Una máquina encartonadora y un procedimiento de funcionamiento de esta.
Un procedimiento para aumentar la producción de cajas de cartón (104) que aumente la producción de tiradas de múltiples lotes limitados de cajas de cartón (104) al reducir el tiempo de ajuste de una encartonadora desde una tirada de un primer tamaño de caja hasta una tirada de otro tamaño de caja y hasta una tirada más de otro tamaño de caja;
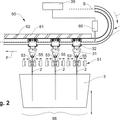
comprendiendo dicho encartonador: un bastidor encartonador (181); una entrada para recibir cajas de cartón plegadas y planas (104); un transportador (115) conectado operativamente a dicho bastidor (181); comprendiendo dicho transportador (115): una correa transportadora (101) para mover cajas de cartón plegadas y planas (104), desde dicha entrada; y un motor (111) conectado a dicha correa transportadora (101) para impulsar dicha correa transportadora (101); una placa frontal ajustable (103) para recibir cajas de cartón plegadas y planas (104) desde dicha correa transportadora (101); comprendiendo dicha placa frontal ajustable (103): un bastidor de placa frontal (137) conectado a dicho bastidor encartonador (181); comprendiendo dicho bastidor de placa frontal (137) paneles de montaje (135a, 135b, 135c, 135d); varillas guía (107a, 107d, 107c, 107d) para guiar cajas de cartón plegadas y planas (104) desde dicha correa transportadora (101) por dicho bastidor de placa frontal (137) y retener cajas de cartón plegadas y planas (104) en dicha placa frontal ajustable (103); soportes (130a, 130b, 130c, 130d) de las varillas guía para conectar dichas varillas guía (107a, 107b, 107c, 107d) a dichos paneles de montaje (135a, 135b, 135d, 135c, 135d) de dicho bastidor de placa frontal (137); y dichos soportes de varilla guía (130a, 130b, 130c, 130d) que comprenden mecanismos de sujeción ajustables (128a, 128b, 153c, 153d) para permitir el movimiento de dichos soportes (130a, 130b, 130c, 130, 130d) de las varillas guía dentro de dicho bastidor (137) para permitir el ajuste de la altura y anchura de la separación entre dichos soportes (130a, 130b, 130c, 130d) de las varillas guía, y así la altura y anchura de la separación entre dichas varillas guía (107a, 107b, 107c, 107d), para permitir el manejo de numerosos tamaños de cajas de cartón plegadas y planas de diferentes alturas y anchuras; una correa transportadora de configuración (117) para recibir cajas de cartón plegadas y planas (104) parcialmente abiertas, y abrirlas por completo; un aparato alimentador giratorio (120) para retirar cajas de cartón plegadas y planas (104) retenidas por dichas varillas guía (107a, 107b, 107c, 107d) de dicha placa frontal ajustable (103) e iniciar la apertura de cajas de cartón plegadas y planas (104) y alimentar cajas de cartón plegadas y planas (104), parcialmente abiertas, a dicha correa transportadora de configuración (117); y dicho aparato alimentador giratorio (120) que comprende ventosas (155) para contactar y retirar cajas de cartón plegadas y planas (104) de dicha placa frontal ajustable (103) y sujetar cajas de cartón plegadas y planas (104) durante el transporte a dicha correa transportadora de configuración (117); dichos soportes (130a, 130b, 130c, 130d) de las varillas guía comprenden un soporte superior (130a) de las varillas guía y un soporte inferior (130b) de las varillas guía dispuestos opuestos y paralelos entre sí; dichos soportes (130a, 130b, 130c, 130d) de las varillas guía comprenden soportes laterales izquierdo y derecho (130c, 130d) de las varillas guía dispuestos opuestos y paralelos entre sí, y perpendiculares a dichos soportes superior e inferior (130a, 130b) de las varillas guía; dicha placa frontal ajustable (103) comprende un primer tornillo (151a) de ajuste roscado y un segundo tornillo (151b) de ajuste roscado dispuestos adyacentes y sustancialmente paralelos a dicho soporte lateral izquierdo (130c) de las varillas guía; dicho mecanismo de sujeción ajustable (128a, 128b) de cada uno de dicho soporte superior (130a) de las varillas guía y de dicho soporte inferior (130b) de las varillas guía que comprende una abertura roscada; dicho primer tornillo (151a) de ajuste roscado se acopla con, y pasa a través de, dicha abertura roscada en dicho mecanismo de sujeción ajustable (128a) de dicho soporte superior (130a) de las varillas guía; dicho primer tornillo (151a) de ajuste roscado está configurado para ser girado para mover dicho mecanismo de sujeción ajustable (128a) de dicho soporte superior (130a) de las varillas guía hacia arriba y hacia abajo para ajustar la separación vertical entre dicho soporte superior (130a) de las varillas guía y dicho soporte inferior (130b) de las varillas guía; dicho segundo tornillo (151b) de ajuste roscado se acopla con, y pasa a través de, dicha abertura roscada en dicho mecanismo de sujeción ajustable (128b) de dicho soporte inferior (130b) de las varillas guía; y dicho segundo tornillo (151b) de ajuste roscado está configurado para ser girado para mover dicho mecanismo de sujeción ajustable (128b) de dicho soporte inferior (130b) de las varillas guía hacia arriba y hacia abajo para ajustar la separación vertical entre dicho soporte superior (130a) de las varillas guía y dicho soporte inferior (130b) de las varillas guía; comprendiendo cada una de dichas varillas guía (107a, 107b, 107c, 107d) un primer extremo (106) dispuesto adyacente a dicha correa transportadora (101) y un segundo extremo (108) dispuesto opuesto a dicho primer extremo (106); comprendiendo cada una de dichas varillas guía (107a, 107b, 107c, 107d) una lengüeta (133) de tope dispuesta en dicho segundo extremo (108) de dicha varilla guía (107a, 107b, 107c, 107d); cada una de dichas lengüetas (133) de tope está dispuesta para solaparse y retener cajas de cartón plegadas y planas (104), en dicha placa frontal ajustable (103); cada una de dichas lengüetas (133) de tope comprende clips de retención excéntricos (109) y pernos de bloqueo (121), a través de los cuales los clips de retención excéntricos (109) se mantienen en su lugar en los extremos (108) de las varillas guía (107a, 107b, 107c , 107d) mediante los pernos de bloqueo (121) para permitir el aflojamiento, la rotación y el bloqueo de dichos clips de retención (109) para permitir un aumento o disminución de la superposición con cajas de cartón plegadas y planas (104), comprendiendo dicho procedimiento las etapas de:
