CIP-2021 : B23F 19/00 : Acabado de dientes de engranaje por medio de otras herramientas que las utilizadas para la fabricación de estos dientes.
CIP-2021 › B › B23 › B23F › B23F 19/00[m] › Acabado de dientes de engranaje por medio de otras herramientas que las utilizadas para la fabricación de estos dientes.
Notas[t] desde B21 hasta B32: CONFORMACION
B23F 19/02 · Rodaje de los dientes de engranaje.
B23F 19/04 · · Rodaje de las ruedas de engranaje recto por medio de otras con la forma correspondiente.
B23F 19/05 · Acabado de los dientes de engranaje con la ayuda de bloques abrasivos.
B23F 19/06 · Eliminación de rebabas de las caras de los dientes de engranaje.
B23F 19/10 · Achaflanado de los dientes de engranaje.
B23F 19/12 · · por trabajo con muela.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de una corona con dentado interno, así como procedimiento para la fabricación o reparación de un engranaje.
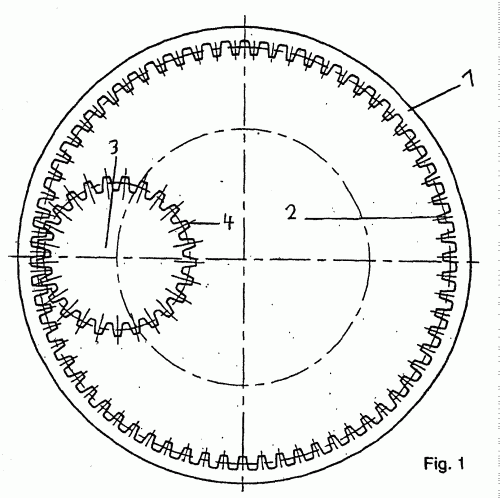
(07/08/2019) Procedimiento para la fabricacion de una corona con dentado interno que debe montarse de manera fija a la caja en una caja de engranaje de un engranaje planetario, en donde el procedimiento presenta la etapa de llevar a cabo correcciones de dentado por el perimetro de la corona en los flancos de carga de los dientes de corona individuales, en donde las correcciones de dentado en los flancos de carga individuales se llevan a cabo de manera especifica de modo diferente por el perimetro de la corona , de modo que a lo largo del perimetro se producen flancos de carga con distintas topografias de flanco, caracterizado porque el procedimiento…
Caja de engranajes que comprende un componente de engranaje estacionario formado basándose en perfiles de flanco variable de dientes de engranaje.
(16/09/2015) Caja de engranajes que comprende
un componente de engranaje estacionario que tiene una pluralidad de dientes (116a, ..., 116n) conformados a lo largo de un trazado de diente , difiriendo al menos algunos de dicha pluralidad de dientes (116a, ..., 116n) en sus perfiles de flanco de diente al menos en una fase inicial de una vida útil de funcionamiento de dicha caja de engranajes , y
al menos un engranaje giratorio (121a, 121b, 121c) acoplado mecánicamente a un subconjunto de dichos dientes,
en la que dicho al menos un engranaje giratorio (121a, 121b, 121c) está conectado a una carga mecánica para provocar fuerzas de compresión que actúan sobre dicho flanco de dientes (116a, .., 116n) de dicho componente de engranaje estacionario que varían a lo largo de dicho trazado de diente durante el movimiento de…
Procedimiento de mecanización dura fina de los flancos de los dientes de una rueda dentada.
(20/06/2012) Procedimiento de mecanización dura fina de un flanco de diente prefabricado de una rueda dentada pormedio de una máquina que presenta al menos cinco ejes coordinadamente controlados y un eje deherramienta adicional (WA), caracterizado por los pasos siguientes:
- accionamiento de una herramienta rotacionalmente simétrica para ponerla en movimiento derotación (R1) alrededor del eje (WA) de la herramienta,
- activación de uno o varios de los cinco ejes coordinadamente controlados de modo que al menos un cortosegmento rectilíneo de la línea generatriz de la herramienta sea guiado tangencialmente en unmovimiento de producción en varias trazas a lo largo del flanco de diente mientras la herramienta arranca material en el flanco de diente prefabricado…
PROCEDIMIENTO PARA EL TRATAMIENTO DE ENGRANAJES.
(01/04/2005). Ver ilustración. Solicitante/s: WINERGY AG. Inventor/es: HULSHOF, FRANS, DINTER, RALF DR.
Procedimiento para el tratamiento de dentados interiores de ruedas huecas de acero nitrurado o acero bonificado, especialmente para reductores de instalaciones de parques eólicos, en el que los flancos de los dientes del dentado interior de las ruedas huecas se nitruran en una atmósfera gaseosa que emite nitrógeno, caracterizado porque después de la nitruración, el borde de poros formado se quita de la superficie superior de los flancos de los dientes por un rectificado acelerado químico por vibración en un grupo de vibración con ayuda de un líquido acuoso especial con contenido de ácido con una mezcla de sustancias sólidas, entre las que hay sustancias cerámicas ligeramente abrasivas, y porque al mismo tiempo se ha rectificado la superficie de los flancos de los dientes muy lisa.
