CIP-2021 : E01B 11/52 : Uniones obtenidas por soldadura aluminotérmica.
CIP-2021 › E › E01 › E01B › E01B 11/00 › E01B 11/52[2] › Uniones obtenidas por soldadura aluminotérmica.
Notas[t] desde E01 hasta E06: EDIFICIOS
Notas[g] desde E01B 1/00 hasta E01B 26/00: Estructura de las vías de los ferrocarriles o tranvías
E CONSTRUCCIONES FIJAS.
E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES.
E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H).
E01B 11/00 Uniones de carriles (conexiones eléctricas de los carriles B60M 5/00).
E01B 11/52 · · Uniones obtenidas por soldadura aluminotérmica.
CIP2021: Invenciones publicadas en esta sección.
Molde para la soldadura aluminotérmica de raíles de vía férrea.
(15/11/2018) Molde para la soldadura aluminotérmica de raíles de vía férrea, del tipo que comprende varias piezas de material refractario rígido, susceptibles de ser ensambladas temporalmente alrededor de dos extremos de rail a soldar definiendo cada una, mediante unas partes de superficie respectivas , mutuamente adyacentes:
- una parte respectiva de una cavidad de moldeo , abierta hacia arriba, dispuesta para recibir por colada un metal de soldadura en estado líquido y que envuelve los dos extremos , una distancia dispuesta entre los mismos y una primera zona de cada rail , inmediatamente vecina del extremo correspondiente, para comunicar una forma determinada al metal de soldadura durante su solidificación,
- una parte respectiva de cada una de dos superficies…
DISPOSITIVO DE REACCION ALUMINOTERMICA.
(08/02/2010) Dispositivo de reacción aluminotérmica, que comprende un crisol que define una cámara de reacción aluminotérmica y una tapa destinada a cerrar una abertura superior , de dimensiones interiores determinadas, de dicha cámara , comprendiendo dicha tapa a este fin un borde periférico inferior apropiado para apoyarse sobre un borde periférico superior del crisol que delimita dicha abertura superior , siendo dicha tapa sustancialmente continua y soportando solidariamente, por dicho borde inferior , una guarnición filtrante anular, sustancialmente continua, apta para constituir un intermedio sustancialmente continuo de apoyo de dicho borde inferior sobre dicho borde superior , caracterizado porque el borde periférico inferior de la tapa descansa sobre el borde periférico superior …
MEJORAS PARA PROCEDIMIENTO DE SOLDADURA ALUMINOTERMICA CON CRISOL Y MOLDE DE UN SOLO USO, Y APARATO PARA PUESTA EN PRACTICA DE DICHAS MEJORAS.
(11/01/2010) Mejoras para procedimiento de soldadura aluminotérmica con crisol y molde de un solo uso, y aparato para puesta en práctica de dichas mejoras; comprendiendo el procedimiento el posicionamiento de un molde de arena con aglomerantes en la zona de unión entre las piezas a soldar; el precalentamiento mediante aparato quemador calibrado de una mezcla de gas combustible y aire inducido u oxígeno con una boquilla que se introduce por el cazo de colada del molde; y la colocación del crisol sobre el molde para iniciar la reacción aluminotérmica con vertido del metal fundido al molde tras la apertura de un dispositivo de destape automático del crisol; donde el precalentamiento se realiza mediante un aparato quemador de…
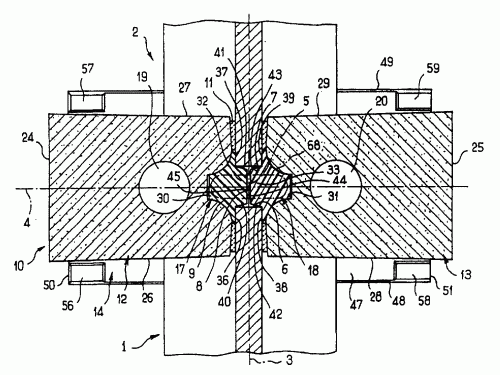
MOLDE DE SOLDADURA Y DISPOSITIVO DE PRECALENTAMIENTO PREVISTO PARA COOPERAR CON EL MISMO.
(16/08/2000). Ver ilustración. Solicitante/s: RAILTECH INTERNATIONAL. Inventor/es: THURU, JEAN-JACQUES.
LA INVENCION SE REFIERE A UN MOLDE DE SOLDADURA PARA LA UNION A TOPE DE DOS PIEZAS METALICAS MEDIANTE LA COLADA DE UN METAL DE APORTACION FUNDIDO CON UNA HUELLA DEFINIDA POR EL MOLDE. AL MENOS UNO DE LOS ELEMENTOS DEL MOLDE INCORPORA UN ORGANO DE CALCE DE FORMA Y DIMENSIONES TALES QUE SOLO ENCAJA EN UN ESPACIO DISPUESTO ENTRE LAS DOS PIEZAS SI ESTAS PRESENTAN ENTRE SI UNA SEPARACION AL MENOS IGUAL A CIERTO VALOR DETERMINADO, DE MANERA QUE SOLO SI SE CUMPLE ESTA CONDICION PUEDAN MONTARSE LOS ELEMENTOS DEL MOLDE EN TORNO A LAS PIEZAS QUE HAN DE SOLDARSE . APLICACION EN PARTICULAR A LA SOLDADURA DE CARRILES FERROVIARIOS, ARMADURAS PARA HORMIGON Y PERFILES METALICOS.
PROCEDIMIENTO PARA LA SOLDADURA DE FUSION INTERMEDIA DE RAILES CON ESTRUCTURA PERLITICA FINA.
