CIP-2021 : F41A 21/22 : Tubos de arma que han sido sometidos a un tratamiento superficial, p. ej. fosfatación.
CIP-2021 › F › F41 › F41A › F41A 21/00 › F41A 21/22[1] › Tubos de arma que han sido sometidos a un tratamiento superficial, p. ej. fosfatación.
Notas[t] desde F41 hasta F42: ARMAMENTO; VOLADURA
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F41 ARMAS.
F41A CARACTERISTICAS DE FUNCIONAMIENTO O DETALLES COMUNES A LA VEZ A LAS ARMAS DE FUEGO INDIVIDUALES Y A LAS PIEZAS DE ARTILLERIA, p. ej. CAÑONES; MONTAJE DE LAS ARMAS DE FUEGO INDIVIDUALES O DE LAS PIEZAS DE ARTILLERIA.
F41A 21/00 Cañones o tubos de arma; Accesorios para bocas de cañón; Montaje de los tubos de arma (F41A 25/00 tiene prioridad; accesorios de cañones para lanzar granadas o municiones antidisturbios con armas de fuego individuales F41C 27/06; dispositivos de mira F41G 1/00).
F41A 21/22 · Tubos de arma que han sido sometidos a un tratamiento superficial, p. ej. fosfatación.
CIP2021: Invenciones publicadas en esta sección.
Cañón de arma con perfil interior cromado.
(25/04/2018). Solicitante/s: RHEINMETALL WAFFE MUNITION GMBH. Inventor/es: SCHNEIDER, HUBERT, BOHNSACK,ECKEHARD,DR, GERT,SCHLENKERT.
Cañón de arma con un perfil interior con campos y estrías para armas de pequeño calibre, estando cromado todo el perfil interior , caracterizado por que los campos del perfil interior están diseñados como polígonos trapezoidales y asimétricos y son esencialmente más estrechos que las estrías y por que una capa de cromo sobre las estrías es más delgada que una capa de cromo sobre los campos , habiéndose aplicado sobre las pendientes y los flancos transiciones de grosor de capa del campo a la estría y de la estría al campo.
PDF original: ES-2677470_T3.pdf
Método y dispositivo para la protección y el control de la originalidad de productos y certificado correspondiente que se puede leer electrónicamente.
(01/04/2013) Un método para proteger la originalidad de los productos que se marcan con una marcación contra los intentos enel borrado o manipulación de la marca, cuyo método comprende:
a) depositar un estrato delgado de aleación sobre una superficie de un producto uno en una zona demarcación;
cuyo método se caracteriza por que además comprende:
b)grabar en la zona de marcación una marca de cifrado de múltiples etapas usando un haz controlado o unhaz de chorro de tal manera que los elementos del estrato aleado penetren profundamente en unmaterial del producto y alteren la estructura del material de un modo más profundo que una profundidadcrítica en donde, en el caso de una retirada mecánica de material de la marca, el producto se destruya ose haga imposible su utilización;
c) explorar por medio…
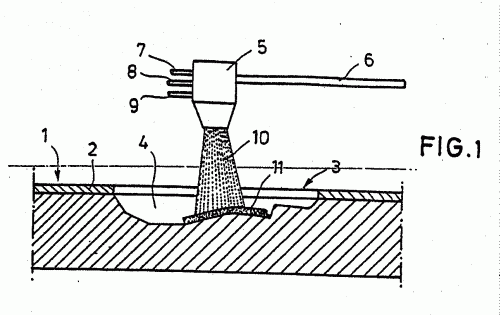
PROCEDIMIENTO PARA ELIMINAR DAÑOS DE REVESTIMIENTO Y/O DE EROSION.
(16/09/2006). Ver ilustración. Solicitante/s: RHEINMETALL W & M GMBH. Inventor/es: WARNECKE, CHRISTIAN, BAUMANN, BERTHOLD.
Procedimiento para eliminar daños de revestimiento y/o de erosión que se encuentran en la superficie interior del cañón de un arma, caracterizado porque, después de limpiar la superficie interior del cañón 1 del arma, se rellenan las zonas deterioradas del cañón con un material de revestimiento adecuado y porque a continuación se repasa mecánicamente la superficie interior del cañón del arma por medio de torneado, pulido o bruñido.
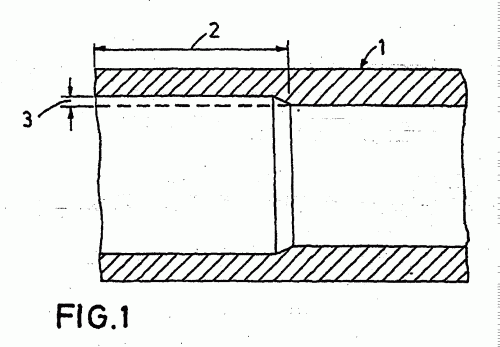
PROCEDIMDIENTO PARA EL REVESTIMIENTO INTERNO DE UN CAÑON DE UN ARMA.
