Procedimiento de mecanización dura fina de los flancos de los dientes de una rueda dentada.
Procedimiento de mecanización dura fina de un flanco de diente prefabricado (11) de una rueda dentada (10) pormedio de una máquina (100) que presenta al menos cinco ejes coordinadamente controlados y un eje deherramienta adicional (WA),
caracterizado por los pasos siguientes:
- accionamiento de una herramienta rotacionalmente simétrica (20; 20.1, 20.2) para ponerla en movimiento derotación (R1) alrededor del eje (WA) de la herramienta,
- activación de uno o varios de los cinco ejes coordinadamente controlados de modo que al menos un cortosegmento rectilíneo de la línea generatriz de la herramienta (20; 20.1, 20.2) sea guiado tangencialmente en unmovimiento de producción en varias trazas a lo largo del flanco de diente (11) mientras la herramienta (20; 20.1,20.2) arranca material en el flanco de diente prefabricado (11) por efecto de la rotación (R1) alrededor del eje(WA) de la herramienta, siguiendo el movimiento de producción a vectores de movimiento prefijados (E),caracterizado porque el movimiento de producción sigue a los vectores de movimiento (E) que discurrenligeramente curvados, de preferencia paralelamente uno a otro, correspondiendo o aproximándose estos vectoresde movimiento (E) a trazas de cuchilla virtuales de una cabeza portacuchillas, preferiblemente isolíneas degeneración de esta cabeza, las cuales se originarían al producir el flanco de diente correspondiente (11) por mediode fresado generador
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09173800.
Solicitante: KLINGELNBERG AG.
Nacionalidad solicitante: Suiza.
Dirección: Binzmühlestrasse 171 8050 Zürich SUIZA.
Inventor/es: MULLER,HARTMUTH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23F19/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › Acabado de dientes de engranaje por medio de otras herramientas que las utilizadas para la fabricación de estos dientes.
- B23F5/06 B23F […] › B23F 5/00 Fabricación de dientes en engranaje rectos, que implican el desplazamiento de una herramienta con relación a la pieza que va a ser trabajada con un movimiento de rodamiento o de envolvimiento con relación a los dientes que se van a realizar. › la herramienta es un disco de muela dotado de una superficie plana frontal.
PDF original: ES-2387528_T3.pdf
Fragmento de la descripción:
Procedimiento de mecanización dura fina de los flancos de los dientes de una rueda dentada.
Campo de la invención
Es objeto de la invención un procedimiento de mecanización dura fina de un flanco de diente prefabricado de una rueda dentada.
Antecedentes de la invención, estado de la técnica
En la fabricación de ruedas dentadas se diferencia típicamente entre la llamada mecanización blanda y la mecanización dura. La mecanización blanda se efectúa antes del temple de la pieza de trabajo. Por el contrario, la mecanización dura se efectúa después del temple.
Después de la mecanización blanda se pueden producir deformaciones por temple debidas al temple subsiguiente. Por tanto, para poder lograr la geometría, las propiedades de contacto y las calidades superficiales deseadas es frecuente que se remecanicen en duro estas ruedas dentadas.
La figura 1 muestra una representación esquemática de un desarrollo de procedimiento 100 tomado a título de ejemplo. Se trata de un ejemplo general de la mecanización de una rueda dentada. Partiendo de una pieza bruta (casilla 101) se realizan los pasos de mecanización blanda siguientes en el ejemplo mostrado. Se puede producir, por ejemplo, un taladro (central) por torneado (casilla 102) . Se puede voltear luego la pieza bruta para la mecanización posterior (casilla 103) . Después del volteo puede seguir una nueva mecanización de torneado (casilla 104) . Estos pasos son opcionales y se denominan aquí también fabricación de una preforma. En el marco de la fabricación de la preforma se pueden ejecutar también otros pasos o bien pasos alternativos. Al final de la fabricación de la preforma se designa la pieza de trabajo como pieza bruta de rueda o pieza de trabajo bruta K1. El paso 102 o los pasos 102-104 pueden ejecutarse, por ejemplo, en una llamada máquina de premecanización o en varias máquinas diferentes.
