CIP-2021 : F16L 59/20 : a los empalmes no desmontables.
CIP-2021 › F › F16 › F16L › F16L 59/00 › F16L 59/20[4] › a los empalmes no desmontables.
Notas[t] desde F15 hasta F17: TECNOLOGIA EN GENERAL
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL.
F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL.
F16L 59/00 Aislamiento térmico en general.
F16L 59/20 · · · · a los empalmes no desmontables.
CIP2021: Invenciones publicadas en esta sección.
Protección contra la formación de polvo metálico para conjuntos de tubos soldados.
(29/04/2020) Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado interior del primer tubo una barrera a la penetración de carbono;
un segundo tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado interior del segundo tubo una barrera a la penetración de carbono;
estando construidos el primer tubo y el segundo tubo a partir de un metal o aleación;
un material de soldadura que forma una junta soldada estanca a los fluidos que conecta un extremo de un segmento del primer tubo a un extremo de un segmento del segundo tubo ; y
un material aislante en relación…
Pieza de conexión para electrofusión aislada.
(22/10/2019). Solicitante/s: GEORG FISCHER ROHRLEITUNGSSYSTEME AG. Inventor/es: MUCKENSCHNABEL, HARALD, SCHÖLLER,STEFAN, HUNNEKUHL,JÖRG.
Pieza de conexión para electrofusión aislada para la unión de áreas terminales de tuberías de material sintético termoplástico, en particular de tuberías preaisladas que comprenden un manguito de electrofusión , donde el manguito de electrofusión presenta como mínimo un elemento de calentamiento eléctrico , estando el elemento de calentamiento preferentemente conformado como bobinado de alambre de calefacción , que presenta como mínimo un contacto para el suministro de corriente eléctrica, como mínimo un indicador del soldado , un elemento aislante , habiéndose dispuesto el elemento aislante en el perímetro externo del manguito de electrofusión , mientras la pieza de conexión para electrofusión aislada presenta un revestimiento exterior de material sintético.
PDF original: ES-2728050_T3.pdf
Protección térmica para componentes sensibles a la temperatura.
(24/01/2018). Solicitante/s: STRAUB WERKE AG. Inventor/es: MANNHART,Hubert, DURISCH,RUBEN.
Acoplamiento de tuberías con uno o varios elementos de sellado elásticos de goma y con una protección térmica, que consiste en un revestimiento de material intumescente que envuelve los componentes del acoplamiento de la tuberías, caracterizado porque el revestimiento está protegido contra exposiciones térmicas menores de acción local por una capa protectora, en el que la capa protectora está constituida por una funda de chapa, que presenta en su periferia varias aberturas de paso (8a) para la salida del material intumescente que se hincha bajo los efectos caloríficos.
PDF original: ES-2665929_T3.pdf
Procedimiento y dispositivo para la fabricación de una tubería aislada térmicamente.
(30/03/2016) Procedimiento para la fabricación de una tubería aislada térmicamente, que comprende el posicionamiento de al menos un tubo interior en un tubo exterior bajo la formación de un espacio hueco entre la pared exterior del tubo interior y la pared interior del tubo exterior así como el relleno con espuma del espacio hueco , en el que el tubo interior es retenido de manera que se extiende recto por medio de fuerza de tracción en dirección longitudinal de los tubos y se rellena con espuma retenido de esta manera, en el que se utiliza un alojamiento de tubo que se extiende en la dirección longitudinal de los tubos a fabricar y se utilizan medios de fijación (9, 9') dispuestos a ambos a ambos lados de los extremos longitudinales del alojamiento de tubo, caracterizado porque se utiliza al menos un miembro de tracción…
Método para prolongar la esperanza de vida de tuberías de alta temperatura y estructura de prolongación de la esperanza de vida de tuberías de alta temperatura.
(20/01/2016) Un método para prolongar la esperanza de vida de una tubería de alta temperatura para usarse cuando se determina que no puede realizarse un uso estacionario continuado mediante una evaluación de la esperanza de vida restante de una ruptura por fluencia de una porción soldada de la tubería de alta temperatura , comprendiendo el método:
eliminar una parte de un material de aislamiento térmico que cubre una ubicación que tiene un riesgo alto de ruptura por fluencia en la tubería de alta temperatura y reducir una temperatura de superficie exterior de la tubería de alta temperatura localmente para prolongar la esperanza de vida de la ubicación que tiene el riesgo alto de ruptura por fluencia,
en donde una anchura (L) de una porción expuesta obtenida…
Procedimiento para la configuración de una conexión entre dos tubos así como conexión de tubos.
