Aparato de mecanizado por electroerosión de orificios pequeños.
Dispositivo de mecanizado por electroerosión de orificios pequeños que comprende:
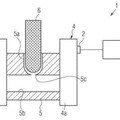
un electrodo para mecanizado (11) que es un electrodo en forma de barra o un electrodo en forma de tubo;
una guía de electrodo (13) para guiar una parte inferior del electrodo (11) en una dirección de un eje Z a través de una capa de fluido interpuesta de fluido de trabajo cerca de una pieza de trabajo (14),
una cámara de entrada de fluido de trabajo a alta presión (9) que recibe un fluido de trabajo a alta presión (22c) en un bloque de alojamiento (17) sujeto a la guía de electrodo (13) cerca de la pieza de trabajo (14); y
una abertura de inyección de fluido de trabajo a alta presión (9a) dispuesta en un borde inferior de la cámara de entrada de fluido de trabajo a alta presión (9) y que suministra un flujo de inyección del fluido de trabajo a alta presión (22c) a un espacio de mecanizado por electroerosión (35b),
caracterizado por el hecho de que:
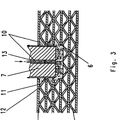
el guía de electrodo (13) es un cuerpo hueco y tuene una pieza de guía inferior (13b) en el borde inferior y una pieza de guía superior (13c) en el borde superior;
la cámara de entrada de fluido de trabajo a alta presión (9) es una parte hueca formada dentro del cuerpo hueco y un conducto penetrado (13a) para extraer el fluido de trabajo a alta presión (22c) está formado dentro del cuerpo hueco y se comunica con la cámara de entrada de fluido de trabajo a alta presión (9),
la cámara de entrada de fluido de trabajo a alta presión (9) tiene un diámetro constante desde la pieza de guía superior (13c) hasta la pieza de guía inferior (13b) dentro del cuerpo hueco, el diámetro constante de la cámara de entrada de fluido de trabajo a alta presión (9) es varias veces mayor que el del electrodo (11);
la pieza de guía inferior (13b) de la cámara de entrada de fluido de trabajo a alta presión (9) tiene forma de embudo en la que el diámetro se reduce desde el diámetro de la cámara de entrada de fluido de trabajo a alta presión (9) hacia el diámetro de la abertura de inyección de fluido de trabajo a alta presión (9a);
la pieza de guía inferior (13b) que sujeta la abertura de inyección de fluido de trabajo a alta presión (9a) la cual atraviesa el electrodo (11) está dispuesta de manera que el diámetro de la abertura de inyección de fluido de trabajo a alta presión (9a) es ligeramente mayor que el del electrodo (11); y
el flujo de inyección del fluido de trabajo a alta presión (22c) se suministra al espacio de mecanizado por electroerosión (35b) de manera que no se expande tanto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2011/069959.
Solicitante: Astec Co. Ltd.
Nacionalidad solicitante: Japón.
Dirección: 350 Shimoongatamachi, Hachioji-shi Tokyo 192-0154 JAPON.
Inventor/es: SUZUKI, EIJI, SHIMODA YUTA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H7/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Alimentación o regeneración los medios de trabajo.
- B23H9/14 B23H […] › B23H 9/00 Trabajo especialmente adaptado para tratar objetos metálicos particulares o para obtener efectos o resultados particulares sobre objetos metálicos (tratamiento térmico por descarga catódica C21D 1/38). › Realización de agujeros.
PDF original: ES-2750567_T3.pdf
Patentes similares o relacionadas:
Procedimiento para producir una pieza de trabajo, del 3 de Abril de 2019, de Gramm Technik GmbH: Procedimiento para producir una pieza de trabajo mediante remoción electroquímica de material de una materia prima , que incluye las etapas […]
 Procedimiento y dispositivo para mecanizar electroquímicamente piezas de trabajo, del 3 de Octubre de 2018, de Stoba Sondermaschinen GmbH: Procedimiento para el mecanizado electroquímico de piezas de trabajo con una perforación ciega , tal como por ejemplo de boquillas, estando previsto […]
Procedimiento y dispositivo para mecanizar electroquímicamente piezas de trabajo, del 3 de Octubre de 2018, de Stoba Sondermaschinen GmbH: Procedimiento para el mecanizado electroquímico de piezas de trabajo con una perforación ciega , tal como por ejemplo de boquillas, estando previsto […]
Herramienta para producir un equipo dosificador de inyección de combustible, del 4 de Julio de 2018, de Stoba Holding GmbH & Co. KG: Herramienta para producir un equipo dosificador de inyección de combustible , con un cátodo que puede cargarse eléctricamente , en la que el cátodo en un […]
Método y aparato para mecanizado por electroerosión de una pieza, del 8 de Noviembre de 2017, de Agie Charmilles SA: Método para el mecanizado por descargas eléctricas de piezas mediante impulsos de descargas eléctricas generados por […]
Dispositivo y procedimiento para el tratamiento electroquímico de piezas, del 8 de Marzo de 2017, de Stoba Sondermaschinen GmbH: Dispositivo para el tratamiento electroquímico de piezas con un taladro ciego, como por ejemplo toberas, caracterizado por un cátodo montado […]
 Fabricación de nanoporos utilizando campos eléctricos potentes, del 13 de Enero de 2016, de The University of Ottawa: Un procedimiento para fabricar un único nanoporo en una membrana, que comprende:
- seleccionar un potencial eléctrico que induce un campo eléctrico en la […]
Fabricación de nanoporos utilizando campos eléctricos potentes, del 13 de Enero de 2016, de The University of Ottawa: Un procedimiento para fabricar un único nanoporo en una membrana, que comprende:
- seleccionar un potencial eléctrico que induce un campo eléctrico en la […]
 Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […]
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […]
 CONFIGURACION DE CORTAFUEGOS Y PROCEDIMIENTO PARA PRACTICAR AGUJEROS EN UNA CONFIGURACION DE CORTAFUEGOS, del 15 de Abril de 2010, de LEINEMANN GMBH & CO. KG: Procedimiento para practicar agujeros orientados radialmente para espigas de fijación en una configuración de cortafuegos formada por dos bandas […]
CONFIGURACION DE CORTAFUEGOS Y PROCEDIMIENTO PARA PRACTICAR AGUJEROS EN UNA CONFIGURACION DE CORTAFUEGOS, del 15 de Abril de 2010, de LEINEMANN GMBH & CO. KG: Procedimiento para practicar agujeros orientados radialmente para espigas de fijación en una configuración de cortafuegos formada por dos bandas […]