ELEMENTO DE COMPENSACIÓN PARA LA UNIÓN DE COMPONENTES.
Elemento de compensación para unir componentes de plástico fundible que está construido como un cuerpo hueco (40) de diseño cónico como mínimo por secciones,
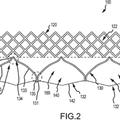
en donde el cuerpo hueco (40) está construido simétrico axialmente alrededor de su eje central (42) y su superficie interior (44) discurre paralela a su eje central (42) mientras que su superficie exterior (46) discurre bajo un ángulo determinado respecto del eje central (42), con como mínimo un elemento de calefacción (50,52,54,56,58,58') que esta diseñado para, cuando son cargados con energía, calentar la superficie interior (44) o la superficie exterior (46) del elemento de compensación o a ambas por lo menos por zonas para fabricar una unión soldada con los componentes, caracterizado porque partiendo de cada canto de borde (60,62) del cuerpo hueco (40) se han practicado incisiones (70,72,74,76,80) en donde por lo menos una parte de las incisiones se extiende hasta casi o mas allá de un plano predefinido (64,66,68) del elemento de compensación que asegura la flexibilidad, y primeras incisiones (70) que parten del primer canto de borde (60), y segundas incisiones (72) esencialmente en dirección axial que parten del segundo canto de borde (62) esencialmente en dirección axial hasta o mas allá del plano asegurador de la flexibilidad; en donde el plano (64,66,68) asegurador de la flexibilidad contiene como superficie de corte con el elemento de compensación una circunferencia completa o una elipse completa, cuyas normales a la superficie discurren paralelas al eje principal (42) del cuerpo hueco (40) o forman con él un ángulo determinado, de tal manera que en ningún lugar del cuerpo hueco (40) se produce un anillo circunferencial
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/001870.
B29C65/14TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando energía ondulatoria o radiaciones de partículas.
B29C65/34B29C 65/00 […] › utilizando elementos calientes que quedan en la junta, p. ej. un elemento de soldadura perdida.
B29C65/36B29C 65/00 […] › calentada por inducción.
B29D23/00B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
F16L47/03MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16LTUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › Empalmes soldados con una resistencia eléctrica incorporada en el empalme.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Elemento de compensación para la unión de componentes El invento se refiere a un elemento de compensación para la unión de componentes de plástico fundible que están construidos como un cilindro hueco con un diseño cónico como mínimo por secciones, con como mínimo un elemento de calefacción que cuando es cargado con energía calienta la superficie interior o la superficie exterior del elemento de compensación o a ambas como mínimo por secciones para fabricar una unión por soldadura con los elementos. Este tipo de elementos de compensación denominados también como manguitos de calefacción o manguitos de soldadura son conocidos desde hace tiempo. Sirven principalmente para la fabricación de uniones no liberables entre tubos de plástico o entre tubos de plástico y su valvuleria. Así, el documento FR-A-1 416 207 muestra como pueden ser soldados dos tubos mediante un manguito cónico que contiene un elemento de calefacción. Para ello los tubos presentan conicidades propias que se corresponden con la conicidad del manguito de calefacción tanto interior como exteriormente. El documento DE-A-24 19 893 publica una unión de tubo con la ayuda de un manguito doble cuyas caras interiores tienen el diseño de un tronco de cono. Los tubos que van a ser unidos son deslizados en ambos lados del manguito doble y son soldados uno con otro por medio de un elemento de unión cónico no representado con mas detalle, denominado allí como unión de soldadura o miembro de soldadura. En el procedimiento acorde con el documento DE-A-34 22 074, similar a como se describe en el documento FR-A-1 416 207, se calibran cónicamente un tubo y un manguito en donde la holgura de tolerancia entre tubo y manguito está medida dependiendo del espesor del manguito de soldadura que será introducido posteriormente. El documento JP-B-52 066 582 muestra igualmente un manguito de soldadura cónico en el que una ranura pasante se ocupa de que pueda ser modificado en sus dimensiones radiales. Otro manguito de soldadura cónico que puede estar construido taladrado o como red está mostrado en el documento US 3 061 503. Un elemento de compensación o un manguito del genero mencionado al comienzo es conocido especialmente