CIP-2021 : B22D 11/04 : en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad;
instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
CIP-2021 › B › B22 › B22D › B22D 11/00 › B22D 11/04[1] › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
B22D 11/04 · en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
CIP2021: Invenciones publicadas en esta sección.
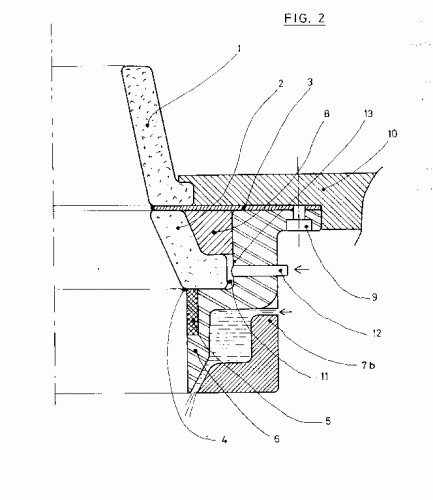
MOLDE DE COLADA CONTINUA EN VIVO.
(16/11/1991). Solicitante/s: INSTITUT DE RECHERCHES DE LA SIDERURGIE FRANCAISE (IRSID). Inventor/es: PETEGNIEF, JACQUES, LARRECQ, MICHEL.
LAS PAREDES INCLUYEN EN SU PARTE SUPERIOR UNA INSERCION CONSTITUIDA POR UN DEPOSITO ESTRECHO DE UN MATERIAL REFRACTARIO DE ESCASA CONDUCTIVIDAD TERMICA, TENIENDO UNA BUENA RESISTENCIA A LOS CAMBIOS TERMICOS DESTINADO A RETARDAR LOS CAMBIOS TERMICOS, EN EL NIVEL DEL MECANISMO, ENTRE EL METAL COLADO Y EL MOLDE. EL DEPOSITO DE MATERIAL REFRACTARIO ES OBTENIDO POR INYECCION EN MEDIO DE UN CAÑON DE DETONACION, SIENDO DE ALUMINIO, ZIRCONIO, NITRURO DE BORO O CARBURO DE CROMO.
PROCEDIMIENTO PARA FINALIZAR EL PROCESO DE FUNDICION EN UNA INSTALACION DE FLEJES DE ACERO.
(01/03/1991). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: FLEMMING, GUNTER, KOLAKOWSKI, MANFRED.
SE TRATA DE UN PROCEDIMIENTO PARA EL ACABADO DEL PROCESO DE FUNDICION DE FLEJES DE ACERO CUYA INSTALACION DISPONE DE UNA COQUILLA CON PAREDES LATERALES PEQUEÑAS REFRIGERADAS Y LATERALES ANCHOS QUE SE ABREN EN FORMA DE EMBUDO POR ENCIMA DE UNA SECCION PARALELA DE DIMENSIONES PREFIJADAS PARA RECIBIR EL TUBO DE COLADA. SE EVITA UN ATRANQUE DEL FLEJE FUNDIDO O UNA ROTURA DE LA CASCARA MEDIANTE LA REDUCCION DE LAS VELOCIDADES DE SALIDA DEL FLEJE (VB) Y LA DE VERTIDO (VE) AL VALOR VBM Y VEM CON LO CUAL EL FINAL DE LA FASE LODOSA QUEDA POR DEBAJO DE LA SECCION PARALELA Y REDUCIENDOSE LA VELOCIDAD DE SALIDA DEL FLEJE VB A VBR DESPUES DE HABERSE INTERRUMPIDO LA ENTRADA DE ACERO Y PRODUCIDO LA SALIDA DEL NIVEL DE FUNDICION DE LA ENTRADA , ESTE FORMA DENTRO DE LA SECCION PARALELA UNA CUBETA FINAL SOLIDIFICADA.
PROCEDIMIENTO PARA LA PRODUCCION DIRECTA DE ACERO CON UN NUCLEO EN AZUFRE Y CON UN CONTENIDO REGULADO DE AZUFRE EN LA ZONA PERIFERICA.
(01/01/1991) PROCEDIMIENTO PARA LA PRODUCCION DIRECTA DE ACERO CON UN NUCLEO POBRE EN AZUFRE Y CON UN CONTENIDO REGULADO DE AZUFRE EN LA ZONA PERIFERICA. LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA COLADA CONTINUA DE ACERO, EN EL QUE EL ACERO EN FUSION FLUYE, PROCEDENTE DE UN RECIPIENTE DE DISTRIBUCION (TUNDISH) Y PASANDO POR UN TUBO DE COLADA, AL INTERIOR DE UNA COQUILLA REFRIGERADA DE COLADA CONTINUA, TENIENDO LA CUERDA DE ACERO PRODUCIDA, EN SU SECCION TRANSVERSAL, UNA DIFERENTE COMPOSICION QUIMICA. CON EL FIN DE PRODUCIR UNAS CUERDAS DE ACERO CONTINUAS QUE POR SU ZONA PERIFERICA, QUE ESTA CERCA DE LA SUPERFICIE, TENGAN UNA CONCENTRACION DE LAS SUSTANCIAS DE ALEACION AÑADIDAS A LA COQUILLA DE COLADA CONTINUA QUE SEA CONSIDERABLEMENTE MAS ELEVADA QUE DENTRO DE LA ZONA DEL NUCLEO DE LA MISMA CUERDA, SE PROPONE INTRODUCIR LAS SUSTANCIAS…
SISTEMA DE MOLDE MODULAR Y METODO PARA LA FUNDICION CONTINUA DE LINGOTES DE METAL.