Sigue ahora típicamente el llamado tallado del dentado. En el marco de una mecanización de un dentado se labra durante el desbastado del dentado (casilla 105) con una herramienta de desbaste un número predefinido de huecos interdentales en la pieza bruta de rueda cónica K1 en la posición aproximada y con dimensiones aproximadas. Puede seguir después el paso opcional de alisado del dentado (casilla 106) que se ejecuta con una herramienta de alisado y que proporciona a los huecos interdentales o a los flancos adyacentes del los dientes, mediante la mecanización de alisado, la forma deseada con la exactitud prefijada. Sin embargo, se pueden labrar también los flancos de los dientes con solamente un paso (en lugar de los dos pasos 105 y 106) .
Los pasos 105 y 106 pueden ejecutarse, por ejemplo, en una misma máquina o estación de mecanización. Por tanto, la pieza de trabajo bruta K1 no tiene que ser cambiada de sujeción ni transferida.
Los pasos señalados hasta ahora se denominan mecanización blanda, tal como se insinúa en la figura 1.
A continuación, sigue típicamente un tratamiento térmico (casilla 107) de la pieza de trabajo prefabricada K2. Este tratamiento térmico ya no forma parte típicamente de la mecanización blanda. Sirve para templar la pieza de trabajo prefabricada K2. Sigue luego la remecanización mencionada (casilla 108) . En la remecanización, que se denomina aquí también mecanización dura fina, se efectúa una mecanización dura del dentado. La rueda dentada K3 está entonces terminada.
En la mecanización dura se utilizan actualmente en parte unos fresolines o fresas a manera de cabeza esférica que son conducidas lentamente sobre las superficies a remecanizar de los flancos de diente prefabricados. Las investigaciones muestran que las superficies que se han remecanizado de esta manera pueden presentar, en ciertas circunstancias, claras trazas del mecanizado y pueden tener un deficiente gráfico de engrane. Esto es lo que ocurre sobre todo cuando no está disponible tiempo suficiente para la remecanización y/o cuando se conduce la herramienta demasiado rápidamente sobre los flancos de diente que se tienen que remecanizar. Se pueden producir también, por ejemplo, problemas hidrodinámicos de lubricación cuando dos ruedas dentadas que se han remecanizado de este modo se utilicen como un par de ruedas dentadas. El documento DE3734828C1 revela un procedimiento de rectificado por generación de los flancos de los dientes de ruedas dentadas, en el que una muela abrasiva rotativa realiza movimientos de avance a lo largo de los lados frontales de los dientes para generar correcciones en el flanco de los dientes.
Por tanto, el cometido de la presente invención consiste en proporcionar un procedimiento de mecanización dura fina de un flanco de diente prefabricado de una rueda dentada que garantice un mejor gráfico de engrane o mejores propiedades superficiales de los flancos de los dientes y que se caracterice por una buena productividad.
Sumario de la invención
Este problema se resuelve según la invención por medio de un procedimiento de mecanización dura fina de un flanco de diente prefabricado según la reivindicación 1. Este procedimiento utiliza una máquina que presenta al menos cinco ejes controlados de manera coordinada y un eje de herramienta adicional. Según la invención, una herramienta rotacionalmente simétrica, de preferencia un fresolín o una espiga rectificadora, es puesta en movimiento de rotación alrededor del eje de la herramienta. Se activan uno o varios de los cinco ejes coordinadamente controlados de modo que un segmento rectilíneo de la línea generatriz de la herramienta sea guiada tangencialmente en un movimiento de producción en varias trazas a lo largo del flanco del diente mientras la herramienta cilíndrica arranca material en el flanco de diente prefabricado por efecto de la rotación alrededor del eje de la herramienta.
Preferiblemente, la herramienta es conducida a lo largo de trazas que corresponden a las llamadas isolíneas de generación o que se aproximan a estas isolíneas de generación.
El procedimiento según la invención está diseñado especialmente para la mecanización de flancos de dientes después de un proceso de temple, es decir, en el estado duro. Se han de seleccionar correspondientemente las herramientas que se utilicen. Por tanto, el procedimiento correspondiente se denomina también mecanización dura. Dado que se trata aquí de un recondicionamiento o una remecanización de flancos de diente ya prefabricados, el procedimiento se denomina también mecanización dura fina.