por el documento WO 02/1973 y sirve entonces para unir una tubería de combustible con el deposito de un vehículo. El elemento de compensación contiene al elemento de calefacción tanto sobre la superficie exterior como también sobre la superficie interior y provoca una rendija anular entre los componentes que van a ser unidos uno con otro, en donde tiene lugar la soldadura. El documento DE 10 81 288 publica un procedimiento para unir un tubo y un manguito bajo la interconexión de un casquillo de soldadura en forma de cuña. Una superficie exterior cónica del casquillo se ajusta entonces a la superficie interior cónica del manguito de manera que después del ensamblado definitivo de tubo, manguito y casquillo, el casquillo sobresale algunos milímetros del manguito. Durante el proceso de soldadura el casquillo es apretado hacia dentro en el cono del manguito por medio de un alicate. El documento JP 0600 2797 publica un manguito de soldadura para unir componentes de plástico fundible en el que están previstos un tramo de soldadura para soldar dos extremos de tubo con el manguito y dos tramos cónicos con incisiones para la fijación de los extremos de tubo que van a ser soldados. En el caso de diámetros de tubo muy pequeños se han acreditado claramente este tipo de elementos de compensación En el caso de diámetros de tubo grandes, que normalmente pueden ser del orden de 1000 mm o mayores, las tolerancias de fabricación, sin embargo, son tan grandes que se producen rendijas entre los componentes las cuales dificultan la soldadura con fluidos densos, cuando no la impiden claramente, y esto a pesar de la conicidad del manguito el cual ya se ocupa de una cierta compensación de tolerancias incluso sin una calibración previa de los componentes que van a ser soldados. El problema se agudiza cuando por ejemplo un tubo no es redondo. Este problema será resuelto por una técnica de manguito en la que se emplea un elemento de compensación con las características de la reivindicación 1. Configuraciones ventajosas son objeto de las reivindicaciones subordinadas a ella referidas. Un procedimiento para unir a componentes de plástico fundible en los cuales se utilizan elementos de compensación acordes con el invento es objeto de las reivindicaciones 11 a 14. El elemento de compensación de esta técnica de manguito se destaca entonces porque partiendo de cada canto de borde se han practicado unas incisiones esencialmente en dirección axial en donde como mínimo una parte de las incisiones se extiende hasta las cercanías o mas allá de un plano del elemento de compensación que asegura flexibilidad. De acuerdo con el invento está previsto que el cuerpo hueco está construido simétrico axialmente alrededor de su eje central, mientras que su superficie exterior discurre bajo un ángulo determinado con el eje central. Por lo demás deben existir primeras incisiones que parten del primer canto de borde, y segundas incisiones 2 que parten del segundo canto de borde, que se extienden hasta las cercanías o mas allá del plano que asegura la flexibilidad. Para evitar que en el caso de una disposición desfavorable de las incisiones permanezca una zona circunferencial al elemento de compensación, que influya desventajosamente en la flexibilidad del elemento de compensación, primeramente se define un plano que asegure la flexibilidad, que como superficie de corte con el elemento de compensación contenga una circunferencia completa o una elipse completa, cuya normal a la superficie es por tanto paralela al eje central del cuerpo hueco o forme un ángulo determinado con él. Por motivos de la técnica de fabricación, que también se refiere a la practica de las incisiones, las normales a las superficies del plano que asegura la flexibilidad son por lo general paralelas al eje central del cuerpo hueco de manera que también son paralelas a los cantos de borde del cuerpo hueco. Por ejemplo, el plano que asegura la flexibilidad puede ser el plano ecuatorial del cuerpo hueco. Siempre es esencial que una parte de las incisiones se extienda como mínimo hasta las cercanías o mas allá del plano asegurador de la flexibilidad. Mediante el guiado así dirigido de las incisiones en dirección axial el elemento de compensación será flexible en medida suficiente, de manera que por así decirlo puede caminar por el tubo para cerrar cualquier rendija que se presente. De esta manera la hipotética desventaja respecto de una soldadura por manguito estándar, en concreto la soldadura doble, o sea la soldadura por ambos lados del elemento de compensación, quedará compensada, de tal manera que el tiempo de soldadura será incluso mas corto a causa de la menor