APARATO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE CREMALLERAS DE DIRECCIÓN.
Aparato de matriz (10, 50, 81) para realizar una operación de forja sin rebaba para fabricar la parte dentada (26,
66) de una cremallera de dirección (12, 52), comprendiendo dicho aparato de matriz (10, 50, 81) unos elementos de matriz primero (14, 54) y segundo (16, 56) y por lo menos un elemento de punzón (18, 58), estando provisto cada uno de una superficie conformadora (19, 28, 29, 69, 78, 79) configurada sustancialmente como el reverso de una parte de dicha parte dentada (26, 66), y estando configurada por lo menos una parte de la superficie conformadora (28, 78) de dicho primer elemento de matriz (14, 54) sustancialmente como el reverso de los dientes de dicha cremallera (12, 52), caracterizado porque dichos elementos de matriz primero (14, 54) y segundo (16, 56) son móviles uno hacia el otro en dirección a una posición cerrada, forjándose, de este modo, parcialmente dicha parte dentada (26, 66) a partir de una pieza en bruto (12a) colocada en dicho aparato de matriz (10, 50, 81) y formándose una cavidad (13, 63) sustancialmente cerrada definida por dichas superficies conformadoras (19, 28, 29, 69, 78, 79), estando adaptado dicho elemento de punzón (18, 58) para desplazarse en dicha cavidad (13, 63), una vez que dichos elementos de matriz (14, 16, 54, 56) están en dicha posición cerrada, con lo cual se termina dicha operación de forja.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AU2004/001693.
Solicitante: Bishop Steering Technology Pty Ltd.
Nacionalidad solicitante: Australia.
Dirección: Unit 6 148 James Ruse Drive Rosehill, NSW 2142 AUSTRALIA.
B21J13/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 13/00 Partes constitutivas de máquinas para forjar, prensar o martillar. › Matrices o sus monturas.
B21J5/12B21J […] › B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares. › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
B21K1/76R
B62D3/12D
Clasificación PCT:
B21J5/02B21J 5/00 […] › Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
B21J5/12B21J 5/00 […] › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
B21K1/00B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › Fabricación de elementos de máquinas.
B21K1/76B21K […] › B21K 1/00 Fabricación de elementos de máquinas. › de elementos no mencionados en alguno de los grupos precedentes.
B62D3/12B […] › B62VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 3/00 Mecanismos de dirección (dirección asistida o de relé de potencia B62D 5/00; timonería de dirección B62D 7/00; para ruedas no orientables B62D 11/00; transmisiones en general F16H). › de tipo de cremallera.
B62D5/22B62D […] › B62D 5/00 Dirección asistida o de relé de potencia (para ruedas no orientables B62D 11/00; servomotores de fluido bajo presión en general F15B). › del tipo cremallera.
Clasificación antigua:
B21J5/02B21J 5/00 […] › Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
B21J5/12B21J 5/00 […] › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
B21K1/00B21K […] › Fabricación de elementos de máquinas.
B21K1/76B21K 1/00 […] › de elementos no mencionados en alguno de los grupos precedentes.
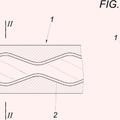
Aparato y procedimiento para la fabricación de cremalleras de dirección. Campo técnico La presente invención se refiere a una matriz para forjar una cremallera de dirección para automóvil y en particular a una matriz para la forja sin rebaba de una cremallera de dirección para automóvil. Antecedentes Se sabe que las partes dentadas de cremalleras de dirección para automóvil se producen o bien por un proceso de mecanización o de forja. Típicamente, el proceso de mecanización comprende un proceso fresado a través de una barra cilíndrica sólida con el resultado de que la sección transversal de la parte dentada adquiere una forma de 'D' y por lo tanto estas cremalleras se denominan comúnmente "cremalleras en D". Las cremalleras de dirección provistas de dientes producidos por mecanización solamente pueden producirse económicamente en grandes series con dientes de paso constante. Sin embargo, las cremalleras provistas de dientes forjados pueden producirse en grandes series igualmente con dientes de paso constante o variable. El término "rebaba" utilizada respecto de la forja se refiere al exceso de material que se extiende hacia fuera del cuerpo de un componente forjado y se debe quitar típicamente por un desbarbado o una operación de mecanización subsiguiente. La rebaba es una característica común de la forja en matriz abierta, en cuyo caso se coloca un exceso de material en la matriz para asegurar el relleno completo de la cavidad de la matriz. La expresión "forja sin rebaba" se refiere a un proceso de forja en el cual no se permite que virtualmente ningún exceso de material se escape de la cavidad de la matriz. Las ventajas de la forja sin rebaba incluyen la eliminación de material de