La ventaja más importante del procedimiento de la invención estriba en que se garantiza una eliminación completa de las deformaciones de temple que hayan quedado en el tratamiento térmico, pudiendo lograrse propiedades de engrane exactamente definidas y excelentes calidades superficiales, lo que repercute ventajosamente en la longevidad y la estabilidad de marcha de las ruedas dentadas correspondientemente mecanizadas. La utilización de la presente invención puede tener también una influencia positiva sobre la lubricación hidrodinámica cuando dos ruedas dentadas que se han remecanizado según la invención se emparejen una con otra.
DIBUJOS
Otros detalles y ventajas de la invención se describen seguidamente con ayuda de ejemplos de ejecución y con referencia al dibujo. Muestran:
La figura 1, un esquema general para la mecanización de ruedas dentadas;
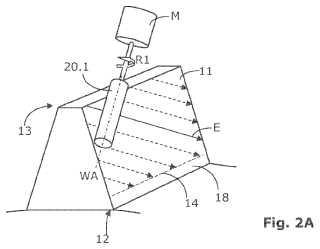
La figura 2A, una vista en perspectiva de una rueda dentada y de una herramienta guiada según la invención, en representación esquemática;
La figura 2B, una vista en planta del diente y de la herramienta según la figura 2A, en representación esquemática;
La figura 3, una vista esquemática del diente de una rueda dentada y de una herramienta guiada según la invención, en representación esquemática, guiándose la herramienta de modo que su eje de rotación sea perpendicular a las trayectorias de producción;
La figura 4, una vista esquemática del diente de una rueda dentada y de una herramienta guiada según la invención, en representación esquemática, guiándose la herramienta por empuje de modo que su eje de rotación encierre con las trayectorias de producción un ángulo que sea superior a 90 grados;
La figura 5, una vista esquemática del diente de una rueda dentada y de una herramienta guiada según la invención, en representación esquemática,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de mecanización dura fina de un flanco de diente prefabricado (11) de una rueda dentada (10) por medio de una máquina (100) que presenta al menos cinco ejes coordinadamente controlados y un eje de herramienta adicional (WA) , caracterizado por los pasos siguientes:
- accionamiento de una herramienta rotacionalmente simétrica (20; 20.1, 20.2) para ponerla en movimiento de rotación (R1) alrededor del eje (WA) de la herramienta,
- activación de uno o varios de los cinco ejes coordinadamente controlados de modo que al menos un corto segmento rectilíneo de la línea generatriz de la herramienta (20; 20.1, 20.2) sea guiado tangencialmente en un movimiento de producción en varias trazas a lo largo del flanco de diente (11) mientras la herramienta (20; 20.1,
20.2) arranca material en el flanco de diente prefabricado (11) por efecto de la rotación (R1) alrededor del eje (WA) de la herramienta, siguiendo el movimiento de producción a vectores de movimiento prefijados (E) ,
caracterizado porque el movimiento de producción sigue a los vectores de movimiento (E) que discurren ligeramente curvados, de preferencia paralelamente uno a otro, correspondiendo o aproximándose estos vectores de movimiento (E) a trazas de cuchilla virtuales de una cabeza portacuchillas, preferiblemente isolíneas de
generación de esta cabeza, las cuales se originarían al producir el flanco de diente correspondiente (11) por medio de fresado generador.
2. Procedimiento según la reivindicación 1, caracterizado porque un control (S) de la máquina (100) genera señales de control para ajustar la herramienta (20; 20.1, 20.2) tangencialmente a la superficie a mecanizar del flanco de diente y ejecutar el movimiento de producción.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la herramienta consiste en una herramienta
(20.1) con cuerpo de base cilíndrico.
4. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la herramienta consiste en una herramienta
(20.2) con cuerpo de base troncocónico y porque el guiado tangencial de la herramienta (20.2) a lo largo del flanco
de diente (11) se consigue por medio de un ángulo de ataque del eje (WA) de la herramienta que corresponde a un 25 ángulo del cono de la herramienta (20.2) .