rendija. Además de esto con la nueva técnica de manguito también pueden ser soldados de manera sencilla tubos especiales, como tubos multicapa, tubos de interconexión, etc., que a causa de su forma de construcción solo compensan o puentean rendijas muy pequeñas por dilatación térmica. Según un diseño ventajoso las incisiones que parten de un primer canto de borde están desplazadas en la dirección circunferencial del elemento de compensación respecto de las incisiones que parte del segundo canto de borde, mas preferiblemente alternando, en donde alternativamente una incisión discurre desde un primer canto de borde o mas allá del plano asegurador de la flexibilidad, después una incisión desde el segundo canto de borde, de nuevo una incisión desde el primer canto de borde, y así sucesivamente. Las incisiones pueden estar situadas discurriendo en perpendicular a cada canto de borde o discurrir oblicuas al mismo. Pueden ser de la misma o de diferente longitud, por ejemplo, puede estar previsto que solo cada segunda o tercera incisión se extienda desde uno de los cantos de borde mas allá del plano asegurador de la flexibilidad. También el conformado de las incisiones esta en todo los casos sometido a los limites técnicos de fabricación. Pueden ser en línea recta o acodadas, durante su recorrido pueden tener la misma anchura o una anchura variable. Se ha comprobado que los mejores resultados se consiguen cuando las incisiones están formadas por un contorno en forma de ojo de cerradura. Como elementos de calefacción son adecuados rejillas metálicas, mallas metálicas, partículas metálicas o hilos metálicos, pero también una capa o un conductor de un plástico conductor de la electricidad, en donde la aplicación de la energía se produce por circulación de corriente o por inducción o por tecnología de microondas. Preferentemente el como mínimo un elemento de calefacción es una espiral de calefacción de manera que se puede trabajar con una tecnología acreditada.... [Seguir leyendo]
Reivindicaciones:
1 Elemento de compensación para unir componentes de plástico fundible que está construido como un cuerpo hueco (40) de diseño cónico como mínimo por secciones, en donde el cuerpo hueco (40) está construido simétrico axialmente alrededor de su eje central (42) y su superficie interior (44) discurre paralela a su eje central (42) mientras que su superficie exterior (46) discurre bajo un ángulo determinado respecto del eje central (42), con como mínimo un elemento de calefacción (50,52,54,56,58,58) que esta diseñado para, cuando son cargados con energía, calentar la superficie interior (44) o la superficie exterior (46) del elemento de compensación o a ambas por lo menos por zonas para fabricar una unión soldada con los componentes, caracterizado porque partiendo de cada canto de borde (60,62) del cuerpo hueco (40) se han practicado incisiones (70,72,74,76,80) en donde por lo menos una parte de las incisiones se extiende hasta casi o mas allá de un plano predefinido (64,66,68) del elemento de compensación que asegura la flexibilidad, y primeras incisiones (70) que parten del primer canto de borde (60), y segundas incisiones (72) esencialmente en dirección axial que parten del segundo canto de borde (62) esencialmente en dirección axial hasta o mas allá del plano asegurador de la flexibilidad; en donde el plano (64,66,68) asegurador de la flexibilidad contiene como superficie de corte con el elemento de compensación una circunferencia completa o una elipse completa, cuyas normales a la superficie discurren paralelas al eje principal (42) del cuerpo hueco (40) o forman con él un ángulo determinado, de tal manera que en ningún lugar del cuerpo hueco (40) se produce un anillo circunferencial. 2 Elemento de compensación según la reivindicación 1, caracterizado porque las incisiones (70,74) que parten de un primer canto de borde (60) están situadas alternadas en la dirección periférica del elemento de compensación respecto de las incisiones (72) que parten del segundo canto de borde (62). 3 Elemento de compensación según la reivindicación 1, caracterizado porque las incisiones (70,72,75) están situadas perpendiculares a los cantos de borde (60,62). 4 Elemento de compensación según la reivindicación 1, caracterizado porque las incisiones (90) están construidas con un contorno (90,92) en forma de ojo de cerradura, como mínimo parcialmente. 5 Elemento de compensación según la reivindicación 1, caracterizado porque como elemento conductor están previstos rejilla metálica, malla metálica, partículas metálicas o cables metálicos o una capa o un conductor de un plástico conductor de la electricidad o porque el cuerpo hueco (40) esta compuesto de un plástico conductor de la electricidad, en donde el elemento de calefacción esta diseñado para la aplicación de la energía mediante circulación de corriente o inducción o tecnología de microondas. 