desecho, la eliminación de operaciones subsiguientes de desbarbado, y un mayor control sobre la precisión del componente forjado. La forja sin rebaba se consigue típicamente usando una matriz de forjar cerrada. Las patentes US nº 4.571.982 (Bishop), que forma la base del preámbulo de la reivindicación 1, y US nº 5.862.701 (Bishop et al) dan a conocer un aparato de matriz para la forja sin rebaba en templado de la parte dentada de una cremallera de dirección a la forma neta a partir de una barra cilíndrica sólida. La "forma neta" significa que los dientes de la cremallera forjada no requieren ninguna mecanización adicional después de forjados. Este tipo de aparato de matriz está limitado a la forja de cremalleras cuya sección transversal de la parte dentada tiene una forma de 'Y' y dichas cremalleras se denominan comúnmente "cremalleras en Y". Es importante observar que este tipo de aparato de matriz sólo forma una cavidad de forja cerrada al final del proceso de forja como se puede ver claramente de las figuras 7, 8 y 9 de la patente US nº 4.571.982, y la forja sustancialmente sin rebaba resulta del movimiento singular de los elementos de utillaje y de la sección transversal en 'Y' de la región dentada, más bien que del cierre de la cavidad de forja antes de la terminación de la operación de forja. Un inconveniente de las cremalleras en Y es que requieren la modificación del mecanismo de dirección para permitir su ensamblaje y por eso el mercado ha preferido históricamente las cremalleras en D. Se han propuesto varios tipos de aparatos de matriz para forjar las cremalleras en D a partir de una barra sólida. Sin embargo, la mayoría de estas matrices producen rebaba. Las figuras 3 a 5 del documento JP 58218339 (Daido Steel Co. Ltd) representan un aparato de matriz abierto básico que comprende solamente dos mitades de matriz. El exceso de material escapa simplemente de la cavidad de la matriz como rebaba. Este aparato de matriz no proporciona ningún medio para controlar la presión en la cavidad y en este caso es probable que el relleno de los dientes resultante sea pobre, particularmente si la operación de forja se realiza a temperaturas de forja en templado más bien que de forja en caliente. La figura 5 del documento JP 58218339 ilustra el proceso de desbarbado después de forjar. El documento GB 2108026 (Cam Gears Ltd) da a conocer un aparato de matriz para forjar una cremallera en D a partir de una barra sólida. Se trata de un aparato de matriz básico que tiene dos mitades con la adición de canales para rebaba previstos para controlar la formación de la rebaba y ayudar al relleno de los dientes. Sin embargo, el material todavía puede escaparse prematuramente en estos canales para rebaba, con lo cual se limita la presión hidrostática admitida, lo que puede causar un relleno deficiente de la cavidad de la matriz. La rebaba producida por tal aparato de matriz está más controlada en cuanto a su forma que la producida por una matriz abierta simple pero sin embargo típicamente se tendría que proceder necesariamente al desbarbado después de forjar. Un aparato de matriz más sofisticado que aprovecha un principio similar se da a conocer en la patente US nº 5.992.205 (Bishop), que se dirige a la formación de los canales para rebaba para mantener una presión hidrostática adecuada y con lo cual ayudar a alcanzar un relleno de los dientes adecuado. Unos aparatos de matriz para forjar cremalleras en D sólidas se dan a conocer en los documentos JP 58013431 (Jidosha Kiki Co. Ltd.) y JP 03138042 (IS Seiki KK et al). Ambas matrices forjan partes dentadas resultantes cuyo diámetro de cierre es mayor que el del vástago de la cremallera acabada, que generalmente es el diámetro nominal del material constituyente de la barra. Dichas cremalleras adolecen de los mismos problemas de montaje que las 2 E04801114 10-11-2011 cremalleras en Y. Además, ambas matrices comprenden solamente dos mitades y como tales es poco probable que en la práctica se cierren completamente y llenen los dientes sin que se forme rebaba entre las mitades de la matriz. Las figuras 8 a 12 del documento JP 58218339 (Daido Steel Co. Ltd) representan un aparato de matriz cerrado para forjar una cremallera de dirección a partir de un tubo hueco. Esta matriz se cierra antes de que comience la forja y por lo tanto el proceso de forja sería sustancialmente sin rebaba. El punzón 56 de esta disposición de matriz presenta una forma que forja los dientes de la cremallera. El punzón 56 se desplaza hacia dentro para realizar la operación de forja después de cerrar las dos mitades 58 y 50 de la matriz alrededor de la pieza en bruto tubular. El cierre de las mitades 58 y 50 de matriz no causa ninguna deformación de la pieza en bruto. El problema con esta disposición de matriz es que los extremos de los dientes en el punzón 56 están abiertos y en este caso no existe ningún soporte entre los extremos de los dientes, lo que