(01/11/1990) SE DESCRIBEN UN SISTEMA DE MOLDE MODULAR Y UN METODO PARA LA FUNDICION CONTINUA DE LINGOTES DE METAL. EL SISTEMA CONSTA DE: A) UN CUERPO CILINDRICO HUECO ADAPTADO PARA MONTARSE EN UNA MESA DE FUNDICION; B) UNA ESTRUCTURA ANULAR DE ENFRIAMIENTO MONTADA NO FIJA EN DICHO CUERPO Y CON UNA ABERTURA CENTRAL A TRAVES DE LA CUAL PASA EL LINGOTE EN FORMACION; LA ESTRUCTURA PROPORCIONA UN PASO PARA QUE EL AGUA DE REFRIGERACION FLUYA RADIALMENTE HACIA ADENTRO DESDE EL CUERPO E INCIDA, HACIA ADENTRO Y HACIA ABAJO, SOBRE EL LINGOTA QUE PASA POR LA ABERTURA CENTRAL; C) UN MOLDE ANULAR DESMONTABLE, COLOCADO EN EL CUERPO INMEDIATAMENTE POR ENCIMA DE LA ESTRUCTURA DE ENFRIAMIENTO Y CON UNA CAVIDAD CENTRAL PARA LA FORMACION DEL LINGOTE DE METAL, TENIENDO DICHA CAVIDAD UN DIAMETRO MENOR QUE LA ABERTURA CENTRAL DE LA ESTRUCTURA;…
PROCEDIMIENTO Y DISPOSITIVO PARA AJUSTE DE UNA COQUILLA DE COLADA.
(16/08/1990). Solicitante/s: CONCAST STANDARD AG. Inventor/es: ROHRIG, ADALBERT.
PARA AJUSTE DE UNA COQUILLA DE COLADA CON CORTE TRANSVERSAL DE CAMARA HUECA DE MODELADO CUADRADO SE PROPONE UN PROCEDIMIENTO Y UN DISPOSITIVO QUE PERMITEN UN AJUSTE AL MISMO TIEMPO EN DOS DIMENSIONES. EN ESTE PROCEDIMIENTO, LA CONFORMACION DE LA COQUILLA CONSTA DE UN BASTIDOR Y CUATRO PAREDES MODELADAS EN EL FIJADAS, CON LO QUE LAS CUATRO ESQUINAS DE LA CAMARA HUECA DE MODELADO SE FORMAN MEDIANTE COLISION DE UNA SUPERFICIE DE PARED MODELADA (POR EJEMPLO 8) ENFRIADA CON UNA PARTE FRONTAL DE UNA PARED MODELADA ADYACENTE. PARA EL AJUSTE DE LA CAMARA HUECA MODELADA SE MUEVEN LAS PAREDES MODELADAS TRANSVERSALMENTE A LA DIRECCION DE MARCHA DE LA COLADA. LA PARED MODELADA SE TRASLADA A LO LARGO DE UN COMPONENTE DE MOVIMIENTO QUE FORMA UN ANGULO AGUDO HACIA SU SUPERFICIE DE PARED MODELADA ENFRIADA.
COQUILLA PARA COLADA CONTINUA DE ACERO.
(16/05/1990). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: STREUBEL, HANS.
EN UN COQUILLA PARA COLADA CONTINUA DE ACERO CON DOS PAREDES DE LATERALES ANCHOS REFRIGERADOS OPUESTAS Y ENTRE ESTAS PAREDES DE LATERALES ESTRECHOS CON UN JUEGO DE MOVIMIENTO, LA PARED DE LATERALES ESTRECHOS ESTA COLOCADA SOBRE UNA PLACA DE DISTANCIAMIENTO, DESPLAZABLE RESPECTO AL AJUSTE DEL FORMATO. PARA OBTENER UNA ADAPTACION DE CONICIDAD SIN RETRASO, SIN INFLUENCIAS DE LAS FUERZAS DE ROZAMIENTO EN LA PARED LATERAL ESTRECHA , EN LA REDUCCION DE COLADA REAL, LA PARED LATERAL ESTRECHA ESTA APOYADA SOBRE EL FONDO DEL VERTIDO EN LA PLACA DE DISTANCIAMIENTO Y DEBAJO DE LA ARTICULACION AJUSTABLE.
DISPOSITIVO PARA GENERAR UN MOVIMIENTO DE ELEVACION VERTICAL EN COQUILLAS DE COLADA CONTINUA.
(01/02/1990). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: GROTHE, KLAUS.
DISPOSITIVO PARA GENERAR UN MOVIMIENTO DE ELEVACION VERTICAL EN COQUILLAS DE COLADA CONTINUA. COMPRENDE ELEMENTOS DE ACCIONAMIENTO MECANICOS QUE GENERAN UNA OSCILACION REGULABLE EN SU ALTURA DE ELEVACION Y QUE, APOYANDOSE SOBRE UN FUNDAMENTO, ESTAN UNIDOS CON UNA COQUILLA DE COLADA CONTINUA. LOS ELEMENTOS DE ACCIONAMIENTO , DE LOS CUALES ESTA PREVISTO AL MENOS UNO, PRESENTAN UN PLATO GIRATORIO INCLINADO RESPECTO A SU EJE LONGITUDINAL Y REGULABLE EN INCLINACION EN TORNO A UN EJE DE BASCULACION (I), EN CUYO LADO ORIENTADO EN LA DIRECCION DE ELEVACION ESTA APOYADO POR FUERA DEL EJE DE GIRO (II) DEL PLATO EL EXTREMOS DE UNA BARRA , CUYO OTRO EXTREMO ESTA APOYADO EN UN ELEMENTO DE SOPORTE DE LA COQUILLA DE COLADA CONTINUA . EL INVENTO ES APLICABLE A LA COLADA DE METALES, PARTICULARMENTE ACERO.