realizar una primera tirada abriendo 300 a 1.500 cajas de cartón plegadas y planas (104), comprendiendo dicha etapa de fabricar una primera tirada las etapas de:
mover dicho mecanismo de sujeción ajustable (128a, 128b) de al menos uno de dichos soportes (130a, 130b) de las varillas guía y ajustar la altura y anchura de la separación entre dichos soportes (130a, 130b) de las varillas guía, y así la altura y anchura de la separación entre dichas varillas guía (107a, 107b) en dichos soportes (130a, 130b) de las varillas guía, suficientes para ajustarse y guiar un primer tamaño de cajas de cartón plegadas y planas (104), dicha etapa de mover dicho mecanismo de sujeción ajustable (128a, 128b) de al menos uno de dichos soportes (130a, 130b) de varillas guía que comprende al menos una de entre:
hacer girar dicho primer tornillo (151a) de ajuste roscado para mover dicho mecanismo de sujeción ajustable (128a) de dicho soporte superior (130a) de las varillas guía hacia arriba o hacia abajo;
hacer girar dicho segundo tornillo (151b) de ajuste roscado para mover dicho mecanismo de sujeción ajustable (128b) de dicho soporte inferior (130b) de las varillas guía hacia arriba o hacia abajo;
mover manualmente dicho mecanismo de sujeción ajustable (153c) de dicho soporte lateral izquierdo (130c) de las varillas guía; y
mover manualmente dicho mecanismo de sujeción ajustable (153d) de dicho soporte lateral derecho (130d) de las varillas guía;
ajustar dichas lengüetas (133) de tope para proporcionar un solapamiento predeterminado en dicho primer tamaño de cajas de cartón plegadas y planas (104) aflojando dichos elementos de bloqueo y girando dichas lengüetas (133) de tope a dicha posición predeterminada en relación con dicho primer tamaño de dichas cajas de cartón plegadas y planas (104);
poner en marcha dicha máquina encartonadora;
mover dichas cajas de cartón plegadas y planas (104) sobre dicha correa transportadora (101) hacia dicha placa frontal (103);
guiar, con dichas varillas guía (107a, 107b, 107c, 107d), dichas cajas de cartón plegadas y planas (104) dentro de dicha placa frontal (103);
retener dichas cajas de cartón plegadas y planas (104) con dichas lengüetas (133) de tope en dicha placa frontal (103);
retirar dichas cajas de cartón plegadas y planas (104) de dichas varillas guía (107a, 107b, 107c, 107d) con dichas ventosas (155) en dicho aparato alimentador giratorio (120);
hacer girar y mover dichas cajas de cartón plegadas y planas (104) con dicho aparato alimentador giratorio (120) e iniciar la abertura de dichas cajas de cartón plegadas y planas (104);
liberar dichas cajas de cartón (104) parcialmente abiertas sobre dicha correa transportadora de configuración (117) y continuar de forma sustancialmente simultánea la apertura de dichas cajas de cartón plegadas y planas (104) sobre dicha correa transportadora de configuración (117); y
detener la apertura de cajas de cartón (104) adicionales por dicha máquina encartonadora y terminar así dicha primera pasada;
realizar una segunda tirada, después de dicha primera tirada, abriendo 300 a 1.500 cajas de cartón plegadas y planas (104), comprendiendo dicha etapa de fabricar una segunda tirada las etapas de:
mover dicho mecanismo de sujeción ajustable (128a, 128b) de al menos uno de dichos soportes (130a, 130b) de las varillas guía y ajustar la altura y anchura de la separación entre dichos soportes (130a, 130b) de las varillas guía y así la altura y anchura de la separación entre dichas varillas guía (107a, 107b) en dichos soportes (130a, 130b) de las varillas guía, suficientes para conformar y guiar un segundo tamaño de cajas de cartón plegadas planas (104), comprendiendo dicho al menos uno de dichos soportes (130a, 130b) de varillas guía al menos una de entre:
hacer girar dicho primer tornillo (151a) de ajuste roscado para mover dicho mecanismo de sujeción ajustable (128a) de dicho soporte superior (130a) de las varillas guía hacia arriba o hacia abajo;
hacer girar dicho segundo tornillo (151b) de ajuste roscado para mover dicho mecanismo de sujeción ajustable (128b) de dicho soporte inferior (130b) de las varillas guía hacia arriba o hacia abajo;
mover manualmente dicho mecanismo de sujeción ajustable (153c) de dicho soporte lateral izquierdo (130c) de las varillas guía; y
mover manualmente dicho mecanismo de sujeción ajustable (153d) de dicho soporte lateral derecho (130d) de las varillas guía;
ajustar dichas lengüetas (133) de tope para proporcionar un solapamiento predeterminado en dicho segundo tamaño de cajas de cartón plegadas y planas (104) aflojando dichos elementos de bloqueo y girar dichas lengüetas (133) de tope a dicha posición predeterminada con respecto a dicho segundo tamaño de dichas cajas de cartón plegadas y planas (104);
poner en marcha dicha máquina encartonadora;
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/082574.
