 Y 25 BAR Y TEMPERATURA ENTRE 516 C Y 600 C O MEDIANTE SOLDADURA.
METODO DE FORMACION DE ELEMENTOS DE ARMAZON REFORZADOS EN FORMA DE CAJA.
(01/07/1992). Solicitante/s: TI CORPORATE SERVICES LIMITED. Inventor/es: CUDINI, IVANO, G.
LA FORMACION DE ELEMENTOS DE ARMAZON HUECOS EN FORMA DE CAJA INCLUYE EL REFUERZO LOCALIZADO. LOS ELEMENTOS SE OBTIENEN FIJANDO UNA FUNDA A UN TUBO , DEFORMANDO EL TUBO Y LA FUNDA PARA EVITAR QUE TENGAN LUGAR PINZAMIENTOS AL CERRAR EL TROQUEL EN TORNO AL TUBO Y LA FUNDA DE FORMADOS EN UN TROQUEL SECCIONAL, Y EXPANDIENDO EL TUBO Y LA FUNDA EN DICHO TROQUEL PARA FORMAR EL ELEMENTO HUECO EN FORMA DE CAJA EN EL QUE LA FUNDA QUEDA MECANICAMENTE FIJADA SOBRE UNA PARTE INTERMEDIA Y DESCENTRADA HACIA DENTRO DEL TUBO . LA EXPANSION SE OBTIENE APLICANDO UNA PRESION INTERNA DENTRO DE DICHO TUBO.
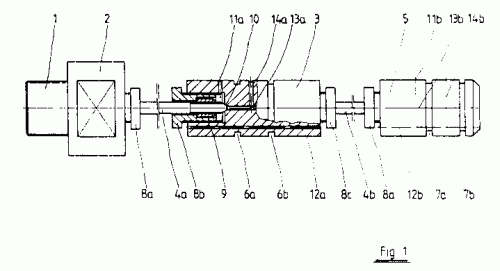
DISPOSITIVO PARA EL ENSANCHAMIENTO HIDRAULICO.
(01/11/1989). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: GREWE, HERIBERT, WEISS, KARL, FRIELINGSDORF, HERBERT.
SE PROPONE UNA SONDA A BASE DE UN MEDIO DE PRESION PARA EL ENSANCHAMIENTO HIDRAULICO SIMULTANEO DE VARIOS TRAMOS LONGITUDINALES DE UN ARBOL HUECO. SEGUN EL INVENTO, LA SONDA CONSISTE EN DISTINTOS TRAMOS LONGITUDINALES. DE ESTE MODO, SE ABRE LA POSIBILIDAD DE REALIZAR SONDAS DE GRAN LONGITUD QUE NO PUEDEN OBTENERSE EN LA MODALIDAD DE CONSTRUCCION DE UNA SOLA PIEZA A CONSECUENCIA DE LA LONGITUD DE ANIMA NECESARIA. LA ESTRUCTURA DE LA SONDA PUEDE VARIARSE FACILMENTE; LAS JUNTAS DEFECTUOSAS PUEDEN CAMBIARSE SIN ESFUERZO.
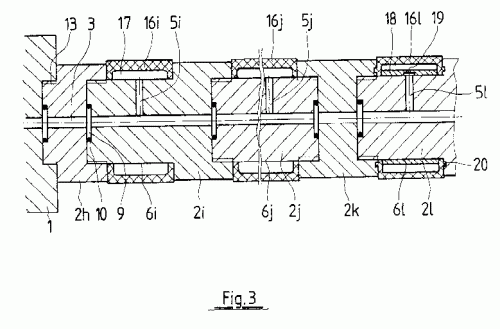
SONDA A BASE DE UN MEDIO DE PRESION.
(01/11/1989). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: GREWE, HERIBERT, WEISS, KARL, FRIELINGSDORF, HERBERT, SCHWARZ, ENGELBERT.
SONDA A BASE DE UN MEDIO DE PRESION PARA ENSANCHAR VARIOS TRAMOS LONGITUDINALES DE UN ARBOL HUECO, LA CUAL INCLUYE AL MENOS UN CANAL LONGITUDINAL PARA EL MEDIO DE PRESION Y RESPECTIVOS TALADROS RADIALES DE ALIMENTACION A CADA TRAMO LONGITUDINAL DEL ARBOL HUECO QUE SE HA DE ENSANCHAR, Y ELEMENTOS DE JUNTA QUE LIMITAN LA ACTUACION DEL MEDIO DE PRESION SOBRE DICHOS TRAMOS LONGITUDINALES. EL CUERPO DELA SONDA DE PRESION ESTA COMPUESTO DE TRAMOS LONGITUDINALES RIGIDOS, QUE ACOGEN A LAS JUNTAS, Y DE TRAMOS DE TUBO FLEXIBLE, DE MENOR DIAMETRO, QUE UNEN DICHOS TRAMOS RIGIDOS. EL INVENTO ES UTIL PARA FIJAR LEVAS, ENGRANAJES Y COJINETES SOBRE ARBOLES HUECOS DE MOTORES Y MAQUINAS.
