Grapa.
Grapa (1), en forma de un hilo metálico, que incluye dos ramas de conexión (2) provistas cada una de un extremo libre (3) adaptado para estar empalmado con unas puntas (10) de una pistola de soldadura (9),
incluyendo la grapa (1) una parte activa (4) prevista para estar sumergida dentro de un material por termosoldadura y unida a cada rama de conexión (2) por un punto de confluencia (5) opuesto al extremo libre (3) correspondiente, caracterizada por que la parte activa (4) se extiende únicamente de un lado de un plano de conexión (P1) definido por las ramas de conexión (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E15178169.
Solicitante: MIX.
Nacionalidad solicitante: Francia.
Dirección: ZA de l'Avenir 30600 Vestric-et-Candiac FRANCIA.
Inventor/es: GAZZERA,PHILIPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando elementos calientes que quedan en la junta, p. ej. un elemento de soldadura perdida.
- B29C65/56 B29C 65/00 […] › utilizando medios mecánicos.
- B29C65/72 B29C 65/00 […] › por operaciones combinadas, p. ej. soldadura y costura.
- B29C73/34 B29C […] › B29C 73/00 Reparación de artículos hechos de materia plástica o de sustancias en estado plástico, p. ej. de objetos conformados o fabricados utilizando técnicas cubiertas por la presente subclase o la subclase B29D (recauchutado de neumáticos B29D 30/54; dispositivos para evitar las fugas en los tubos o en las mangas F16L 55/16). › para calentar localmente.
- B29K101/12 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 101/00 Uso de compuestos macromoleculares no especificados como material de moldeo (uso de cauchos no especificados B29K 21/00). › Materiales termoplásticos.
- B29K105/06 B29K […] › B29K 105/00 Presentación, forma o estado de la materia moldeada. › que contienen elementos de refuerzo, cargas o elementos insertos.
PDF original: ES-2719546_T3.pdf
Fragmento de la descripción:
Grapa
La presente invención entra en el campo de la reparación de piezas dañadas, en particular, de piezas plásticas termoplásticas o compuestas.
Un dispositivo de este tipo encontrará una aplicación preferente, pero de ninguna manera limitativa, en el campo de la reparación de elementos de carrocería de vehículo, en concreto, en el sector del automóvil.
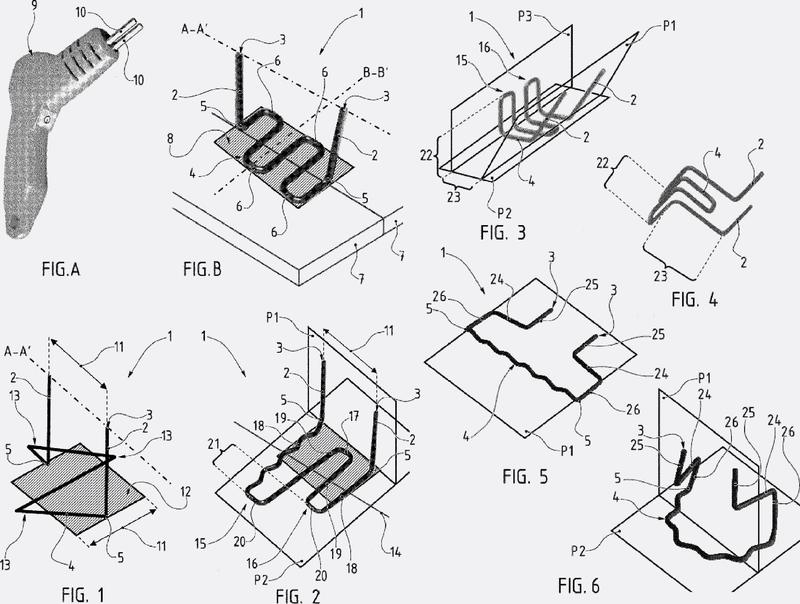
De manera conocida, la reparación de una pieza plástica termoplástica o compuesta dañada necesita añadir ahí unos elementos metálicos, con el fin de asegurar la rigidez de la reparación entre las partes dañadas de la pieza. Como se ilustra en las figuras A y B, unos elementos metálicos de este tipo pueden estar constituidos por unas grapas 1. Estas grapas 1 se calientan, de manera que se haga fundir localmente el material plástico termoplástico o compuesto de la pieza, que, una vez enfriado, sume la grapa 1 y la aprisiona. Esta última constituye, entonces, una estructura metálica rígida al nivel de la reparación efectuada. Unas operaciones ulteriores de pulido, de relleno, de pintura y/o de barnizado pueden realizarse, entonces, para mejorar la consistencia y la resistencia de la reparación, pero, sobre todo, volver a dar un carácter estético a la pieza reparada de este modo.