EMPLEO DE UNA ALEACION DE COBRE.
(16/01/1990). Solicitante/s: KM-KABELMETAL AKTIENGESELLSCHAFT. Inventor/es: GRAVEMANN, HORST, DIPL.-ING..
UTILIZACION DE UNA ALEACION DE COBRE COMPUESTA DEL 0,2 AL 1,2% DE NIQUEL, 0,04 AL 0,25% FOSFORO, RESTO DE COBRE Y SUCIEDADES MOTIVADAS POR LA FABRICACION EN ESTADO ENDURECIDO COMO MATERIAL PARA COQUILLAS EXTRUSIONADAS.
DISPOSITIVO PARA REGULAR LA OSCILACION DE UNA COQUILLA DE COLADA CONTINUA PARA METAL EN PARTICULAR ACERO.
(01/07/1988) EL INVENTO CONCIERNE A UN DISPOSITIVO OSCILATORIO PARA UNA COQUILLA DE COLADA CONTINUA PARA METAL, EN PARTICULAR ACERO, CON AL MENOS TRES ELEMENTOS DE ACCIONAMIENTO, CUYO MOVIMIENTO ELEVADOR ES GENERADO EN LA DIRECCION DE COLADA, TOTAL O PARCIALMENTE, POR EL PESO DE LA COQUILLA DE COLADA CONTINUA DISPUESTA EN UNA MESA ELEVADORA Y POR LA FUERZA DE LOS ELEMENTOS DE ACCIONAMIENTO. CON EL FIN DE CREAR UN DISPOSITIVO OSCILATORIO DEL TIPO MENCIONADO EN LA CLAUSULA PRECARACTERIZANTE DE LA REIVINDICACION 1, EN EL QUE SE PUEDE AJUSTAR ARBITRARIAMENTE, CON MEDIOS SENCILLOS, UN CURSO DE CURVA DESEADO DE LOS DIFERENTES ELEMENTOS DE ACCIONAMIENTO, SE PROPONE QUE EN LA COQUILLA DE COLADA CONTINUA , EN LA ZONA DE CADA ELEMENTO DE ACCIONAMIENTO , ESTA…
PROCEDIMIENTO Y DISPOSITIVO MEJORADOS DE COLADA CONTINUA DE METALES EN UNA LINGOTERA DE FONDO MOVIL.
(01/03/1988). Ver ilustración. Solicitante/s: ALUMINIUM PECHINEY. Inventor/es: APOSTOLOU, GEORGES, ARMAOS, SOTIRIS.
SE DESCRIBEN UN PROCEDIMIENTO Y UN DISPOSITIVO DE COLADA CONTINUA DE METALES EN UNA LINGOTERA CORONADA POR UNA MAZAROTA, A CUYO FIN LA PERIFERIA DE LA PARTE INFERIOR DE LA MAZAROTA ES MANTENIDA BAJO UNA PRESION DE GAS INERTE, DURANTE TODO EL CURSO DE LA COLADA, POR MEDIO DE UNA TUBERIA , QUE PENETRA EN UNA CAMARA ANULAR , FORMADA POR UNA PANTALLA , QUE RODEA A LA CITADA PARTE. LA INVENCION TIENE SU PRINCIPAL APLICACION EN LA COLADA DE PALANQUILLAS A BASE DE ALUMINIO, QUE PRESENTAN UN BUEN ASPECTO DE SUPERFICIE, Y EN INSTALACIONES DE LINGOTERAS MULTIPLES DONDE, DEBIDO A SU SENCILLEZ, PUEDE SER EXPLOTADA CON UNA MANO DE OBRA REDUCIDA, SIN RIESGO ALGUNO DE DESAJUSTE.
COQUILLA DE COLADA CONTINUA PARA SECCIONES TRANSVERSALES REDONDAS O EN FORMA DE PALANQUILLA, PARTICULARMENTE PARA LA COLADA DE ACERO LIQUIDO.
(01/11/1987) 1. Coquilla de colada continua para secciones transversales redondas o en formas de palanquilla, particularmente para la colada de acero líquido, con un tubo coquilla que está circundado por una caja de refrigerante que presenta una alimentación de refrigerante y una descarga de refrigerante, así como un tubo de conducción de refrigerante que forma junto con el tubo coquilla una rendija anular de paso de refrigerante que conduce el refrigerante, caracterizada porque al menos en la zona superior del tubo coquilla están previstas unas hendiduras de refrigeración que discurren exclusivamente en forma preponderante en la dirección longitudinal del tubo…
PROCEDIMIENTO PARA LA CONSTRUCCION DE LINGOTERAS ABIERTAS DESTINADAS A MAQUINAS DE COLADA CONTINUA.
