Método y dispositivo para la protección y el control de la originalidad de productos y certificado correspondiente que se puede leer electrónicamente.
Un método para proteger la originalidad de los productos que se marcan con una marcación contra los intentos enel borrado o manipulación de la marca,
cuyo método comprende:
a) depositar un estrato delgado (2) de aleación sobre una superficie de un producto (1) uno en una zona demarcación;
cuyo método se caracteriza por que además comprende:
b)grabar en la zona de marcación una marca de cifrado de múltiples etapas usando un haz controlado o unhaz de chorro (3) de tal manera que los elementos del estrato aleado penetren profundamente en unmaterial del producto y alteren la estructura del material (5) de un modo más profundo que una profundidadcrítica (6) en donde, en el caso de una retirada mecánica de material de la marca, el producto se destruya ose haga imposible su utilización;
c) explorar por medio de una lectora (7) la superficie, la estructura y la conductividad del material en la zonade marcación, adquiriendo de ese modo los parámetros de la misma;
d) grabar los parámetros en una base de datos (9);
e) después de un intento de borrado o manipulación de las marcas, explorar por medio de una lectora (7) lasuperficie, la estructura y la conductividad de material en la zona de la marca, adquiriendo de ese modoparámetros adicionales de la misma, y comparar los parámetros adicionales con los parámetros grabadosen la base de datos (9) para demostrar la originalidad del producto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/BG2007/000008.
Solicitante: KEIT LTD.
Nacionalidad solicitante: Bulgaria.
Dirección: J.K. MLADOST 3, BL. 380 1712 SOFIA BULGARIA.
Inventor/es: ZHELEV,ZHIVKO, ZHELEV,ARKADIUSH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
- B41M5/26 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › B41M 5/00 Procesos de reproducción o de marcado; Materiales en hojas utilizadas con este fin (por empleo de materias fotosensibles G03; electrografía, magnetografía G03G). › Termografía (B41M 5/20, B41M 5/24 tienen prioridad; sistemas fototermográficos G03C 1/498).
- B44C1/22 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Levantamiento superficial de material, p. ej. por grabado, por aguafuerte.
- F41A21/22 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F41 ARMAS. › F41A CARACTERISTICAS DE FUNCIONAMIENTO O DETALLES COMUNES A LA VEZ A LAS ARMAS DE FUEGO INDIVIDUALES Y A LAS PIEZAS DE ARTILLERIA, p. ej. CAÑONES; MONTAJE DE LAS ARMAS DE FUEGO INDIVIDUALES O DE LAS PIEZAS DE ARTILLERIA. › F41A 21/00 Cañones o tubos de arma; Accesorios para bocas de cañón; Montaje de los tubos de arma (F41A 25/00 tiene prioridad; accesorios de cañones para lanzar granadas o municiones antidisturbios con armas de fuego individuales F41C 27/06; dispositivos de mira F41G 1/00). › Tubos de arma que han sido sometidos a un tratamiento superficial, p. ej. fosfatación.
- F41A35/00 F41A […] › Accesorios o detalles no previstos en otro lugar.
- F42B33/14 F […] › F42 MUNICIONES; VOLADURA. › F42B CARGAS EXPLOSIVAS, p. ej. PARA VOLADURA; FUEGOS ARTIFICIALES; MUNICIONES (composiciones explosivas C06B; espoletas para municiones F42C; voladura F42D). › F42B 33/00 Fabricación de municiones; Desmontaje de municiones; Aparatos para ello (F42B 5/188 tiene prioridad; procedimientos de fabricación de cargas huecas F42B 1/036; fabricación de iniciadores para cartuchos de voladura F42B 3/195). › Tratamiento de superficie de los cartuchos o de las vainas.
- G06K1/12 FISICA. › G06 CALCULO; CONTEO. › G06K RECONOCIMIENTO DE DATOS; PRESENTACION DE DATOS; SOPORTES DE REGISTROS; MANIPULACION DE SOPORTES DE REGISTROS (impresión per se B41J). › G06K 1/00 Métodos o disposiciones para marcar los soportes de registro en forma digital. › de forma distinta que por perforación.
- G09F7/16 G […] › G09 ENSEÑANZA; CRIPTOGRAFIA; PRESENTACION; PUBLICIDAD; PRECINTOS. › G09F PRESENTACION; PUBLICIDAD; CARTELES; ETIQUETAS O PLACAS DE IDENTIFICACION; PRECINTOS. › G09F 7/00 Carteles, placas que llevan un nombre o un número, letras, cifras o signos; Paneles o tableros (pancartas G09F 1/00; dispositivos de representación de información variable G09F 9/00, G09F 11/00; carteles luminosas G09F 13/00; tableros para avisos o anuncios G09F 15/00). › Letras, números u otros símbolos, adaptados para ser fijados permanentemente a un soporte.