Actualmente, el calentamiento de una grapa 1, para efectuar la operación por termosoldeo, se realiza a partir de un equipo dedicado de tipo pistola para soldadura 9, en particular, plástica. Un ejemplo de una pistola 9 de este tipo se representa en perspectiva a título indicativo en la figura A. Presenta unos medios de alimentación eléctrica, en concreto, autónomos en formas de una batería recargable. Estos medios alimentan eléctricamente dos puntas 10 espaciadas en el extremo de las que está montada una grapa 1- Por consiguiente, es la resistencia eléctrica del material metálico que constituye la grapa 1 la que va a generar un calentamiento con vistas a hacer fundir el plástico y permitir la soldadura.
De este modo, la invención se refiere particularmente a una grapa 1 de este tipo para la reparación por termosoldeo de piezas plásticas termoplásticas o compuestas dañadas.
Cualquier grapa 1 existente se presenta en forma de un hilo metálico cuya sección no excede generalmente un 8/10° de milímetro (mm) . Un hilo de este tipo puede estar constituido de acero. Este hilo incluye dos ramas de conexión 2 provistas cada una de un extremo libre 3 destinado a estar empalmado de forma amovible a las puntas 10 de la pistola de soldadura plástica 9. Mantenida de este modo, la grapa 1 está conectada eléctricamente a la pistola 9 y esta última sirve para llegar a aplicar el resto de la grapa contra la pieza que hay que reparar.
A este respecto, el resto de la grapa incluye una parte activa 4 prevista para estar sumergida dentro del material. Esta parte activa 4 presenta unos pliegues, destinados a mejorar la confluencia entre la grapa 1 y el material después de soldeo.
Actualmente, existen varias formas de grapa 1, en función de la reparación que hay que efectuar. La figura B muestra un ejemplo de una grapa 1 conocida colocada dentro de una pieza. Como es visible en esta figura, la grapa 1 comprende dos ramas de conexión 2 que se extienden paralelamente la una con respecto a la otra y definen un plano de conexión P1. El extremo libre 3 de cada rama de conexión 2 está destinado a llegar a empalmarse con las puntas 10 de la pistola de soldadura 9. Las ramas de conexión 2 están unidas a la parte activa 4 al nivel de puntos de confluencia 5 situados en el lado opuesto de los extremos libres 3.
La parte activa 4 se extiende en un plano activo que es sustancialmente ortogonal al plano de conexión P1. La parte activa 4 presenta una forma serpenteante, tal como un zigzag, desde uno hacia el otro de los puntos de confluencia 5 con cada una de las ramas de conexión 2. Esta forma específica permite habilitar unas porciones 6 acodadas, en U, a cada lado del plano de conexión P1. Estas porciones 6 están destinadas a llegar a incrustarse en cada una de las partes 7 de la pieza que hay que reparar, durante el termosoldeo, asegurando, de este modo, de nuevo su confluencia e impidiendo su separación localmente al nivel de cada porción 6.
Se señalará que una vez colocada la grapa 1, las ramas de conexión 2 están seccionadas, en concreto, al nivel de los puntos de confluencia 5, no dejando más que la parte activa 4 sumida en el material de la pieza.
Este tipo de grapa 1 está destinado generalmente a reparar dos partes 7 de una pieza cuando están situadas en un mismo plano. Otros tipos de grapa 1, de formas diferentes, permiten confluir unas partes 7 curvadas o que forman un ángulo la una con respecto a la otra.
Se ha constado un inconveniente común a todas estas grapas 1 por el hecho de su escaso enganche dentro del material de la pieza que hay que reparar. En efecto, la longitud del hilo que constituye una grapa 1 es limitada. En un sentido (según la dirección de confluencia A-A' definida por los dos extremos libres 3 de las ramas de conexión 2) , la parte activa 4 se encuentra acotada entre las ramas de conexión 2. En otro sentido sustancialmente ortogonal a la irección de confluencia A-A' (según la dirección de extensión B-B') , la envergadura de la parte activa 4, en particular, el espaciado entre las porciones 6 en U, también es restringida. Esta casa distancia limita el apresamiento de la grapa 1 dentro de cada parte 7 de la pieza que hay que reparar y, por este hecho, implica que la pieza reparada va a dañarse rápidamente con el paso del tiempo, ya que la continuidad del material reparado no está asegurada. Este material se rompe fácilmente desde el momento en que se ejerce una fuerza, ya sea perpendicular al plano de reparación, ya sea por tracción paralelamente al plano de reparación. En este caso, ya sea se compromete el estado físico de la piza, ya sea los productos de relleno utilizados para el camuflaje de la línea de reparación pueden desengancharse y alterar significativamente el aspecto estético.