(10/07/2013) Procedimiento para la configuración de una conexión entre dos tubos rodeados por un aislamiento con una juntura formada mediante alineación entre sí de las superficies frontales de los tubos, que esrodeada por una cubierta , teniendo un recorrido en la zona de cada aislamiento de cada tubo con separacióncon respecto a su juntura una ranura periférica que se extiende en dirección longitudinal del tubocon fondo de ranura que tiene un recorrido transversal con respecto a su dirección longitudinal, con lasetapas del procedimiento
a) conexión de los tubos ,
b) facilitación de dos primeras y dos segundas semicarcasas parciales , formando las primeras ylas segundas semicarcasas parciales, respectivamente, una semicarcasa con una extensión que se diseña conrespecto a la separación entre los fondos…
Pieza de conexión entre un tubo de craqueo y un tubo de refrigeración así como procedimiento para conectar un tubo de craqueo con un tubo de refrigeración.
(20/05/2013) Pieza de conexión entre un tubo de craqueo de un horno de craqueo y un tubo de refrigeración de un refrigeradorde gas de craqueo, estando el tubo de refrigeración configurado como tubo doble con un tubo interior dispuesto en la extensión del tubo de craqueo y un tubo exterior que envuelve el tubo interior , formando unespacio intermedio de refrigeración , estando el espacio intermedio de refrigeración conectado a una cámarade alimentación para la alimentación de un medio de refrigeración y estando conectada con el tubo de craqueo una pieza de transición , cuya sección terminal está realizada en forma de horquilla, presentando un seccióninterior y una sección exterior entre las cuales está insertada una capa de un material termoaislante…
DISPOSITIVO DE VALVULA CRIOGENICA CON ACCIONADOR NEUMATICO.
(16/03/2007) Dispositivo de válvula criogénica que comprende un cuerpo de válvula que delimita un conducto de circulación de un fluido criogénico, un elemento de obturación dispuesto en el conducto y acoplado a un vástago de mando para maniobrar dicho elemento de obturación entre una posición de cierre, en la cual cierra el conducto , y una posición de apertura en la cual el fluido criogénico circula libremente en el conducto de manera que controle el caudal del fluido criogénico, un accionador neumático que comprende una cámara que delimita dos cavidades que encierran un pistón en acoplamiento con el vástago de mando , estando las cavidades alimentadas con un gas de mando para posicionar el pistón en una posición cualquiera entre la posición de cierre y la posición de apertura del elemento de obturación, y una…
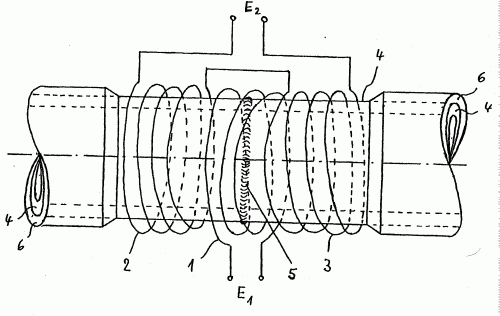
PROCEDIMIENTO Y DISPOSITIVO PARA EL CALENTAMIENTO PREVIO DE UN TRAMO DE TUBO EN LA ZONA DE LAS SOLDADURAS CIRCUNFERENCIALES.
(01/08/2006). Ver ilustración. Solicitante/s: EUPEC PIPECOATINGS GMBH. Inventor/es: MALLY, GUNTER, DIPL.-ING., BLOME, PETER A., DIPL.-KFM.
Procedimiento para el calentamiento de un tramo de tubo en la zona de las soldaduras circunferenciales para una posterior aplicación de una envolvente de plástico (aislamiento final) en donde el aislamiento final se produce inmediatamente después en el tiempo al proceso de la soldadura circunferencial, caracterizado porque para conseguir una temperatura superficial igual lo más alta posible en la zona del aislamiento final se realiza el precalentamiento de tal manera que en el curso de la longitud axial de la zona del aislamiento final referido a la superficie exterior del tubo al tramo de tubo se le aplican diferentes cantidades de energía térmica, en donde la aplicación de energía térmica en la proximidad de la soldadura circunferencial se mantiene mas pequeña que a ambos lados de las zonas extremas contiguas a la zona del aislamiento final.
{kind=link}