PDF original: ES-2399470_T3.pdf
Descripción:
Método y dispositivo para la protección y el control de la originalidad de productos y certificado correspondiente que se puede leer electrónicamente
Alcance técnico de la invención.
La invención se refiere a un método para proteger la originalidad de los productos marcados contra los intentos de borrar o manipular la marca.
Antecedentes de la invención.
El documento EP- 1 223 053 describe un método para aplicar un número de identificación sobre un bloque de motor de un vehículo a motor, que provee la aplicación, además del número de identificación original, de un segundo número de identificación a prueba de manipulaciones indebidas codificado con una clave cifrada y escrito en laforma de un código de barras o de CÓDIGOS DE BARRAS DE MATRICES DE DATOS a una ubicación definida en el bloque del motor o en una parte del bloque del motor. El número de identificación original es una estructura tridimensional cuya profundidad es variable. Esta profundidad se produce por medio de una ablación de material y /
o de una deposición de material, en particular de una deposición por soldadura, preferiblemente por medio de un láser. La profundidad de la estructura profunda varía de una forma sinusoidal y también varía dentro de una secuencia de dígitos alfanumérica del número de identificación. Dicho método provee que los caracteres alfanuméricos del número de identificación sean configurados en la forma de una pluralidad de líneas y que el número de identificación se aplique con una inscripción a prueba de manipulación, en particular de la manera de una fuente OCR-A ú OCR-B.
El número de identificación adicional se aplica sobre una superficie funcional de un componente del motor, por lo que una manipulación y /o una retirada del número de identificación adicional darán lugar a que el componente deje de ser funcional.
Hay también otros métodos conocidos para la numeración y el control de la originalidad de los productos por medio del marcado, grabado con láser, numeración mecánica, marcas cifradas de múltiples etapas multimedia, etcétera. Los métodos de la técnica anterior se complementan con diferentes certificados, cuyo control común se realiza a simple vista, con herramientas o con lectoras automáticas.
Los inconvenientes de los métodos anteriormente indicados estriban en que, en el caso de una numeración mecánica o de un grabado con láser, no es posible distinguir el original de la falsificación si se ha realizado una réplica exacta, denominada clonación, de la marca original y certificado y la propia marca cifrada de múltiples etapas no es inmune contra el borrado, o en el caso de que se haga una retirada profunda de la marca cifrada, es imposible determinar su unicidad.
Descripción técnica de la invención.
El objetivo de la invención es lograr un método para proteger la originalidad de productos marcados contra los intentos para el borrado o manipulación de la marca, más específicamente en el control de la producción, control de armas, armas de fuego, y de piezas de repuesto y municiones, automóviles e industria automovilística, industria aeronáutica, industria de fabricación de máquinas y otros productos con fines de seguimiento, control de sus componentes y de la originalidad de éstos, prueba de su origen y fabricante así como un control de la originalidad de sus certificados que se pueda realizar aunque se haya intentado hacer la réplica exacta, imitación, clonación o el borrado de la marca depositada.
El objetivo se consigue por medio del método según la reivindicación 1.
Descripción de las figuras.
La invención se ha lustrado mediante las siguientes figuras:
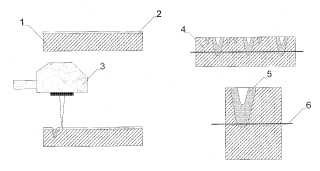
Figura 1- -deposición de las marcas cifradas recuperables de múltiples etapas.
1. Producto.
2. Estrato de aleación.
3. Haz controlado (un haz de láser, un haz de electrones, un haz de iones, etc.
4. Marca cifrada recuperable de múltiples etapas
5. Estructura alterada del material.
6. Línea de profundidad crítica.
Figura 2 – Lectura de las marcas cifradas recuperables de múltiples etapas.
7. Lectora (dispositivos de carga acoplada, en adelante CCD, AFM, semiconductores complementarios de metalóxido, en adelante CMOS, etc.)
8. Ordenador.
9.. Base de datos
10. Marca cifrada de múltiples etapas.
Figura 3. - grabación y lectura de marcas cifradas de múltiples etapas recuperables después de los intentos para el borrado o manipulación con el fin de proteger la originalidad de los productos y de los certificados adjuntos.
