MEJORAS PARA PROCEDIMIENTO DE SOLDADURA ALUMINOTERMICA CON CRISOL Y MOLDE DE UN SOLO USO, Y APARATO PARA PUESTA EN PRACTICA DE DICHAS MEJORAS.
Mejoras para procedimiento de soldadura aluminotérmica con crisol y molde de un solo uso,
y aparato para puesta en práctica de dichas mejoras; comprendiendo el procedimiento el posicionamiento de un molde de arena con aglomerantes en la zona de unión entre las piezas a soldar; el precalentamiento mediante aparato quemador calibrado de una mezcla de gas combustible y aire inducido u oxígeno con una boquilla que se introduce por el cazo de colada del molde; y la colocación del crisol sobre el molde para iniciar la reacción aluminotérmica con vertido del metal fundido al molde tras la apertura de un dispositivo de destape automático del crisol; donde el precalentamiento se realiza mediante un aparato quemador de una mezcla de combustible con un caudal esencialmente constante de aire soplado por turbina motorizada, en orden a obtener una mayor temperatura de combustión manteniendo la calibración o estabilidad del calor aportado
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200502978.
Solicitante: KLK ELECTRO MATERIALES, S.A..
Nacionalidad solicitante: España.
Provincia: ASTURIAS.
Inventor/es: GARCIA MUIZ,ROBERTO, DUART BLAY,JOSE MARIA.
Fecha de Solicitud: 1 de Diciembre de 2005.
Fecha de Publicación: .
Fecha de Concesión: 23 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B23K23/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura aluminotérmica.
- E01B11/52 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H). › E01B 11/00 Uniones de carriles (conexiones eléctricas de los carriles B60M 5/00). › Uniones obtenidas por soldadura aluminotérmica.
- F23D14/40 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F23 APARATOS DE COMBUSTION; PROCESOS DE COMBUSTION. › F23D QUEMADORES. › F23D 14/00 Quemadores para la combustión de un gas, p. ej. de un gas mantenido en estado líquido bajo presión. › para soldar (F23D 14/44 tiene prioridad).
Clasificación PCT:
Fragmento de la descripción:
Mejoras para procedimiento de soldadura aluminotérmica con crisol y molde de un solo uso, y aparato para puesta en práctica de dichas mejoras.
Objeto de la invención
La presente invención se refiere a unas mejoras para procedimiento de soldadura aluminotérmica con crisol y molde de un solo uso, y aparato para puesta en práctica de dichas mejoras.
Antecedentes de la invención
La soldadura aluminotérmica es una soldadura por fusión, en la que el metal de aporte y gran parte del calor necesario se obtiene por la reacción de una porción aluminotérmica de granos en proporciones muy precisas de aluminio, óxido de hierro y elementos aleantes dentro de un crisol, dando como resultado un acero en fase líquida a una temperatura muy superior a los 2000ºC, precisándose un iniciador de la reacción.
Este acero a alta temperatura es el que se utiliza para soldar los carriles. La soldadura resultante debe tener unas características muy precisas especificadas en las normativas de las administraciones ferroviarias. Estas características son básicamente una dureza en soldadura similar a la del carril y una duración no inferior a la vida útil de este.
La utilización de la soldadura aluminotérmica en la obtención de barra larga se inició masivamente a mediados del pasado siglo, pero los procedimientos utilizados han ido evolucionando a lo largo del tiempo. El sentido de esa evolución tecnológica siempre ha estado marcado por dos directrices: aumento de la calidad-fiabilidad y aumento de la facilidad de aplicación.
El acero de los carriles tiene el carbono equivalente muy elevado y por tanto, está clasificado como "no soldable". Es decir, que para hacerlo con éxito hay que regular la velocidad de enfriamiento para que sea inferior a la crítica. Por tanto, siempre es necesario un precalentamiento.
En los primeros sistemas de soldadura, en los que la metalurgia aluminotérmica no estaba tan avanzada, la técnica era de precalentamiento a 900°C seguido de colada indirecta de acero aluminotérmico. Se obtenían soldaduras de calidad siempre que el precalentamiento fuera correcto. La operación de precalentamiento era, pues crítica, dependía de la habilidad del soldador y su vista para apreciar la temperatura del carril (color rojo cereza).
