Dispositivo de fresado de eje estriado sincrónico bidireccional con respaldo de acero y su procedimiento de uso.
Un dispositivo de fresado sincrónico con respaldo de acero, que comprende una base de troquel superior (7) conectable con una máquina hidráulica de aceite,
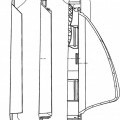
una placa de troquel superior (5) montada en la parte inferior de la base de troquel superior (7), una base de troquel inferior (1) conectable con la máquina hidráulica de aceite y una placa de troquel inferior (3) montada en la parte superior de la base de troquel inferior (1) en paralelo, en donde el dispositivo de fresado comprende además un troquel superior moldeado montado en la placa de troquel superior (5), y que comprende una placa deslizante de lámina (13), una lámina izquierda (11), una lámina derecha (18), un deslizador interior izquierdo (10), un deslizador interior derecho (15), un deslizador exterior izquierdo (9) y un deslizador exterior derecho (16);
en el que los deslizadores internos izquierdo y derecho (10, 15) están montados en la parte inferior de la placa deslizante de lámina (13), de forma simétrica, horizontal y deslizante;
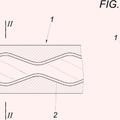
en donde las láminas izquierda y derecha (11, 18) están fijas y montadas respectivamente en las superficies inferiores de los deslizadores internos izquierdo y derecho (10, 15), donde las superficies de las láminas izquierda y derecha (11, 18) tienen dientes de fresado; en donde un resorte (12) está montado entre los deslizadores internos izquierdo y derecho (10, 16) horizontalmente;
en donde los deslizadores externos izquierdo y derecho (9, 16) están montados respectivamente en los lados externos de los deslizadores internos izquierdo y derecho (10, 15);
en donde la base de troquel inferior (1) está fija y montada con bloques de soporte izquierdo y derecho (2, 19) correspondientes a los deslizadores externos izquierdo y derecho (9, 16);
caracterizado porque el dispositivo de fresado comprende además un troque inferior de posicionamiento de trabajo (21, 22, 24) montado en la placa de troquel inferior (3), y que comprende un troquel cóncavo (21), un bloque flotante de producto (22) y un resorte flotante (24); en donde se forma una cavidad de tipo posicionamiento de trabajo entre el troquel cóncavo (21) y el bloque flotante del producto (22); en donde dichos bloques de soporte izquierdo y derecho (2,19) correspondientes a los deslizadores externos izquierdo y derecho (9, 16) se pasan y se montan en la placa inferior (3) a lo largo; y
en donde se proporciona una varilla de empuje (23) para empujar dicha placa de troquel inferior (3) en la parte inferior de la base de troquel inferior (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CN2012/000677.
Solicitante: Util (Guangzhou) Auto Parts. Co., Ltd.
Nacionalidad solicitante: China.
Dirección: No.63 Xinguang 3rd Road Zhujiang District Nansha Development Zone Guangzhou, Guangdong 611450 CHINA.
Inventor/es: OSCAR,FINESSI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J5/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares. › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
- B23D41/02 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 41/00 Máquinas de brochado o dispositivos de brochado caracterizados solamente por la estructura de sus órganos especiales (características de estructura de estos órganos en sí B23Q). › de los bastidores; de los portapiezas.
- F16D65/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 65/00 Elementos constitutivos o detalles de frenos. › Bandas, zapatas o patines; Pivotes o sus órganos de soporte.
PDF original: ES-2716534_T3.pdf
Patentes similares o relacionadas:
Un proceso de forjado de matriz abierta para minimizar las pérdidas finales y un producto hecho usándolo, del 6 de Noviembre de 2019, de Bharat Forge Limited: Un proceso de forjado de matriz abierta para minimizar las pérdidas finales caracterizado porque dicho proceso de forjado implica un paso de muesca, […]
Método para dividir la parte del extremo de una placa metálica o una barra metálica y método para unir tales partes metálicas, del 21 de Agosto de 2019, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la […]
 Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Método de división del extremo para placa metálica o barra metálica y método para unir el mismo, del 25 de Abril de 2018, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
APARATO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE CREMALLERAS DE DIRECCIÓN, del 3 de Enero de 2012, de Bishop Steering Technology Pty Ltd: Aparato de matriz para realizar una operación de forja sin rebaba para fabricar la parte dentada de una cremallera de dirección […]
TORNILLO DE CIERRE DE MATERIAL METÁLICO, PROCEDIMIENTO PARA SU FABRICACIÓN, PIEZA BRUTA ASÍ COMO HERRAMIENTA PARA SU FABRICACIÓN, del 9 de Diciembre de 2011, de FLAIG, HARTMUT: Procedimiento para la fabricación de un tornillo de cierre para un conducto de líquido, en particular para un conducto de aceite o un depósito de aceite, con una caña cilíndrica […]
 PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]