Solicitante: KHS GMBH.
Inventor/es: VEIX,SCOTT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B100/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31B FABRICACION DE CONTENEDORES DE PAPEL, CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL (fabricación de artículos enrollados, p. ej. tubos enrollados, B31C; fabricación y rellenado combinados B65B). › Contenedores rígidos o semirrígidos fabricados mediante el plegado de hojas, matrices o bandas de una sola pieza.
- B31B120/30 B31B […] › B31B 120/00 Construcción de contenedores rígidos o semirrígidos. › plegables; plegables temporalmente durante la fabricación.
- B31B50/06 B31B […] › B31B 50/00 Fabricación de contenedores rígidos o semirrígidos, p. ej. cajones o cajas de cartón. › a partir de pilas.
- B31B50/07 B31B 50/00 […] › por presión de aire o succión.
- B31B50/80 B31B 50/00 […] › neumáticamente.
- B65B43/26 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › Abertura o hinchado de sacos; Abertura, enderezado de cajas, montaje de cajas, cartones o cintas de cartón.
- B65B57/04 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o detiene la alimentación de ese material de esos receptáculos o paquetes.
PDF original: ES-2668423_T3.pdf
Patentes similares o relacionadas:
 Procedimiento para la apertura automática de un medio de soporte, así como un dispositivo para la realización del procedimiento, del 24 de Junio de 2020, de FERAG AG: Procedimiento para la apertura automática de medios de soporte y la puesta a disposición de los medios de soporte en medios auxiliares de carga y de transporte […]
Procedimiento para la apertura automática de un medio de soporte, así como un dispositivo para la realización del procedimiento, del 24 de Junio de 2020, de FERAG AG: Procedimiento para la apertura automática de medios de soporte y la puesta a disposición de los medios de soporte en medios auxiliares de carga y de transporte […]
Procedimiento para el llenado de envases con productos que van cambiando en una máquina llenadora, del 4 de Diciembre de 2019, de SIG TECHNOLOGY AG: Procedimiento para el llenado de envases con productos que van cambiando en una máquina llenadora , en el que los envases se forman a partir de […]
Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, del 20 de Noviembre de 2019, de Standard Knapp Inc: Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, comprendiendo el procedimiento: […]
Dispositivo para el conformado del frunce de una bolsa, del 13 de Noviembre de 2019, de GHD Georg Hartmann Maschinenbau GmbH: Dispositivo para el conformado del frunce de una bolsa para el envasado de artículos, en particular de productos de panadería, en cuyo cuerpo se […]
Dispositivo y procedimiento para llenar un envase abierto, del 23 de Octubre de 2019, de HAVER & BOECKER OHG: Equipo de compactación con una aguja de compactación para compactar material a granel en un saco abierto , en donde la aguja de compactación […]
Un aparato de recogida de contenedores en una configuración aplanada y de apertura de los contenedores, del 23 de Octubre de 2019, de MARCHESINI GROUP S.P.A.: Un aparato de recogida de contenedores (A) en una configuración aplanada y de apertura de contenedores (A), que comprende: - un […]
Sección de proceso de una máquina de embalaje, del 2 de Octubre de 2019, de Standard Knapp Inc: Sección de procesamiento de una máquina de embalaje que comprende: un transportador configurado para ser accionado por un primer elemento de accionamiento ; […]
Bolsa con boquilla adaptada para ser llenada de un producto con capacidad para fluir y procedimiento de producción de la misma, del 4 de Septiembre de 2019, de Scholle IPN IP B.V: En combinación, una bolsa con boquilla adaptada para ser llenada de un producto con capacidad para fluir por medio de una máquina de llenado, un tapón y un capuchón […]