PROCEDIMIENTO PARA EL ACABADO DE ENGRANAJES Y ENGRANAJE.
(16/11/2004). Ver ilustración. Solicitante/s: THE GLEASON WORKS. Inventor/es: STADTFELD, HERMANN, J., GAISER, UWE.
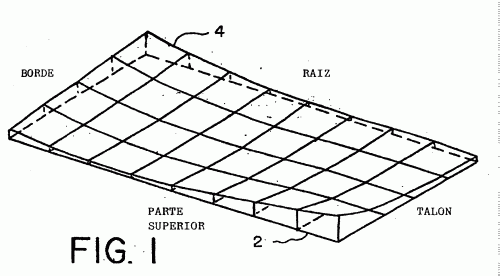
Procedimiento para el mecanizado de un flanco de diente de un engranaje con una herramienta de acabado, comprendiendo dicho procedimiento: Rotar dicha herramienta de acabado y poner en contacto dicha herramienta y dicho flanco de diente, Proporcionar movimiento relativo entre dicha herramienta y dicho engranaje para mover lateralmente dicha herramienta a través de dicho flanco de diente a lo largo de una trayectoria, En donde dicha trayectoria produce una geometría de flanco de diente de una forma que, cuando se engrana con un flanco de diente complementario sin carga o bajo carga leve para formar un par de diente, proporciona una curva de gráfico de movimiento que intercepta, al menos dos veces, una curva de gráfico de movimiento de la menos uno de un par de diente inmediatamente precedente y un par de diente inmediatamente siguiente.
MAQUINA DE FRESADO DE CUCHILLA DE GOLPE PARA LA GENERACION DE DEPOSITO TRASERO EN EL FLANCO DE DIENTES DE MANGUITO DESLIZANTE Y BOLSA DE ENCLAVAMIENTO EN EL MANGUITO DESLIZANTE.
(16/12/1998). Solicitante/s: PRAWEMA ANTRIEBSTECHNIK GMBH. Inventor/es: KULLE, WALTER.
LA MAQUINA SE COMPONE DE UN SOPORTE DE PIEZA DE TRABAJO ACCIONADO DE FORMA GIRATORIA Y UN SOPORTE DE HERRAMIENTA ACCIONADO TAMBIEN DE FORMA GIRATORIA, QUE ESTA EQUIPADO CON UNA CUCHILLA DE GOLPE PARA EL DEPOSITO TRASERO Y CON UNA CUCHILLA DE GOLPE DISPUESTA DE FORMA ALTERNADA AXIAL Y RADIAL PARA LA BOLSA DE ENCLAVAMIENTO, SIENDO DESPLAZABLE CON UN EJE (D2) DE ROTACION CON REFERENCIA AL EJE (D1) DE ROTACION DEL SOPORTE DE LA PIEZA DE TRABAJO. LOS MOVIMIENTOS DE ROTACION DEL SOPORTE DE LA PIEZA DEL TRABAJO Y DEL SOPORTE DE LA HERRAMIENTA ESTAN COORDINADOS UNO CON OTRO DE TAL FORMA, QUE EN LA CUCHILLA DE GOLPE, QUE SE ENCUENTRA EN LA POSICION DE TRABAJO, SE DESCRIBE UN PISTA HIPOCICLOIDAL PARA LA ELABORACION POSTERIOR EN LA CUCHILLA DE GOLPE Y EN LA CUCHILLA DE GOLPE QUE SE ENCUENTRA EN LA POSICION DE TRABAJO SE DESCRIBE UNA TRAYECTORIA HIPOCICLOIDE DE LA CUCHILLA DE TRABAJO PARA LA BOLSA DE ENCLAVAMIENTO.
PROCEDIMIENTO PARA LA PRODUCCION DE DESTALONADOS EN DENTADOS RECTOS INTERIORES O EXTERIORES EN PIEZAS DENTADAS.
(16/03/1996). Solicitante/s: PRAWEMA WERKZEUGMASCHINENFABRIK GMBH. Inventor/es: KULLE, WALTER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA PRODUCCION DE DESTALONADOS (7,7') EN DENTADOS RECTOS INTERIORES O EXTERIORES EN UNA PIEZA DE TRABAJO , POR MEDIO DE UNA HERRAMIENTA PARA ARRANQUE DE VIRUTA, CONCEBIDA DE TAL FORMA QUE, UNA HERRAMIENTA CON UN SOLO DIENTE ROTATIVA ES IMPULSADA CONTRA EL DENTADO A MECANIZAR RELATIVAMENTE RESPECTO A LA PIEZA DE TRABAJO EN UNA HIPOCICLOIDE O EPICICLOIDE, EN EL QUE LA CICLOIDE SE HA ELEGIDO DE TAL FORMA QUE, LA RAMA DEL CICLOIDE INMERSO EN EL RESPECTIVO DENTADO A MECANIZAR, SE CUBRA AL MENOS APROXIMADAMENTE CON EL ANGULO DE ATAQUE DEL DENTADO A MECANIZAR.
{kind=link}
{kind=link}