(01/02/1997). Solicitante/s: ELEKTRO-THERMIT GMBH. Inventor/es: KUSTER, FRANK, DR.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA SOLDADURA DE FUSION INTERMEDIA DE RAILES CON ESTRUCTURA PERLITICA FINA MEDIANTE VERTIDO DE ACERO GENERADO DE MODO ALUMINOTERMICO EN UNO DE LOS MOLDES DE FUNDICION QUE RODEA AMBOS EXTREMOS DEL RAIL. DESPUES DEL ENFRIAMIENTO DE LA SOLDADURA, SE CALIENTA LA SUPERFICIE DE DESPLAZAMIENTO DE LA SOLDADURA Y LAS ZONAS INFLUIDAS POR EN CALOR DE LIMITACION PROXIMA A PARTIR DE LA ZONA SUPERIOR POR MEDIO DE UN QUEMADOR DEL TIPO DE SCHOCK DURANTE UN ESPACIO DE TIEMPO DESDE 50 HASTA 150 SEGUNDOS. EL QUEMADOR SE ALIMENTA DE FORMA RESPECTIVA CON AL MENOS 10.000 L/HORA DE OXIGENO Y 3.500 L/HORA DE PROPANO O ACETILENO, LA SUPERFICIE DE COMBUSTION DEL CABEZAL DEL QUEMADOR SE POSICIONA A UNA DISTANCIA DE LA SUPERFICIE DE PASADA DE LA SOLDADURA Y DE LAS ZONAS DE INFLUENCIA DE CALENTAMIENTO, EN UN VALOR CORRESPONDIENTE EN MILIMETROS MEDIDOS DE 0,1 RRESPONDIENTE AL PESO MEDIDO DEL RAIL UTILIZADO, MEDIDO EN KG.
PROCESO PARA SOLDADURA DE FUNDICION INTERMEDIA EN RAILES DE PERLITA FINA.
(01/02/1994). Solicitante/s: ELEKTRO-THERMIT GMBH. Inventor/es: KUSTER, FRANK, DR., GUNTERMANN, HANS, DR.
SE TRATA DE UN PROCESO DE SOLDADURA DE FUNDICION INTERMEDIA DE RAILES DE PERLITA FINA A TRAVES DE VERTIDO DEL ACERO GENERADO ALUMINOTERMICO EN UNO DE AMBOS MOLDES DE FUNDICION DE EXTREMO DE CARRIL CONTINUO, EN EL QUE SE IMPULSA CON UN MEDIO FRIO EN LA SUPERFICIE DE CABEZA DEL RAIL EN AMBAS MITADES DEL MOLDE DE FUNDICION DE LOS DOS TROZOS DE CARRIL CONTIGUO SEGUN UNA BOCA EL ACERO FUNDIDO HASTA SU SOLIDIFICACION, ESPECIALMENTE HASTA LA CORTADURA DEL MATERIAL DE SOLDADURA EXCEDENTE Y DE LAS MITADES DEL MOLDE DE FUNDICION. MUESTRA ADEMAS UN MOLDE DE FUNDICION DE DOS MITADES PARA LA REALIZACION DEL PROCESO DESCRITO, DONDE LAS MITADES DE MOLDE DISPONEN SEGUN EL PERFIL DE CARRIL DE UNA SUPERFICIE INTERNA RELATIVAMENTE CON UNA RANURA LONGITUDINALMENTE EN EL CONTORNO EXTERIOR PARA LA RECEPCION DE UNA PASTA DE JUNTA.
PROCEDIMIENTO ALUMINOTERMICO PARA LA SOLDADURA POR FUSION DE CARRILES.
(01/01/1976). Solicitante/s: ELEKTRO-THERMIT GMBH.
Resumen no disponible.
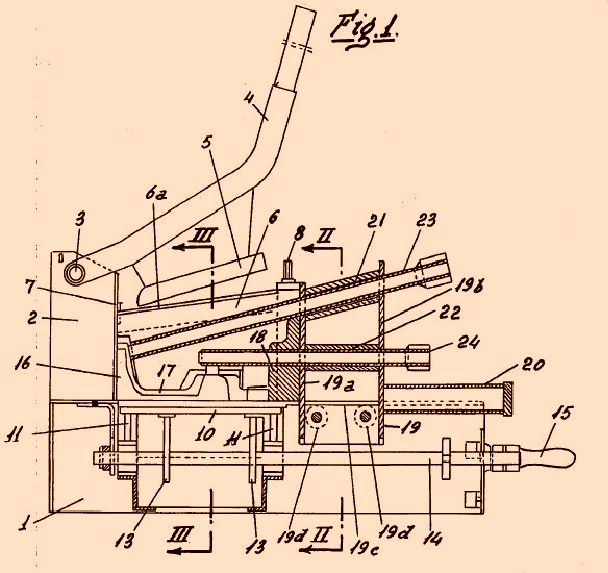
APARATO PARA LA FABRICACIÓN DE MOLDES, EN PARTICULAR PARA LA SOLDADURA ALUMINOTÉRMICA.
(16/09/1960). Ver ilustración. Solicitante/s: Boutet Camille, Louis Jacques.
Aparato para la fabricación de moldes, en particular para la soldadura aluminotérmica, caracterizado porque el mismo comprende una carcasa o zócalo en forma de carter invertido dispuesto para recibir un núcleo-modelo de carril, que tiene la forma exterior de un semi-carril, para soportar un chasis de molde y para guiar un núcleo-modelo de cubeta que tiene la forma de una mitad de cubeta de vaciado, cuyo zócalo lleva además medio de relleno para rellenar la arena en el chasis, alrededor de dicho núcleo-modelo.
{kind=link}
{kind=link}