(01/08/1987). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
PROCEDIMIENTO PARA LA CONSTRUCCION DE LINGOTERAS ABIERTAS DESTINADAS A MAQUINAS DE COLADA CONTINUA. CONSISTE EN FABRICAR PIEZAS TUBULARES DE ALEACIONES DE COBRE TEMPLABLES CUYA SECCION DE FORMA RECTANGULAR, POLIGONAL O REDONDA, SE OBTIENE POR EXTRUSION, ESTIRADO O FORJA, PREVIO RECOCIDO EN DISOLUCION Y SUBSIGUIENTE ENFRIAMIENTO SUBITO, Y EN SOMETER A DICHAS PIEZAS, ANTES DEL CORRESPONDIENTE TRATAMIENTO TERMICO DE ENVEJECIMIENTO, A UNA CONFORMACION EN FRIO, CON EL SIMULTANEO CALIBRADO DE LAS PAREDES QUE COMPONEN EL PERFIL TRANSVERSAL DE LA LINGOTERA. DICHA CONFORMACION EN FRIO Y EL CALIBRADO SE REALIZAN HACIENDO PASAR CONJUNTAMENTE EL MANDRIL Y LA PIEZA A TRAVES DE UNA MATRIZ.
MAQUINA DE COLADA CONTINUA DE PRODUCTOS METALICOS DELGADOS.
(01/08/1987). Solicitante/s: CLECIM.
MAQUINA DE COLADA CONTINUA DE PRODUCTOS METALICOS DELGADOS. CONSTA DE UNA LINGOTERA EN FORMA DE MOLDE SIN FONDO, QUE COMPRENDE DOS PAREDES ANCHAS Y DOS PAREDES ESTRECHAS, QUE LIMITAN UN ESPACIO TUBULAR INTERNO; Y DE UN DISPOSITIVO DE ENFRIAMIENTO SECUNDARIO QUE COMPRENDE MEDIOS DE MANTENIMIENTO CON ENFRIAMIENTO DE LAS CARAS GRANDES DEL PRODUCTO COLADO HASTA SU SOLIDIFICACION COMPLETA, ESTANDO FORMADO DICHO DISPOSITIVO DE ENFRIAMIENTO POR UNA JAULA DE REDUCCION DE GROSOR, SITUADA INMEDIATAMENTE DEBAJO DEL ORIFICIO DE SALIDA DE LA LINGOTERA, Y PROVISTA DE MEDIOS DE MANTENIMIENTO QUE DEFINEN DOS SUPERFICIES SENSIBLEMENTE CONTINUAS PARA EL GUIADO DE LAS CARAS GRANDES DEL PRODUCTO.
INSTALACION DE COLADA CONTINUA VERTICAL O EN ARCO PARA ACERO.
(16/07/1987). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
INSTALACION DE COLADA CONTINUA VERTICAL PARA ACERO. CONSTA DE: UNA COQUILLA DOTADA DE DOS PAREDES DE LADO ANCHO Y DOS PAREDES DE LADO ESTRECHO DOTADAS CON CANALES DE REFRIGERACION ; Y SOSTENIDA POR UN BASTIDOR QUE TIENE HUSILLOS DE VARIACION DE LA ANCHURA DE FUNDICION; UN EMBUDO DE FUNDICION APOYADO POR UN BASTIDOR DE APOYO Y DOTADO CON UN TUBO DE FUNDICION Y UNA PARTE DE ENTRADA CON SECTORES DE CALENTAMIENTO (A, B). O.
UN MOLDE EMPLEADO EN MAQUINAS PARA VACIADO EN CONTINUO DE TOCHOS DE ACERO O DE OTRO METAL DE ELEVADO PUNTO DE FUSION.
(16/07/1987). Solicitante/s: OUTOKUMPU OY.
Un molde empleado en máquinas para vaciado en continuo de tochos de acero o de otro metal de elevado punto de fusión, caracterizado porque se provee a la superficie exterior del molde de unas acanaladuras intensificadoras del enfriamiento, de longitudes definidas, en la zona correspondiente al límite de la fusión durante el proceso de moldeo.
UN APARATO DE MOLDE DE COLADA CONTINUA COMPUESTO, DEL TIPO DE ANCHURA VARIABLE.
(01/04/1987). Solicitante/s: NIPPON STEEL CORPORATION.
APARATO DE MOLDE DE COLADA CONTINUA DEL TIPO DE ANCHURA VARIABLE. CONSTA DE UN PAR DE CARAS ESTRECHAS (1A, 1B) QUE ESTAN FIJADAS ENTRE UN PAR DE CARAS ESTRECHAS (2A, 2B), LAS CUALES ESTAN SUJETAS A UNA MESA DE OSCILACION DEL MOLDE, SIENDO DICHAS CARAS ESTRECHAS MOVIBLES A LO LARGO DE LAS CARAS ANCHAS DE TAL MODO QUE SE VARIE LA ANCHURA DE LA PLANCHA QUE ESTA SIENDO COLADA, EN EL LADO POSTERIOR DE LA CARA ESTRECHA JUNTO AL PUNTO DE EQUILIBRIO ENTRE TODAS LAS FUERZAS DE REACCION SOBRE DICHA CARA ESTRECHA DURANTE LA VARIACION DE LA ANCHURA; DE MEDIOS DE ACCIONAMIENTO (3A, 3B), TALES COMO UNIDADES DE ACCIONAMIENTO ELECTROHIDRAULICAS, QUE ESTAN CONECTADOS A LAS CARAS ESTRECHAS (1A, 1B); Y DE UN DISPOSITIVO GIRATORIO PARA ACCIONAR A ROTACION LAS CARAS ESTRECHAS.
UN METODO PARA VARIAR LA ANCHURA EN CONDICIONES DE COLADA CONTINUA MOVIENDO PARA ELLO LA CARA ESTRECHA DEL MOLDE DE COLADA CONTINUA.
(16/01/1987). Solicitante/s: NIPPON STEEL CORPORATION.