podría conducir al fallo prematuro de la matriz. Además, los extremos de los dientes forjados son perpendiculares a los dientes, en lugar de estar inclinados en cada extremo, lo que podría interferir con el montaje de la cremallera. Un objetivo de la presente invención es proporcionar un aparato de matriz y un procedimiento para la forja sin rebaba de cremalleras de dirección que mejore por lo menos algunos de los problemas de la técnica anterior. Sumario de la invención En un primer aspecto, la presente invención consiste en un aparato de matriz para realizar una operación de forja sin rebaba para fabricar la parte dentada de una cremallera de dirección, comprendiendo dicho aparato de matriz elementos de matriz primero y segundo y por lo menos un elemento de punzón, presentando cada uno una superficie conformadora configurada sustancialmente como el reverso de una parte de dicha parte dentada, y estando configurada por lo menos una parte de la superficie conformadora de dicho primer elemento de matriz sustancialmente como el reverso de los dientes de dicha cremallera, caracterizado porque dichos elementos de matriz primero y segundo son móviles uno hacia el otro a una posición cerrada con lo cual se forja parcialmente dicha parte dentada a partir de una pieza en bruto colocada en dicho aparato de matriz y se forma una cavidad sustancialmente cerrada definida por dichas superficies conformadoras, estando adaptado dicho elemento de punzón para desplazarse en dicha cavidad, una vez dichos elementos de matriz están en dicha posición cerrada, con lo cual se completa dicha operación de forja. Preferentemente, en una forma de realización, dicho elemento de punzón es móvil en dicha cavidad cerrada a través de una abertura en uno de dichos elementos de matriz. Preferentemente, dicha abertura está en dicho segundo elemento de matriz y dicho elemento de punzón es móvil respecto de dicho segundo elemento de matriz. Preferentemente, dicho elemento de punzón está dispuesto de forma sustancialmente centrada y opuesto a dicho primer elemento de matriz, y es móvil hacia dicho primer elemento de matriz. Preferentemente, dichos elementos de matriz hacen tope uno con el otro en dicha posición... [Seguir leyendo]
Reivindicaciones:
1. Aparato de matriz (10, 50, 81) para realizar una operación de forja sin rebaba para fabricar la parte dentada (26, 66) de una cremallera de dirección (12, 52), comprendiendo dicho aparato de matriz (10, 50, 81) unos elementos de matriz primero (14, 54) y segundo (16, 56) y por lo menos un elemento de punzón (18, 58), estando provisto cada uno de una superficie conformadora (19, 28, 29, 69, 78, 79) configurada sustancialmente como el reverso de una parte de dicha parte dentada (26, 66), y estando configurada por lo menos una parte de la superficie conformadora (28, 78) de dicho primer elemento de matriz (14, 54) sustancialmente como el reverso de los dientes de dicha cremallera (12, 52), caracterizado porque dichos elementos de matriz primero (14, 54) y segundo (16, 56) son móviles uno hacia el otro en dirección a una posición cerrada, forjándose, de este modo, parcialmente dicha parte dentada (26, 66) a partir de una pieza en bruto (12a) colocada en dicho aparato de matriz (10, 50, 81) y formándose una cavidad (13, 63) sustancialmente cerrada definida por dichas superficies conformadoras (19, 28, 29, 69, 78, 79), estando adaptado dicho elemento de punzón (18, 58) para desplazarse en dicha cavidad (13, 63), una vez que dichos elementos de matriz (14, 16, 54, 56) están en dicha posición cerrada, con lo cual se termina dicha operación de forja. 2. Aparato de matriz (10) según la reivindicación 1, en el que dicho elemento de punzón (18) se puede desplazar en dicha cavidad cerrada (13) a través de una abertura (11) en uno de dichos elementos de matriz (14, 16). 3. Aparato de matriz según la reivindicación 2, en el que dicha abertura (11) está en dicho segundo elemento de matriz (16) y dicho elemento de punzón (18) se puede desplazar respecto a dicho segundo elemento de matriz (16). 4. Aparato de matriz según la reivindicación 3, en el que dicho elemento de punzón (18) está dispuesto sustancialmente centrado y opuesto a dicho primer elemento de matriz (14), y se puede desplazar hacia dicho primer elemento de matriz (14). 5. Aparato de matriz según la reivindicación 1, en el que dichos elementos de matriz (14, 16) hacen tope uno contra otro en dicha posición cerrada. 6. Aparato de matriz (50, 81) según la reivindicación 1, en el que dicho por lo menos un elemento de punzón comprende un primer y segundo elementos de punzón (58) dispuestos en lados opuestos de dicha cavidad (63), entre dichos elementos de matriz primero (54) y segundo (56). 7. Aparato de matriz (81) según la reivindicación 1, en el que dicho elemento de punzón (58) se puede desplazar por medio de un mecanismo (88, 89, 90) accionado por el movimiento de cierre de dicho aparato de matriz (81). 