11. Producto.
12. Certificado con el soporte electrónico.
13. La marca cifrada recuperable de múltiples etapas sobre el certificado y el soporte electrónico.
Realización preferida de la invención.
Sobre un producto, dependiendo de su estructura, se deposita un estrato delgado de aleación que es diferente para los diferentes materiales. Durante el proceso de marcación, que se realiza mediante un haz controlado (un haz de láser, un haz electrónico, un haz iónico, etc.) , debido a la elevación de la temperatura, los elementos del estrato de aleación penetran profundamente en el material del producto sobre el que se está grabando la marca cifrada de múltiples etapas y simultáneamente alteran la estructura del material alrededor y en los puntos de la marca. Por medio del control y del ajuste de la energía del haz de marcación, se controlan el espesor y el tipo de estrato aleado, la alteración de la estructura del material y la profundidad de la penetración en los puntos de codificación específicos de la marca de tal manera que serán más profundos en el interior de la estructura del material del producto que la profundidad crítica donde, en el caso de una retirada de material mecánico tan profunda , es decir el borrado de la marca, el producto se destruya o su utilización se haga imposible. La lectura y el control de las marcas así realizadas, que se pueden recuperar en el caso de intentos de su borrado o clonación, se realizan explorando con la lectora (CCD, AFM, CMOS u otra) la superficie, la conductividad y la estructura del material en la zona de la marca o, en el caso de borrado, en la zona donde se grabó la marca. La imagen y los parámetros así adquiridos se procesan eventualmente y luego se comparan con los parámetros de los elementos de codificación grabados en la base de datos cuando se realizó la marca original. La base de datos contiene la relación entre la marca original y los elementos de codificación incluidos en ella. Si los parámetros adquiridos casan con los grabados en la base de datos, se puede recuperar la marca si se ha borrado y se puede demostrar su originalidad. Durante la realización del producto, se registra la relación entre la marca original visible y los elementos de codificación ocultos en el certificado adjunto electrónicamente legible. Después de esto, el chip del certificado y el material de certificado se marcan de la misma manera con las marcas cifradas recuperables de múltiples etapas que protegen al certificado contra la manipulación y falsificación. Luego, el certificado, después de haberse probado su originalidad por las marcas grabadas en él, se puede utilizar en un proceso de control de la marca grabada sobre el producto correspondiente, puesto que el certificado contiene la relación entre la marca original visible y los elementos de codificación ocultos.
Reivindicaciones:
1. Un método para proteger la originalidad de los productos que se marcan con una marcación contra los intentos en el borrado o manipulación de la marca, cuyo método comprende:
a) depositar un estrato delgado (2) de aleación sobre una superficie de un producto (1) uno en una zona de marcación;
cuyo método se caracteriza por que además comprende:
b) grabar en la zona de marcación una marca de cifrado de múltiples etapas usando un haz controlado o un haz de chorro (3) de tal manera que los elementos del estrato aleado penetren profundamente en un material del producto y alteren la estructura del material (5) de un modo más profundo que una profundidad crítica (6) en donde, en el caso de una retirada mecánica de material de la marca, el producto se destruya o se haga imposible su utilización;
c) explorar por medio de una lectora (7) la superficie, la estructura y la conductividad del material en la zona de marcación, adquiriendo de ese modo los parámetros de la misma;
d) grabar los parámetros en una base de datos (9) ;
e) después de un intento de borrado o manipulación de las marcas, explorar por medio de una lectora (7) la superficie, la estructura y la conductividad de material en la zona de la marca, adquiriendo de ese modo parámetros adicionales de la misma, y comparar los parámetros adicionales con los parámetros grabados en la base de datos (9) para demostrar la originalidad del producto.
Patentes similares o relacionadas:
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Sistema de corte por láser y procedimiento de corte por láser, del 1 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Un sistema de corte por láser, que comprende: un componente de generación de rayos láser; un componente óptico ; un utillaje de sujeción que […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
SISTEMA AUTOMÁTICO DE LIMPIEZA DE CHAPAS PARA LA APLICACIÓN DE SOLDADURA FUERTE POR LÁSER, del 12 de Marzo de 2019, de FORD MOTOR COMPANY: Sistema automático de limpieza de chapas para la aplicación de soldadura fuerte por láser. Un sistema de limpieza incluye un cepillo para retirar […]
Boquilla de gas con manguito de válvula desplazable, del 1 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Boquilla de gas (1, 1', 1", 1'") para un cabezal de mecanizado por láser , con una apertura de salida para el paso de un rayo láser sobre una pieza de […]