METODO PARA VARIAR LA ANCHURA DE UNA PLANCHA COLADA EN UN MOLDE DE COLADA CONTINUA. CONSISTE EN MOVER, EN CONDICIONES DE COLADA CONTINUA, LA CARA ESTRECHA DEL MOLDE, INCLUYENDO DICHO PROCEDIMIENTO AL MENOS UN PERIODO DE VARIACION DEL ESTRECHAMIENTO HACIA ADELANTE, EN EL CUAL CADA CARA ESTRECHA ES INCLINADA GRADUALMENTE HACIA EL CENTRO DEL MOLDE DE COLADA, Y AL MENOS UN PERIODO DE VARIACION DEL ESTRECHAMIENTO HACIA ATRAS, EN EL CUAL CADA CARA ESTRECHA ES INCLINADA GRADUALMENTE EN SENTIDO DE ALEJARLA DEL CENTRO DEL MOLDE. LA ACELERACION DEL MOVIMIENTO HORIZONTAL DE CADA CARA ESTRECHA SE DETERMINA POR MEDIO DE LA RESISTENCIA ADMISIBLE A LA DEFORMACION DE LA COSTRA. LA OPERACION DE VARIACION DE LA ANCHURA SE LLEVA A CABO MIENTRAS SE MANTIENEN CONSTANTES LA ACELERACION Y LA VELOCIDAD ANGULAR. DE APLICACION EN MAQUINAS DE COLADA CONTINUA DE ACERO.
PROCEDIMIENTO PARA LA FABRICACION DE UNA COQUILLA PARA COLADA CONTINUA, CON PIEZAS PERFILADAS RESISTENTES AL DESGASTE, Y COQUILLA CORRESPONDIENTE.
(16/06/1986). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE A.G..
PROCEDIMIENTO PARA FABRICAR UNA COQUILLA PARA COLADA CONTINUA CON PIEZAS PERFILADAS RESISTENTES AL DESGASTE. COMPRENDE: A) CONFORMAR EN FRIO A PARTIR DE UNA ALEACION DE COBRE UNA PLACA DE COQUILLA COMPUESTA, PARA COLADA CONTINUA DE ACERO; B) FRESAR LOS BORDES DE LA PLACA , PARA FORMAR REBAJES RESULTANTES; C) ENCAJAR LAS REGLILLAS DE METAL DURO EN LOS REBAJES DE B); Y D) SOLDAR A LAS REGLILLAS A LA PLACA POR RAYOS DE ELECTRONES, PARA PROTEGER DEL DESGASTE A LAS ZONAS DE BORDES DE PLACAS LONGITUDINALES Y TRANSVERSALES DE LA COQUILLA, EVITAR LA FORMACION DE GRIETAS, GARANTIZAR LA BUENA CALIDAD DE COLADA Y EXCLUIR CUALQUIER REBLANDECMIENTO DE LA COQUILLA AL DELIMITAR COSTURAS CONTINUAS EN LA SOLDADURA. SE UTILIZA EN ACERIA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA COLADA CONTINUA DE BANDA DE ACERO.
(16/05/1986). Solicitante/s: SMS SCHLOEMANN-SIEMAG AG..
PROCEDIMIENTO Y DISPOSITIVO PARA LA COLADA CONTINUA DE BANDA DE ACERO. INCLUYE: UNAS PAREDES LATERALES MAYORES QUE DISCURREN LATERALMENTE A LA ZONA DE COLADA , EN FORMA DE TOLVA, A UNA DISTANCIA CORRESPONDIENTE AL ESPESOR DE LA BANDA (D), Y PARALELAMENTE, HASTA LA PARED LATERAL MENOR (3 Y 4) CORRESPONDIENTE. CONSISTE: A) EN ESTAR DESTINADO A LA COLADA DE BANDAS DE ACERO CON UN ESPESOR INFERIOR A 60 MM EN UNA COQUILLA DE COLADA CONTINUA; B) DIMENSIONAR LA VELOCIDAD DE REFRIGERACION Y LA VELOCIDAD DE EXTRACCION DE FORMA QUE LA COSTRA DEL LINGOTE TENGA EN EL EXTREMO DE LA ZONA DE COLADA , EN FORMA DE TOLVA, UN ESPESOR INFERIOR A 6 MM. SIENDO LA VELOCIDAD DE EXTRACCION DE 4 A 6 M/MINUTO.
LINGOTERA ABIERTA PARA UNA INSTALACION DE COLADA CONTINUA.
(01/05/1986). Solicitante/s: VOEST-ALPINE AKTIENGESELLSCHAFT.
Lingotera abierta para una instalación de colada continua, especialmente una instalación de colada contínua de acero, con paredes internas de cobre o una aleación de cobre, estando provistas las paredes internas en su lado vuelto hacia el hueco de la lingotera con una capa resistente al desgaste, caracterizado porque dicha capa resistente al desgaste se extiende desde el extremo de descarga de la lingotera hasta como máximo por un tercio de la longitud de la lingotera en la zona central de las paredes internas y extendiendose en las zonas laterales de las paredes interiores en las que se apoyan los cantos del lingote por, al menos, la longitud de la capa resistente al desgaste en la zona central hasta como máximo por toda longitud de la lingotera.
PERFECCIONAMIENTOS EN UN SISTEMA INDICADOR DE CARGAS PARA UN OSCILADOR DE UN MOLDE DE COLADA CONTINUA.