En los últimos años, con técnicas de fabricación y diseño mas avanzado en porciones aluminotérmicas, se han utilizado procedimientos de colada directa en los que el precalentamiento deja de ser crítico. El precalentamiento se realiza con quemadores calibrados, cuyo calor de aporte es conocido, en los que sólo es necesario controlar el tiempo.
En realidad hay dos fases de precalentamiento, la primera, con llama de combustión de gases y la segunda por el primer acero aluminotérmico que cae en la colada directa con un efecto altamente "dinámico". Es evidente, que con estos procedimientos se reduce mucho la incidencia de la habilidad del soldador en el resultado de la soldadura.
Un último paso se ha dado con la utilización del crisol de reacción de un solo uso, puesto que hasta hace poco tiempo la reacción de la porción se realizaba en un crisol refractario de magnesita reutilizable.
El inconveniente de la situación actual es que los quemadores mediante los que se efectúa el precalentamiento, o bien son de tipo propano e aire inducido, seguros pero poco potentes con lo cual se alargan los tiempos de precalentamiento, o bien de oxígeno-propano, muy potentes pero que propician la aparición de microrrechupes en la soldadura una vez enfriada.
Estos inconveniente se subsanan con las mejoras que propone la invención y su aparato de puesta en práctica.
Descripción de la invención
El procedimiento actual de soldadura aluminotérmica con crisol y molde de un solo uso comprende la colocación del molde en la zona de la soldadura, el precalentamiento calibrado con aparato quemador de una mezcla de gas combustible con aire u oxígeno y el posicionamiento del crisol con los reactivos e inicio de la reacción aluminotérmica, con su vertido en el molde transcurrió el tiempo determinado por un dispositivo de destape automático dispuesto en el orificio de salida del crisol dispuesto inferiormente.
Dadas las carencias que presentan los sistemas de precalentamiento utilizados con este procedimiento y descritas al capítulo de antecedentes, la mejora que la invención propone consiste en efectuar dicho precalentamiento mediante un aparato quemador de una mezcla de combustible con un caudal esencialmente constante de aire soplado mediante turbina motorizada, pudiendo ser el combustible utilizado propano o gasolina preferentemente.
Gracias al aporte extra de aire se consigue un aumento del calor de combustión en comparación con el sistema propano-aire inducido, pero menor que el producido por el sistema oxígeno-propano, en condiciones por tanto óptimas para utilizar unos tiempos de precalentamiento aceptables y sin perjudicar la calidad de la soldadura por excesos de calor.
Por otra parte, y dadas las necesidades de calibración del quemador, esto es, la necesidad aporte constante de calor, se elige una turbina para producir el flujo aire soplado, ya que una turbina no presenta variaciones significativas del flujo generado aunque se presenten leves variaciones de la velocidad de su motor de accionamiento, por lo que igualmente se mantendrá constante el calor de la combustión.
Breve descripción de los dibujos
La figura 1 muestra una vista explotada de un dispositivo usual de soldadura aluminotérmica de carriles.
La figura 2 muestra una vista en detalle de la figura 1, donde aparece el molde montado sobre los carriles.
La figura 3 muestra una vista de la figura con el molde montado y el crisol colocado sobre el mismo.
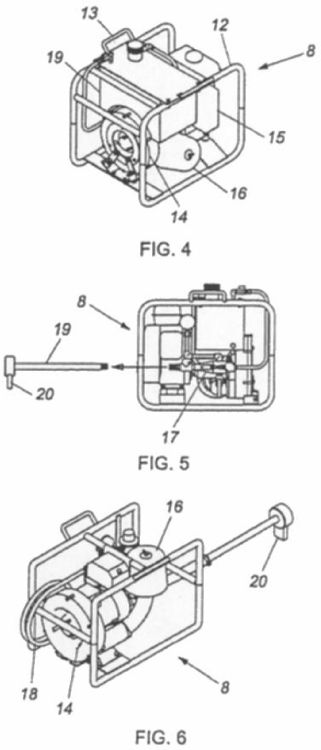
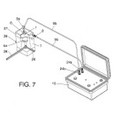
Las figuras 4, 5 y 6 muestran sendas vistas de diversas variantes de realización del aparato quemador utilizado según la invención.