UN DISPOSITIVO PARA LA FABRICACION DEL ROTOR DE UN MOTOR DE HUSILLO PARA FONDO DE POZO.
(16/06/1987). Solicitante/s: PERMSKY FILIAL VSESOJUZNOGO NAUCHNO ISSLEDOVATELSKOGO INSTITUTA BUROVOI TEKHNIKI.
DISPOSITIVO PARA LA FABRICACION DEL ROTOR DE UN MOTOR DE HUSILLO. COMPRENDE: UN ALOJAMIENTO DOTADO DE MEDIOS DE SUMINISTRO DE UN MEDIO DE FLUIDO DENTRO DE EL, QUE ACOMODA UN ELEMENTO DE MOLDEO PROVISTO CON UNA SUPERFICIE DE MOLDEO Y EMPAQUETADURAS (26, 26'), QUE FORMEN, JUNTO CON EL ALOJAMIENTO UNA CAVIDAD PARA EL SUMINISTRO DE UN MEDIO FLUIDO BAJO PRESION; Y CASQUILLOS DE CENTRAJE (22, 22') QUE ACOMODAN DENTRO DEL ALOJAMIENTO UN ELEMENTO DE MOLDEO , DOTADOS DE PORCIONES DE AJUSTE PARA EL AJUSTE APRETADO SOBRE ELLAS DE LOS EXTREMOS DE LA PIEZA TUBULAR . TIENE APLICACION PARA SER UTILIZADO EN FONDOS DE POZOS. O.
UN METODO DE FABRICACION DEL ROTOR DE UN MOTOR DE HUSILLO PARA FONDO DE POZO.
(16/05/1987). Solicitante/s: PERMSKY FILIAL VSESOJUZNOGO NAUCHNO ISSLEDOVATELSKOGO INSTITUTA BUROVOI TEKHNIKI.
MODIFICACIONES EN UN METODO DE FABRICACION DEL ROTOR DE UN MOTOR DE HUSILLO. CONSISTENTES EN DISPONER EL ELEMENTO DE MOLDEO EN UNA ENVOLTURA TUBULAR; Y EN UN ELEMENTO DE MANGUITO ACOPLADO A ELLA PARA LA SUJECION AL ARBOL FLEXIBLE ; ESTANDO PROVISTO EL MANGUITO DE ACOPLAMIENTO CON ELEMENTOS PARA LA CONEXION DEL ARBOL FLEXIBLE ; Y DONDE EL MOMENTO DE TORSION Y LA CARGA AXIAL QUE SE PRODUCEN EN EL ROTOR SE TRANSMITEN AL ARBOL DEL BLOQUE DE SOPORTE A TRAVES DEL ARBOL FLEXIBLE CONECTADO AL ROTOR A TRAVES DEL MANGUITO DE ACOPLAMIENTO. TIENE APLICACION EN FONDOS DE POZOS.
METODO DE MOLDEO SUPERPLASTICO.
(01/01/1987). Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY.
METODO PARA FABRICAR CONTENEDORES DE FLUIDO Y RECIPIENTES RESISTENTES A LA PRESION MEDIANTE DILATACION SUPERPLASTICA. COMPRENDE: A) SELECCIONAR UNA PIEZA ROSCA MACIZA DE UN MATERIAL DE METAL SUPERPLASTICO; B) FORMAR UN PASO CIEGO EN LA PIEZA TOSCA MACIZA, PARA CREAR UN CONJUNTO DE PREFORMA QUE TIENE UN CUERPO PRINCIPAL , UN TAPON EXTREMAL Y UNA BOQUILLA DE SALIDA ; C) INTRODUCIR AL CONJUNTO DE PREFORMA EN UN UTIL DE MOLDEO; Y D) EXPANDIR SUPERPLASTICAMENTE A LA PREFORMA DE C) A TEMPERATURAS Y PRESIONES DETERMINADAS POR EL UTIL DE MOLDEO.
DISPOSITIVO PARA LA CONFORMACION Y SOLDADURA DE PLANCHAS DEFORMABLES DE MATERIA SUPERPLASTICA.
(01/09/1986). Solicitante/s: SOCIETE NATIONALE INDUSTRIELLE AEROSPATIALE,SOCIET,E ANONYME.
APARATO PARA LA CONFORMACION Y SOLDADURA DE PLANCHAS DEFORMABLES SUPERPLASTICAS. CONSTA DE: UN ZOCALO ; UN BASTIDOR INFERIOR MONTADO MOVIL HORIZONTALMENTE A GRACIAS A UN PASO DE DESLIZAMIENTO Y ELEMENTOS MOTORES , COMPUESTO POR: UNA BASE CON PATILLAS LATERALES PROVISTOS DE ORIFICIOS , Y UNA PARTE MOVIL SUPERIOR QUE POSEE UNA MATRIZ QUE SE CALIENTA POR MEDIO DE UN PLATO ELECTRICO CALEFACTOR QUE SE APOYA SOBRE UN BLOQUE AISLANTE ; UN BASTIDOR SUPERIOR MOVIL VERTICALMENTE RESPECTO A POR MEDIACION DE UNOS CRICS COMPUESTO POR: UN PLATO SUPERIOR SOBRE EL QUE VA FIJADA UNA MATRIZ CONECTADA POR . SE UTILIZA PARA LA FABRICACION DE PIEZAS A PARTIR DE ELEMENTOS SUPERPLASTICOS.