6 Elemento de compensación según la reivindicación 1, caracterizado porque el como mínimo un elemento de calefacción (50,52,54,56,58,58) es una espiral de calefacción. 7 Elemento de compensación según la reivindicación 6, caracterizado porque la espiral de calefacción esta llevada en forma de meandros entre las incisiones (70,72). 8 Elemento de compensación según la reivindicación 1, caracterizado porque el elemento de calefacción esta construido como un elemento bifilar. 9 Elemento de compensación según la reivindicación 1, caracterizado porque presenta varios elementos de calefacción que pueden ser cargados con energía independientemente unos de otros. 10 Procedimiento para unir componentes de plástico fundible con los pasos: a) preparar un manguito a partir de un casquillo exterior y un elemento de compensación (4) introducido en él según una de las reivindicaciones 1 a 3, en donde el elemento de compensación tanto sobre su superficie interior (44) así como también sobre su superficie exterior (46) presenta un elemento de calefacción (50,52,54,56,58,58); b) deslizar el manguito (4) sobre un componente, en donde el casquillo exterior y el elemento de compensación se deslizan axialmente en sentido contrario y las rendijas entre componente y elemento de compensación así como entre elemento de compensación y casquillo exterior se minimizan; c) cargar con energía el elemento de calefacción (50,54,58) de la superficie interior /44) del elemento de compensación para soldar uno con otro el componente y el elemento de compensación; d) cargar con energía el elemento de calefacción (52,56,58) de la superficie exterior (46) del elemento de compensación para soldar uno con otro el casquillo exterior y el elemento de compensación. 11. Procedimiento según la reivindicación 10, caracterizado porque el paso c) presenta los pasos siguientes: c1) cargar con una primera cantidad de energía el elemento de calefacción (50,54,58) de la superficie interior (44) del elemento de compensación para precalentar el primer componente; 7 c2) cargar con una segunda cantidad de energía el elemento de calefacción (50,54,58) de la superficie interior (44) del elemento de compensación para soldar uno con otro el primer componente y el elemento de compensación; 12. Procedimiento según la reivindicación 10, caracterizado porque el paso d) presenta los siguientes pasos: d1) cargar con una primera cantidad de energía el elemento de calefacción (52,56,58) de la superficie exterior (46) del elemento de compensación para precalentar el casquillo exterior; y d2) cargar con una segunda cantidad de energía el elemento de calefacción (52,56,58) de la superficie exterior (46) del elemento de compensación para soldar uno con otro el casquillo exterior y el elemento de compensación. 13. Procedimiento para unir componentes de plástico fundible, con los siguientes pasos: a) preparar un manguito a partir de un casquillo interior y dos elementos de compensación colocados en su interior según una de las reivindicaciones 1 a 9, en donde cada uno de los elementos de compensación, tanto sobre su superficie interior (44) como sobre su superficie exterior (46) presenta un elemento de calefacción (50,52,54,56,58,58); b) desplazar totalmente el manguito sobre un primer componente; c) colocar un segundo componente junto al primer componente; d) desplazar el manguito en dirección axial sobre el lugar de contacto entre el primer componente y el segundo componente de manera que uno de los elementos de compensación está sobre el primer componente y el otro elemento de compensación está sobre el segundo componente; e) desplazamiento simultaneo o consecutivo de los elementos de compensación en dirección axial uno hacia el otro; f) cargar con energía el elemento de calefacción de la superficie interior y de la superficie exterior de los elementos de compensación, con lo que el primer componente, el manguito y el segundo componente quedan soldados entre sí. 8 9 11 12
Patentes similares o relacionadas:
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende:
- un revestimiento formado por un poliuretano termoplástico,
[…]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende:
una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende:
- una primera sección (147a) de producto tubular;
- una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato:
un troquel que tiene un canal […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]