Descripción de una realización práctica de la invención
En el procedimiento usual de soldadura aluminotérmica de los perfiles 1, 1' constitutivos de un carril ferroviario se posiciona, abrazando la zona de soldadura, un molde 2 de arena con aglomerantes constituido por una base 3 y dos laterales 4, 4', quedando fijado el conjunto mediante unas enganches 5 de los laterales a la base y unas placas 6 portamoldes sobre las que ejerce presión una mordaza 7 para mantener unido el conjunto.
Una vez colocado el molde se realiza un precalentamiento durante un tiempo determinado mediante un aparato quemador calibrado, esto es, cuya combustión aporta un calor esencialmente constante, aparato provisto de una boquilla de combustión de la configuración adecuada para introducirse por el cazo de colada 9 del molde y efectuar el precalentamiento. Posteriormente se coloca el crisol 10 de arena con aglomerantes con los reactivos sobre el molde, como se muestra en la figura 3, apoyado sobre unos zócalos 11 emergentes de las placas portamoldes en este ejemplo no limitativo de la invención, y se inicie la reacción aluminotérmica, produciéndose la salida del metal fundido a través de un orificio inferior del crisol, no representado, obturado mediante un dispositivo de destape automático, tampoco representado, que se abre transcurrido un determinado retardo para terminar la reacción y producir un cierto enfriamiento en algunos casos. Como el orificio de salida del crisol está dispuesto sobre el cazo de colada, el metal fundido a alta temperatura accede al molde, quedando la soldadura terminada una vez enfriada y retirado del molde.
El aparato quemador utilizado en la actualidad es un quemador de propano con aire inducido u oxígeno, con poca potencia en el primero de los casos y excesiva en el segundo. Por esta razón la invención propone la realización del precalentamiento mediante un aparato quemador 8 de una mezcla de combustible (propano o gasolina) con un caudal esencialmente constante de aire soplado mediante turbina. El aporte extra de aire a la combustión por el soplado de la turbina aumenta el calor producido en aquella, realizando el precalentamiento en un tiempo razonable pero sin excesos de calor que propicien la aparición de microrrechupes en la soldadura.
Se ha elegido una turbina para generar el soplado porque proporciona un flujo de aire esencialmente constante pesar de que puedan existir variaciones en la velocidad de rotación de la turbina, debidas por ejemplo a alteraciones en la alimentación de su motor de accionamiento. Esta estabilidad es necesaria para mantener la calibración...
Reivindicaciones:
1. Mejoras para procedimiento de soldadura aluminotérmica con crisol y molde de un solo uso; del tipo de procedimiento que comprende el posicionamiento de un molde de arena con aglomerantes en la zona de unión entre las piezas a soldar, usualmente carriles ferroviarios; el precalentamiento durante un determinado tiempo, y mediante aparato quemador calibrado de una mezcla de gas combustible y aire inducido u oxígeno provisto de una boquilla de combustión que se introduce por el cazo de colada del molde; y la colocación de un crisol de arena con aglomerantes sobre el molde tras el precalentamiento, embocando su orificio de salida provisto de un dispositivo de destape automático el cazo de colada del molde, para iniciar la reacción aluminotérmica, con vertido del metal fundido a alta temperatura en el molde tras la apertura del dispositivo de destape automático; caracterizadas porque el precalentamiento se realiza mediante un aparato quemador de una mezcla de combustible con un caudal esencialmente constante de aire soplado por turbina motorizada, en orden a obtener una mayor temperatura de combustión manteniendo la calibración o estabilidad del calor aportado.
2. Mejoras según reivindicación 1 caracterizadas porque el combustible utilizado se encuentra seleccionado entre: propano, o gasolina.
3. Aparato para puesta en práctica de unas mejoras para procedimiento de soldadura aluminotérmica con crisol y molde de un solo uso caracterizado porque comprende una estructura con medios tales como asas para su transporte, donde se monta la turbina y su motor de accionamiento, una toma de aspiración de la turbina y una tobera de mezcla del combustible con el aire soplado y que se comunica con la boquilla de combustión.