Patentes similares o relacionadas:
Procedimiento para la fabricación de una corona con dentado interno, así como procedimiento para la fabricación o reparación de un engranaje, del 7 de Agosto de 2019, de Flender GmbH: Procedimiento para la fabricacion de una corona con dentado interno que debe montarse de manera fija a la caja en una caja de engranaje de un engranaje planetario, […]
 Caja de engranajes que comprende un componente de engranaje estacionario formado basándose en perfiles de flanco variable de dientes de engranaje, del 16 de Septiembre de 2015, de VESTAS WIND SYSTEMS A/S: Caja de engranajes que comprende
un componente de engranaje estacionario que tiene una pluralidad de dientes (116a, ..., 116n) conformados a lo largo […]
Caja de engranajes que comprende un componente de engranaje estacionario formado basándose en perfiles de flanco variable de dientes de engranaje, del 16 de Septiembre de 2015, de VESTAS WIND SYSTEMS A/S: Caja de engranajes que comprende
un componente de engranaje estacionario que tiene una pluralidad de dientes (116a, ..., 116n) conformados a lo largo […]
PROCEDIMIENTO PARA EL TRATAMIENTO DE ENGRANAJES., del 1 de Abril de 2005, de WINERGY AG: Procedimiento para el tratamiento de dentados interiores de ruedas huecas de acero nitrurado o acero bonificado, especialmente para reductores […]
PROCEDIMIENTO PARA EL ACABADO DE ENGRANAJES Y ENGRANAJE., del 16 de Noviembre de 2004, de THE GLEASON WORKS: Procedimiento para el mecanizado de un flanco de diente de un engranaje con una herramienta de acabado, comprendiendo dicho procedimiento: Rotar […]
MAQUINA DE FRESADO DE CUCHILLA DE GOLPE PARA LA GENERACION DE DEPOSITO TRASERO EN EL FLANCO DE DIENTES DE MANGUITO DESLIZANTE Y BOLSA DE ENCLAVAMIENTO EN EL MANGUITO DESLIZANTE, del 16 de Diciembre de 1998, de PRAWEMA ANTRIEBSTECHNIK GMBH: LA MAQUINA SE COMPONE DE UN SOPORTE DE PIEZA DE TRABAJO ACCIONADO DE FORMA GIRATORIA Y UN SOPORTE DE HERRAMIENTA ACCIONADO TAMBIEN DE […]
PROCEDIMIENTO PARA LA PRODUCCION DE DESTALONADOS EN DENTADOS RECTOS INTERIORES O EXTERIORES EN PIEZAS DENTADAS., del 16 de Marzo de 1996, de PRAWEMA WERKZEUGMASCHINENFABRIK GMBH: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA PRODUCCION DE DESTALONADOS (7,7') EN DENTADOS RECTOS INTERIORES O EXTERIORES EN UNA PIEZA DE TRABAJO , POR […]
DISPOSICIÓN DE HERRAMIENTAS PARA ELABORAR UN DENTADO HELICOIDAL EN ENGRANAJES RECTOS, del 27 de Septiembre de 2011, de LMT Fette Werkzeugtechnik GmbH & Co. KG LIEBHERR-VERZAHNTECHNIK GmbH: Disposición de herramientas para elaborar un dentado helicoidal en engranajes rectos, en la que a un mandril común están fijados, en una posición de giro predefinida […]
 SISTEMA DE ENGRANAJES PLANETARIOS GRANDES CON SUPERACABADO, del 16 de Octubre de 2009, de REM TECHNOLOGIES, INC.
OSRO GMBH: Una caja de engranajes planetarios de fase de entrada para un generador de turbinas de viento grande que comprende un engranaje de rueda hueca, dos o […]
SISTEMA DE ENGRANAJES PLANETARIOS GRANDES CON SUPERACABADO, del 16 de Octubre de 2009, de REM TECHNOLOGIES, INC.
OSRO GMBH: Una caja de engranajes planetarios de fase de entrada para un generador de turbinas de viento grande que comprende un engranaje de rueda hueca, dos o […]