APARATO Y PROCEDIMIENTO PARA LA CONFORMACION LOCAL POR EXPANSION DE UNA ZONA POSICIONADA CON PRECISION DE LA PARTE EN CURSO DE UN TUBO CILINDRICO.
(01/11/1984). Solicitante/s: COMPAGNIE EUROPEENNE DU ZIRCONIUM CEZUS.
APARATO Y PROCEDIMIENTO PARA LA CONFORMACION LOCAL POR EXPANSION DE UNA ZONA POSICIONADA CON PRECISION DE LA PARTE EN CURSO DE UN TUBO CILINDRICO.CONSTA DE UNA MATRIZ DE TUBO DESMONTABLE, QUE INCLUYE UNA CAMARA DE EXPANSION CENTRAL, EXISTIENDO A LADOS OPUESTOS, DOS SUPERFICIES DE APOYO CILINDRICAS Y UN MANDRIL DENTRO DE LA PARTE DEL TUBO RECIBIDA EN LA MATRIZ. DICHO MANDRIL TIENE UN CONDUCTO INTERNO PARA COMUNICACION E INTRODUCCION DE FLUIDO, TENIENDO JUNTAS DE COMPRESION MONTADAS A SU ALREDEDOR.
UN METODO CON SU APARATO CORRESPONDIENTE PARA CONFORMAR CARCASAS DE MANIJAS METALICAS BULBOSAS Y HUECAS.
(01/03/1983). Solicitante/s: EMHART INDUSTRIES, INC..
METODO Y APARATO CORRESPONDIENTE PARA CONFORMAR ARTICULOS HUECOS, MEDIANTE PRESION INTERNA. CONSISTE EN UNA PRENSA DE SIMPLE EFECTO, CON PISON SUPERIOR VERTICALMENTE ALTERNATIVO AL CUAL SE FIJA UN CONJUNTO DE MATRIZ SUPERIOR Y CON ARMAZON FIJO INFERIOR AL CUAL SE ACOPLA UN CONJUNTO DE MATRIZ INFERIOR . UN SISTEMA HIDRAULICO PONE EN FUNCIONAMIENTO LOS CONJUNTOS DE MATRIZ MEDIANTE LOS CONTROLES APROPIADOS; ESTOS MOVIMIENTOS ORIGINAN LA CONFORMACION DE LA CARCASA , PUESTO QUE EL DESCENSO DE LAS MATRICES DA LUGAR A LA ABERTURA DEL ORIFICIO DE LLENADO DE FLUIDO HIDRAULICO AL INTERIOR DE LA CARCASA , DEFORMANDOSE ESTA HACIA EL EXTERIOR.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR POLEAS DE VARIAS ACANALADURAS PARA CORREAS TRAPEZOIDALES.
(01/12/1979) Procedimiento para fabricar poleas de varias acanaladuras para correas trapezoidales, a partir de chapa, por conformación en frío de una pieza en bruto en forma de bote, previamente producida, con ayuda de partes de molde con forma de segmentos, desplazables axialmente, las cuales forman anillos de molde, que rodean a la pieza en bruto, caracterizado porque las partes de molde son aproximadas en sentido radial a la pieza en bruto en una distancia axial exactísimamente ajustada entre ellas, porque un cuerpo de soporte es movido a través de las partes de molde de al menos uno de los anillos de molde, de modo tal que, las partes de molde no pueden moverse radialmente hacia fuera durante el proceso de conformación, porque la pieza en bruto es llenada con líquido y la presión en el líquido es controlada en este cado de modo tal que las…
PERFECCIONAMIENTOS EN LOS METODOS PARA PRODUCIR ARTICULOS METALICOS DE ESTRUCTURA DE GRANO MUY FINO.
(01/07/1977). Solicitante/s: THE BRITISH ALUMINIUM COMPANY LIMITED T. I. (GROUP SERVICES) LIMITED.
Resumen no disponible.
UN METODO PARA FORMAR UNA ABERTURA O UN BORDE CONFIGURADO EN MATERIAL LAMINAR MOLDEADO DE ALEACCION SUPERPLASTICA.
(16/01/1977). Solicitante/s: ISC ALLOYS LIMITED.
Resumen no disponible.
UN METODO PARA EL MOLDEO DE MATERIAL LAMINAR DE ALEACION SUPERPLASTICA.
(01/09/1976). Solicitante/s: ISC ALLOYS LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}