8. Aparato de matriz (81) según la reivindicación 7, en el que dicho mecanismo (88, 89, 90) comprende por lo menos un elemento de cuña (89) adaptado para forzar dicho elemento de punzón (58) en dicha cavidad (63). 9. Aparato de matriz (81) según la reivindicación 1, en el que por lo menos uno de dichos elementos de matriz (54) está soportado por un cilindro hidráulico (85, 86) presurizado por medio del cierre de dicho aparato de matriz (81). 10. Aparato de matriz (10, 50, 81) según la reivindicación 1, en el que la sección transversal de dicha parte dentada (26, 66) presenta sustancialmente forma de D. 11. Aparato de matriz (150) según la reivindicación 1, en el que dicho aparato de matriz (150) comprende además por lo menos un punzón extremo (156, 158) axialmente móvil. 12. Aparato de matriz (150) según la reivindicación 11, en el que dicho punzón extremo (156, 158) está adaptado para recalcar un extremo de dicha pieza en bruto (12a). 13. Procedimiento para fabricar una cremallera de dirección (12, 52) que comprende realizar una operación de forja en una pieza en bruto (12a) por medio de un aparato de matriz (10, 50, 81) según cualquiera de las reivindicaciones 1 a 12. 14. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 13, en el que los dientes de dicha cremallera de dirección (12, 52) se forjan a la forma neta por dicha operación de forja. 15. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 13, en el que la sección transversal de la parte dentada (26, 66) de dicha cremallera de dirección (12, 52) presenta sustancialmente forma de D. 16. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 13, en el que dicha pieza en bruto (12a) presenta una primera parte cilíndrica y una segunda parte cilíndrica de diámetro menor que el de dicha primera parte cilíndrica, forjándose dicha segunda parte cilíndrica para formar la parte dentada (26, 66) de 8 E04801114 10-11-2011 dicha cremallera de dirección (12, 52), comprendiendo el vástago (25) de dicha cremallera de dirección (12, 52) dicha primera parte cilíndrica. 17. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 16, en el que dicha pieza en bruto (12a) comprende además una tercera parte cilíndrica, de diámetro sustancialmente igual al de dicha primera parte cilíndrica, estando dicha segunda parte cilíndrica entre dicha primera y tercera partes cilíndricas. 18. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 13, en el que dicha pieza en bruto (12a) se calienta a una temperatura de forja en templado antes de dicha operación de forja. 19. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 13, en el que dicha pieza en bruto (12a) es una barra sólida. 20. Procedimiento para fabricar una cremallera de dirección (12, 52) según la reivindicación 13, en el que dicha pieza en bruto (12a) es cilíndrica. 21. Procedimiento para fabricar una cremallera de dirección (112) según la reivindicación 13, en el que dicha pieza en bruto es una barra hueca y se inserta un mandril (110) en dicha barra hueca con anterioridad a dicha operación de forja. 9 E04801114 10-11-2011 E04801114 10-11-2011 11 E04801114 10-11-2011 12 E04801114 10-11-2011 13 E04801114 10-11-2011 14 E04801114 10-11-2011 E04801114 10-11-2011 16 E04801114 10-11-2011 17 E04801114 10-11-2011 18 E04801114 10-11-2011 19 E04801114 10-11-2011
Patentes similares o relacionadas:
Un proceso de forjado de matriz abierta para minimizar las pérdidas finales y un producto hecho usándolo, del 6 de Noviembre de 2019, de Bharat Forge Limited: Un proceso de forjado de matriz abierta para minimizar las pérdidas finales caracterizado porque dicho proceso de forjado implica un paso de muesca, […]
Método para dividir la parte del extremo de una placa metálica o una barra metálica y método para unir tales partes metálicas, del 21 de Agosto de 2019, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la […]
Dispositivo de fresado de eje estriado sincrónico bidireccional con respaldo de acero y su procedimiento de uso, del 13 de Junio de 2019, de Util (Guangzhou) Auto Parts. Co., Ltd: Un dispositivo de fresado sincrónico con respaldo de acero, que comprende una base de troquel superior conectable con una máquina hidráulica de aceite, una placa de […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Método de división del extremo para placa metálica o barra metálica y método para unir el mismo, del 25 de Abril de 2018, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
TORNILLO DE CIERRE DE MATERIAL METÁLICO, PROCEDIMIENTO PARA SU FABRICACIÓN, PIEZA BRUTA ASÍ COMO HERRAMIENTA PARA SU FABRICACIÓN, del 9 de Diciembre de 2011, de FLAIG, HARTMUT: Procedimiento para la fabricación de un tornillo de cierre para un conducto de líquido, en particular para un conducto de aceite o un depósito de aceite, con una caña cilíndrica […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]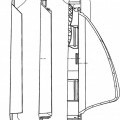 PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]