(16/04/1986). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
PERFECCIONAMIENTOS EN UN SISTEMA INDICADOR DE CARGAS PARA UN OSCILADOR DE UN MOLDE DE COLADA CONTINUA. CONSISTENTES EN: DISPOSITIVOS PARA PROPORCIONAR UNA SEÑAL QUE TIENE UN COMPONENTE REPRESENTANTE DE LA FRICCION ENTRE EL MOLDE Y EL CONTENIDO DEL MOLDE QUE TIENEN ELEMENTOS DE SEÑALES PARA DAR UNA SEÑAL REPRESENTATIVA DE LA CARGA ENTRE EL MOLDE Y LOS OSCILADORES; UNOS CONTROLADORES DEL VALOR PICO A PICO DE SEÑAL QUE TIENEN DETECTORES PICO A PICO PARA PROPORCIONAR UNA SEÑAL REPRESENTATIVA DEL VALOR PICO A PICO DE LA SEÑAL DE CARGA DE REFERENCIA, PARA GENERAR UNA SEGUNDA SEÑAL REPRESENTATIVA DEL VALOR PICO A PICO DE LA FRICCION DEL MOLDE; Y DISPOSITIVOS DE REFERENCIA PARA GENERAR UNA SEÑAL DE MARCHA LIBRE REPRESENTATIVA DE LA CARGA ENTRE EL MOLDE Y LOS OSCILADORES.
PERFECCIONAMIENTOS EN UN SISTEMA INDICADOR DE CARGAS PARA UN OSCILADOR DE UN MOLDE DE COLADA CONTINUA.
(16/04/1986). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
PERFECCIONAMIENTOS EN UN SISTEMA INDICADOR DE CARGAS PARA UN OSCILADOR DE UN MOLDE DE COLADA CONTINUA. CONSISTENTES EN UNOS DISPOSITIVOS DE CONTROL QUE PROPORCIONAN UNA INDICACION DE DIFERENCIAS EN LAS FUERZAS DE OSCILACION APLICADAS A CADA UNO DE LOS PUNTOS, Y COMPRENDEN: UNA PLURALIDAD DE CELULAS DE CARGA, QUE MANDAN SEÑALES DE SALIDA INDICATIVAS DE LA CARGA SOBRE LOS OSCILADORES EN UN PUNTO DE LA PLURALIDAD DE PUNTOS; ELEMENTOS COMPARATIVOS QUE COMPARAN LAS SEÑALES DE SALIDA DE LAS CELULAS DE CARGA ADICIONALES CON LA SEÑAL DE SALIDA DE LA PRIMERA CELULA DE CARGA; DETECTORES DEL NIVEL DE ONDA; GENERADORES DE UNA SEÑAL DE CARGA TOTAL Y ELEMENTOS DE REFERENCIA QUE GENERAN UNA SEÑAL DE REFERENCIA DE LAS CARGAS EN MARCHA LIBRE SOBRE LA PLURALIDAD DE CELULAS DE CARGA.
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE GUIA PARA UNA COQUILLA DE COLADA CONTINUA ACCIONADA EN FORMA OSCILANTE.
(01/04/1986). Solicitante/s: SMS SCHLOEMANN-SIEMAG AG..
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE GUIA PARA UNA COQUILLA DE COLADA CONTINUA ACCIONADA EN FORMA OSCILANTE. CONSISTENTES EN: SUJETAR EN AMBOS LADOS DE UN PORTE-RESORTE , UN RESORTE DE LAMINA , QUE SE AMARRA EN SU ZONA CENTRAL SOBRE EL BASTIDOR Y QUE LLEVA FIJADO EN SU ZONA CENTRAL A LA MESA ELEVADORA DE LA COQUILLA MEDIANTE UNA PIEZA INTERMEDIA Y UNAS CUÑAS QUE SE PUEDEN TENSAR; FIJAR AL PORTE-RESORTE , UNA BANDEJA , QUE CIRCUNDE AL DISPOSITIVO DE GUIA Y ESTE DOTADA DE UNA TAPA Y ALINEAR EN LA TRAYECTORIA (R) DEL ARCO DE CONDUCCION DEL LINGOTE CONTINUO DE UNA INSTALACION DE COLADA CONTINUA EN ARCO, UNA UNIDAD COMPUESTA DE PORTE-RESORTE Y RESORTE DE LAMINA.
PROCEDIMIENTO PARA LA TRANSFORMACION DE LAS COQUILLAS DE COLADA CONTINUA EN FORMAS DE SECCION PERFILADA MEDIANTE UN MANDRIL CALIBRADOR.
(01/04/1986). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
PROCEDIMIENTO PARA LA TRANSFORMACION DE LAS COQUILLAS DE COLADA CONTINUA EN FORMA DE SECCION PERFILADA MEDIANTE UN MANDRIL CALIBRADOR. COMPRENDE: A) CORTAR UN TUBO RECTO EMBUTIDO DE COBRE PULIDO , TOMADO DE UN TUBO EXTRUSIONADO REDONDO, DE DUREZA BRINELL HB 50-60, CON LA LONGITUD DESEADA; B) PREFORMAR CON EL TUBO MEDIANTE EMBUTICION O CILINDRADO, LA PREFORMA DE COQUILLA TUBULAR ; C) EMPUJAR EL MANDRIL , DUROCROMADO, DE SECCION EN DOBLE T, CONTRA LA PREFORMA , MEDIANTE LA PASADA CONJUNTA DE LA PREFORMA Y EL MANDRIL POR UN ARO DE PRESION, O POR FORJADO, O POR CILINDRADO, EN LOS CUALES, LA PREFORMA Y EL MANDRIL PASAN JUNTOS POR OTRAS FASES DE MECANIZACION PARA OBTENER LA COQUILLA DESEADA.-.