(01/05/2005). Ver ilustración. Solicitante/s: RHEINMETALL W & M GMBH. Inventor/es: WAGNER, HARTMUT, DR., SCHLENKERT, GERT, RECKEWEG, HORST.
Procedimiento para el revestimiento interno de un cañón de arma, sobre cuya superficie interna se aplica una capa de cromo por galvanoplastia al menos en una zona parcial para evitar la erosión, caracterizado porque, para la precipitación electrolítica de la capa de cromo mediante una corriente eléctrica pulsada, se precipita unas sobre otras un número de capas parciales de cromo que corresponde al número de impulsos de corriente eléctricos, y porque la duración de los impulsos de la corriente eléctrica se selecciona de tal manera que el crecimiento de cristalita durante la precipitación de las capas parciales de cromo individuales se interrumpe antes de su fin natural y la capa de cromo presenta una estructura politrópica globular.
PROCEDIMIENTO PARA EL RECUBRIMIENTO INTERIOR DE UN CAÑON.
(16/12/2004). Ver ilustración. Solicitante/s: RHEINMETALL W & M GMBH. Inventor/es: WARNECKE, CHRISTIAN.
Procedimiento para el recubrimiento interior de un cañón , sobre cuya superficie interior se aplica, para prevenir erosiones, al menos en una sección parcial , como mínimo una capa de un material en capas, con las características: a) el material en capas se aplica sobre la superficie interior del cañón mediante recarga por soldadura láser, en el que b) se guía un rayo láser correspondiente hacia la superficie interior del cañón y se separan por fusión las zonas próximas a la superficie del cañón , c) el material en capas se aplica al rayo láser en forma de polvo, hilo o cinta, justo antes de su incidencia sobre la superficie interior del cañón , siendo fundido por éste, de modo que en la zona del cañón próxima a la superficie se forma un baño de fusión que contiene el material del cañón fundido y el material en capas, que se solidifica con el desplazamiento posterior del rayo láser.
CAÑON DE ARMA CON CAPA DE CROMO DURO REDUCTORA DE DESGASTE.
(16/04/2003). Solicitante/s: RHEINMETALL W & M GMBH. Inventor/es: WAGNER, HARTMUT, DR., SCHLENKERT, GERT, RECKEWEG, HORST.
Tubo de cañón tiene capa de cromo duro que reduce el desgaste que contiene un cierto número de microgrietas. La superficie de la sección recta de la capa de cromo dura contiene al menos 500 grietas por cm y sobre la capa de cromo duro existen al menos 150 grietas por cm.
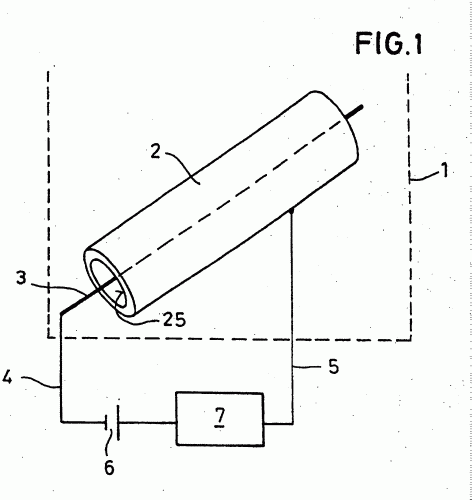
DISPOSITIVO PARA TEMPLAR EL CONTORNO INTERIOR DEL CAÑON DE UN ARMA MEDIANTE RADIACION LASER.
(01/04/2002) LA INVENCION SE REFIERE A UN DISPOSITIVO PARA EL ENDURECIMIENTO DEL CONTORNO INTERIOR DE UN CAÑON DE ARMA CON RADIACION LASER, DONDE EL DISPOSITIVO ABARCA UN LASER Y UN CABEZAL DE LASER DISPONIBLE DE MODO DESPLAZABLE A LO LARGO DEL EJE DE ALMA DEL CAÑON DEL ARMA Y CONTENIENDO UNA OPTICA DE DESVIO DE RADIACION, DE TAL MODO QUE LA RADIACION DE LASER SE GUIA DE FORMA ACOPLABLE EN EL CAÑON DEL ARMA Y VERTICALMENTE POR MEDIO DE LA OPTICA DE DESVIACION DE RADIACION SOBRE LA SUPERFICIE INTERIOR DEL CAÑON DEL ARMA. PARA CONSEGUIR QUE EL CAÑON DEL ARMA SE PUEDA ENDURECER DE FORMA MUY EXACTA Y HOMOGENEA Y QUE SE ENCUENTRE A DISPOSICION UN ESPACIO DE MECANIZACION RELATIVAMENTE GRANDE EN CONTRA DE LOS DISPOSITIVOS CONOCIDOS, LA INVENCION PROPONE, POR UN LADO LA UTILIZACION COMO LASER DE UN LASER ND:YAG, QUE A TRAVES DE FIBRAS…
{kind=link}
{kind=link}
{kind=link}