4. Aparato según reivindicación 3 caracterizado porque en la estructura se monta un depósito para almacenamiento del combustible.
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO DE SOLDADURA EXOTÉRMICA, del 24 de Octubre de 2019, de KLK ELECTRO MATERIALES, S.L.U: El sistema comprende un molde que a su vez comprende: cavidad de soldadura ; alojamientos para los componentes a soldar; tolva-crisol comunicada […]
Molde para la soldadura aluminotérmica de raíles de vía férrea, del 15 de Noviembre de 2018, de Pandrol: Molde para la soldadura aluminotérmica de raíles de vía férrea, del tipo que comprende varias piezas de material refractario rígido, susceptibles de ser ensambladas […]
Molde para soldadura aluminotérmica de colada directa, del 26 de Julio de 2017, de RAILTECH INTERNATIONAL: Molde para la soldadura aluminotérmica de vigas/raíles metálicos que comprende por lo menos dos piezas de material refractario […]
CONECTOR PARA UNIR PIEZAS METÁLICAS, del 6 de Octubre de 2016, de ONTIVEROS BALCÁZAR, Alberto Manuel: La presente invención describre un conector de piezas metálicas , que comprende una lámina , preferentemente metálicas; donde dicha lámina a su […]
Dispositivo de encendido de una composición aluminotérmica, crisol que lo incorpora y procedimientos asociados, del 10 de Agosto de 2016, de RAILTECH INTERNATIONAL: Dispositivo para el encendido de una composición aluminotérmica , que comprende: - una resistencia eléctrica que une dos electrodos y destinada […]
DISPOSITIVO DE SUJECIÓN DE MOLDE-CRISOL Y JUNTA PARA CONEXIONES DE CABLE A TUBO, del 1 de Marzo de 2016, de KLK ELECTRO MATERIALES, S.L.U: 1. Dispositivo de sujeción de molde-crisol y junta para conexiones de cable a tubo destinado a permitir la conexión de un cable conductor al tubo […]
 DISPOSITIVO DE ENCENDIDO PARA SOLDADURAS EXOTÉRMICAS, MOLDE PARA SOLDADURAS EXOTÉRMICAS PARA EL DISPOSITIVO DE ENCENDIDO, Y APARATO PARA SOLDADURAS EXOTÉRMICAS QUE COMPRENDE EL MOLDE Y EL DISPOSITIVO, del 26 de Septiembre de 2013, de APLICACIONES TECNOLOGICAS, S.A.: Dispositivo de encendido para soldaduras exotérmicas que comprende un casquillo metálico eléctricamente conductor susceptible de alojar una pastilla de un primer […]
DISPOSITIVO DE ENCENDIDO PARA SOLDADURAS EXOTÉRMICAS, MOLDE PARA SOLDADURAS EXOTÉRMICAS PARA EL DISPOSITIVO DE ENCENDIDO, Y APARATO PARA SOLDADURAS EXOTÉRMICAS QUE COMPRENDE EL MOLDE Y EL DISPOSITIVO, del 26 de Septiembre de 2013, de APLICACIONES TECNOLOGICAS, S.A.: Dispositivo de encendido para soldaduras exotérmicas que comprende un casquillo metálico eléctricamente conductor susceptible de alojar una pastilla de un primer […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ENCENDIDO A DISTANCIA EN SOLDADURA ALUMINOTÉRMICA, del 6 de Mayo de 2013, de KLK ELECTRO MATERIALES, S.A.: Dispositivo y procedimiento para encendido a distancia en soldadura aluminotérmica.
Permite emplear energía muy reducida y un dispositivo fácilmente transportable. […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENCENDIDO A DISTANCIA EN SOLDADURA ALUMINOTÉRMICA, del 6 de Mayo de 2013, de KLK ELECTRO MATERIALES, S.A.: Dispositivo y procedimiento para encendido a distancia en soldadura aluminotérmica.
Permite emplear energía muy reducida y un dispositivo fácilmente transportable. […]