PERFECCIONAMIENTOS EN UN APARATO PARA LA COLADA CONTINUA DE METALES.
(01/11/1985). Solicitante/s: IMI REFINERS LIMITED.
PERFECCIONAMIENTOS EN UN APARATO PARA LA COLADA CONTINUA DE METALES. CONSISTENTES EN: DOTAR AL APARATO DE UN MOLDE HORIZONTALMENTE ORIENTADO; ELEMENTOS PARA ENFRIAR EL MOLDE; ELEMENTOS DE ALIMENTACION A TRAVES DE LOS CUALES PUEDE PASAR EL METAL FUNDIDO DESDE UN RECIPIENTE HACIA EL MOLDE; Y DISPOSITIVOS ENTRE LOS ELEMENTOS DE ALIMENTACION Y EL MOLDE QUE COMPRENDEN UN MANGUITO COMPUESTO CON UNA PORCION INTERNA QUE ENTRA EN CONTACTO CON EL METAL A COLAR Y UNA PORCION EXTERNA QUE ESTA HECHA DE UN MATERIAL AISLANTE SIENDO LA SECCION TRANSVERSAL DE LA ABERTURA DEL MANGUITO EN POSICION ADYACENTE AL MOLDE MAS PEQUEÑA QUE LA DEL MOLDE DE MANERA QUE LA PORCION INTERNA DEL MANGUITO FORME UN RESALTO INMEDIATAMENTE ADYACENTE A LA ENTRADA DEL MOLDE.
PROCEDIMIENTO PARA HACER OSCILAR UNA COQUILLA DE COLADA CONTINUA HORIZONTAL, EN SI RIGIDA, PARA METALES, ESPECIALMENTE ACERO.
(01/10/1985). Solicitante/s: FRIED. KRUPP GESELLSCHAFT MIT BESCHRANKTER HAFTUNG.
PROCEDIMIENTO PARA HACER OSCILAR UNA COQUILLA DE COLADA CONTINUA HORIZONTAL EN SI RIGIDA PARA METALES, ESPECIALMENTE ACERO.CONSISTE EN AJUSTAR LA FRECUENCIA (F) MINIMA DE OSCILACION DE LA COQUILLA (100/MIN) CON LA CARRERA (H) DE LA VELOCIDAD DE COLADA (VO), MEDIANTE UN CALCULADOR DE PROCESO EN FUNCION DE LA VELOCIDAD DE COLADA, PARA CONSEGUIR QUE EL AVANCE MEDIO (2FH/VO) DE LA COQUILLA DE COLADA CONTINUA RESPECTO A LA BARRA CONTINUA, PRESENTE UN VALOR DE 0,64 Y DETERMINAR QUE EL RECORRIDO DE RECALCAMIENTO O TRAYECTO RECORRIDO EN LA DIRECCION DE COLADA DURANTE EL AVANCE DE LA COQUILLA DE COLADA CONTINUA RESPECTO A LA BARRA CONTINUA SEA COMO MAXIMO DE 1 MM.
PERFECCIONAMIENTOS EN UN APARATO DE COLADA CONTINUA.
(16/08/1985). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
PERFECCIONAMIENTOS EN UN APARATO DE COLADA CONTINUA.CONSISTENTES EN: ELEMENTOS DE OSCILACION PARA IMPARTIR UN MOVIMIENTO DE OSCILACION AL MOLDE EN UNA PLURALIDAD DE PUNTOS QUE INCLUYE UN PRIMER PUNTO Y PUNTOS ADICIONALES (N-1) UNO DE LOS CUALES ES UN SEGUNDO PUNTO; Y ELEMENTOS DE CONTROL PARA PROPORCIONAR UNA INDICACION DE DIFERENCIAS EN EL MOVIMIENTO DE OSCILACION EN LOS PUNTOS PRIMERO Y SEGUNDO Y QUE INCLUYEN ELEMENTOS PARA COMPARAR EL MOVIMIENTO DE OSCILACION EN EL PRIMER PUNTO CON EL MOVIMIENTO DE OSCILACION EN CADA UNO DE LOS PUNTOS ADICIONALES (N-1).
PERFECCIONAMIENTOS EN LA INSTALACION DE COLADA CONTINUA HORIZONTAL DE METALES, ESPECIALMENTE ACERO.
(16/07/1985). Solicitante/s: INSTITUT DE RECHERCHES DE LA SIDERURGIE FRANCAISE.
PERFECCIONAMIENTOS EN LA INSTALACION DE COLADA CONTINUA HORIZONTAL DE METALES, ESPECIALMENTE ACERO.COMPRENDE UN RECIPIENTE METALURGICO DE COLADA , UNA LINGOTERA DE COLADA CONTINUA HORIZONTAL Y UNA JUNTA DE UNION ESTANCA ENTRE ESTA LINGOTERA Y ESTE RECIPIENTE, SIENDO LA JUNTA UN CUERPO DE MATERIAL REFRACTORIO FORMADO DE DOS PARTES CONTIGUAS Y QUE PRESENTAN ENTRE SI UNA DIFERENCIA DE SECCION RECTA MACIZA.ADEMAS, EL PERFIL INTERNO DEL CANAL PRACTICADO EN LA JUNTA ES DE FORMA REGULAR, AL MENOS EN LA PARTE DE LA JUNTA DE MENOR SECCION RECTA MACIZA Y EL CANAL NO PRESENTA NINGUNA DISCONTINUIDAD AL NIVEL DE LA UNION JUNTA-LINGOTERA.