En particular, por el hecho de la estandarización de los equipos, en particular, de las pistolas de soldadura 9 destinadas a recibir las grapas 1, estas últimas presentan un espaciado 11 de 13 mm entre cada uno de los dos extremos libres 3 adaptados para estar empalmados con las puntas 10 de la pistola 9. Esta dimensión estándar también limita el tamaño de la parte activa 4 que, actualmente, no excede esta dimensión y no se extiende más allá de las ramas de conexión 2 según la dirección de confluencia A-A', ni excede esta dimensión más allá de la dirección de extensión B-B'. Como es visible en la figura B, esta superficie determina una zona de anclaje y de confluencia 8 de dimensiones máximas de 13 mm sobre 13 mm y centrada sobre una recta que une los dos puntos de confluencia 5, lo que limita la calidad de la reparación efectuada de este modo.
De este modo, unas grapas de este tipo se describen, por ejemplo, en los documentos WO 2012/066522 A2, US 8443860 B1, DE 202012103931 U1 y JP 2011 152741 A.
La presente invención tiene como finalidad paliar los inconvenientes del estado de la técnica proponiendo una grapa que permite que un operario de la pistola de soldadura vea la ubicación de una línea de reparación a pesar de la presencia sobre la pistola de una grapa cuyo posicionamiento de las ramas de conexión 2 se encuentra frente por frente y por encima de la línea de reparación, en la alineación de la pistola de soldadura.
A este respecto, la invención se refiere a una grapa, en forma de un hilo metálico, que incluye dos ramas de conexión provistas cada una de un extremo libre adaptado para estar empalmado con unas puntas de una pistola de soldadura, incluyendo la grapa una parte activa prevista para estar sumergida dentro de un material por termosoldadura y unida a cada rama de conexión por un punto de confluencia opuesto al extremo libre correspondiente, estando la grapa caracterizada por el hecho de que la parte activa se extiende únicamente de un lado de un plano de conexión definido por las ramas de conexión.
Según un primer modo de realización ventajoso, la parte activa de una grapa comprende dos extensiones unidas entre sí al nivel de un segmento de confluencia proximal, comprendiendo cada extensión dos ramales unidos entre sí al nivel de un segmento de confluencia distal.
Según una variante del modo de realización ventajoso, una extensión es más larga que la otra.
Según un segundo modo de realización ventajoso, la parte activa comprende al menos una sección recta...
Patentes similares o relacionadas:
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos, del 18 de Marzo de 2020, de Proper Pipe Ehf: Un accesorio en la forma de accesorio tipo silla de montar, que comprende una sección principal en forma de media tubería, dimensionada […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Dispositivo de soldadura intermedio, del 11 de Diciembre de 2019, de Triopipe Geotherm AB: Un dispositivo de soldadura intermedio para uso al soldar juntos dos extremos de una estructura de tubería de plástico coaxial que tiene una tubería más interior (22, […]
Pieza de conexión para electrofusión aislada, del 22 de Octubre de 2019, de GEORG FISCHER ROHRLEITUNGSSYSTEME AG: Pieza de conexión para electrofusión aislada para la unión de áreas terminales de tuberías de material sintético termoplástico, en particular […]
Dispositivo y procedimiento para la soldadura de dos piezas de polímero por fusión, del 2 de Octubre de 2019, de GRTGAZ: Dispositivo para la soldadura de dos piezas de polímero por fusión por medio de una banda calefactora tejida a partir de un hilo resistivo revestido de […]
Dispositivo de medición de la evolución de un campo de temperatura y procedimiento asociado de evaluación de la calidad de una operación de soldadura, del 26 de Diciembre de 2018, de Engie: Dispositivo de medición de la evolución de un campo de temperatura durante una operación de soldadura entre una primera pieza y una segunda pieza de material plástico […]
Clip, del 5 de Diciembre de 2018, de MIX: Clip en forma de un alambre metálico que comprende dos brazos de conexión , cada uno de los cuales está provisto de un extremo libre adaptado para ser conectado con […]
ELEMENTO DE COMPENSACIÓN PARA LA UNIÓN DE COMPONENTES, del 16 de Febrero de 2012, de FRIATEC AKTIENGESELLSCHAFT: Elemento de compensación para unir componentes de plástico fundible que está construido como un cuerpo hueco de diseño cónico como mínimo por […]