UN METODO PARA REDUCIR O ENSANCHAR LA ANCHURA DE UN MOLDE DURANTE LA COLADA CONTINUA.
(01/06/1985). Solicitante/s: NIPPON STEEL CORPORATION.
METODO PARA VARIAR LA ANCHURA DE UN MOLDE DURANTE UNA COLADA CONTINUA.COMPRENDE EN UN MOLDE CON DOS PAREDES LATERALES UNA ESTACIONARIA Y OTRA MOVIBLE, DIVIDIR LA FASE DE MOVIMIENTO DE LA PARED LATERAL EN UNA FASE DE INCLINACION HACIA ADELANTE, UNA DE TRASLACION Y OTRA DE INCLINACION HACIA ATRAS; AUMENTAR EN LA FASE DE INCLINACION HACIA ADELANTE LA VELOCIDAD DE MOVIMIENTO DE LA PARTE SUPERIOR DE DICHA PARED LATERAL MAS QUE EL DE SU EXTREMO INFERIOR, Y DISMINUIR LA DIFERENCIA DE VELOCIDADES ENTRE AMBOS EXTREMOS HASTA LA IGUALDAD; TRASLADAR LA PARED LATERAL EN LA FASE DE MOVIMIENTO DE TRASLACION; Y DISMINUIR EN LA FASE DE INCLINACION HACIA ATRAS LA VELOCIDAD DE LA PARTE SUPERIOR DE LA PARED LATERAL, Y AUMENTAR LA DIFERENCIA DE VELOCIDADES ENTRE EXTREMO SUPERIOR E INFERIOR HASTA QUE LA PARED LATERAL ALCANCE SU POSICION DE INCLINACION NORMAL.
PERFECCIONAMIENTOS EN LA FABRICACION DE MOLDES DE FUNDICION CONTINUA EN ACERO.
(16/04/1985). Solicitante/s: NIPPON STEEL CORPORATION MISHIMA KOSAN COMPANY, LIMITED.
PERFECCIONAMIENTOS EN LA FABRICACION DE MOLDES DE FUNDICION CONTINUA DE ACERO.CONSISTENTES EN REALIZAR EL MOLDE PARA LA FUNDICION CONTINUA DE ACERO, MEDIANTE UN CUERPO CONSTITUIDO A BASE; DE COBRE O DE UNA ALEACION DE COBRE ; DOS CAPAS DE NIQUEL O DE ALEACION DE NIQUEL COLOCADAS SOBRE UNA PARTE DE SU SUPERFICIE INTERNA; Y UNA CAPA DE CROMO EXTERIOR COLOCADA SOBRE UNA CAPA QUE REQUIERE SER REPARADA, Y EN LA QUE SOLAMENTE UNA PARTE A SER REPARADA HA SIDO SOMETIDA A ABRASION O ELIMINADA, HASTA EL ESPESOR REQUERIDO PARA RECUPERAR LA FORMA ORIGINAL DE LA CAPA REPARADA.
PROCEDIMIENTO PARA REGULAR EL NIVEL DEL BAÑO DE UNA FUSION METALICA.
(16/02/1985). Solicitante/s: NORDDEUTSCHE AFFINERIE AG.
PROCEDIMIENTO PARA REGULAR EL NIVEL DEL BAN/O DE UNA FUSION METALICA, ESPECIALMENTE UNA COQUILLA DE COLADA CONTINUA.COMPRENDE UNA SONDA , UN AJUSTADOR DE VALOR NOMINAL PREFIJADO, UN COMPARADOR , QUE DETERMINARA LA DIFERENCIA CON EL VALOR SUMINISTRADO POR EL CIRCUITO DE MEDICION DE IMPEDANCIA Y EXCITARA AL SERVOMOTOR , A TRAVES DEL CONTROL DEL MOTOR , DE FORMA QUE MOVERA LA SONDA HACIA LA FUSION POR MEDIO DEL MECANISMO DE DESPLAZAMIENTO.
PROCEDIMIENTO Y DISPOSITIVO PARA AJUSTAR LA CONICIDAD DE PAREDES LATERALES ESTRECHAS DE COQUILLAS DE COLADA CONTINUA.
(16/11/1984). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
PROCEDIMIENTO Y DISPOSITIVO PARA AJUSTAR LA CONICIDAD DE PAREDES LATERALES ESTRECHAS DE COQUILLAS DE COLADA CONTINUA.CONSISTE EN AJUSTAR EL LADO INFERIOR DE CADA PARED LATERAL ESTRECHA DESPUES DE QUE LA CABEZA DE ARRANQUE SALE DE LA COQUILLA, CON UNA FUERZA QUE ORIGINA EL CONTACTO DE LA PARED LATERAL ESTRECHA CON LA ZONA DEL CANTO DE LA CASCARA DE LA BARRA COLADA. ESTA FUERZA QUE CONTRARRESTA EL ABOMBAMIENTO DE LA CASCARA DE LA BARRA COLADA SE MANTIENE CONSTANTE POR REGULACION DEL LADO INFERIOR DE LA PARED LATERAL ESTRECHA EN CORRESPONDENCIA CON LA CONTRACCION DE LA BARRA COLADA QUE VA VARIANDO DURANTE LA OPERACION DE COLADA; Y MEDIR LA FUERZA ENTRE LA PARED LATERAL ESTRECHA INFERIOR Y EL DISPOSITIVO DE REGULACION COMPARANDO AQUELLA CON UN VALOR TEORICO U.
{kind=link}
{kind=link}