Tratamiento térmico por inducción de una pieza de trabajo anular.
Un método de tratamiento térmico por inducción eléctrica de al menos una superficie circular de una pieza de trabajo (90) anular,
comprendiendo el método las etapas de:
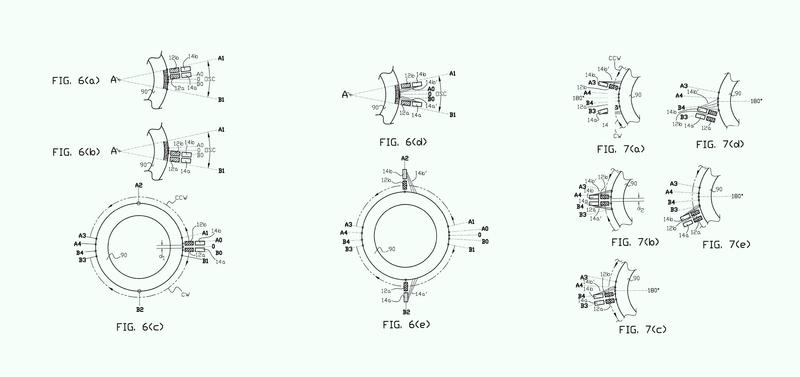
situar yuxtapuestos un primer inductor (12a) y un segundo inductor (12b) en una posición inicial adyacente a dicha al menos una superficie circular; la posición inicial situada dentro de una zona en arco (OSC), teniendo la zona en arco (OSC) un primer límite de arco (A1) y un segundo límite de arco (B1);
separar el primer y el segundo inductores en la zona en arco (OSC) mientras se suministra una potencia de tratamiento térmico en estado permanente, que tiene una magnitud de potencia en estado permanente y una frecuencia en estado permanente, a los inductores primero y segundo al desplazar el primer inductor en un primer sentido circunferencial adyacente a dicha al menos una superficie circular hasta una primera posición de tratamiento térmico en estado permanente extrema inductora, opuesta menos de 180 grados a la posición inicial, a un régimen de exploración en estado permanente, y al desplazar el segundo inductor en un segundo sentido circunferencial adyacente a dicha al menos una superficie circular hasta una segunda posición de tratamiento térmico en estado permanente extrema inductora al régimen de exploración en estado permanente, siendo el segundo sentido circunferencial opuesto al primer sentido circunferencial;
dirigir un primer rociado de líquido templante, desde un primer aparato de temple (14a), para incidir en una primera zona calentada por inductor de dicha al menos una superficie circular calentada por el primer inductor (12a), cuando el primer inductor se mueve en el primer sentido circunferencial hasta la primera posición de tratamiento térmico en estado permanente extrema inductora, después de que el primer inductor se separa del segundo inductor (12b) una distancia de interferencia del rociado, y dirigir un segundo rociado de líquido templante, desde un segundo aparato de temple (14b), para incidir en una segunda zona calentada por inductor de dicha al menos una superficie circular calentada por el segundo inductor (12b), cuando el segundo inductor se mueve en el segundo sentido circunferencial hasta la segunda posición de tratamiento térmico en estado permanente extrema inductora, después de que el segundo inductor se separa del primer inductor (12a) la distancia de interferencia del rociado;
eliminar la potencia de tratamiento térmico en estado permanente del primer inductor (12a) y terminar el primer rociado de líquido templante, después de que el primer inductor completa el tratamiento térmico en la primera posición de tratamiento térmico en estado permanente extrema inductora;
desplazar el segundo inductor (12b) en el segundo sentido circunferencial, después de que el segundo inductor completa el tratamiento térmico en la segunda posición de tratamiento térmico en estado permanente extrema inductora, hasta el final de una zona de exploración extrema extendida para tratar térmicamente la zona de exploración extrema extendida en un extremo del régimen de exploración de tratamiento térmico más rápido que el régimen de exploración en estado permanente y en un extremo de la magnitud de potencia de tratamiento térmico y un extremo de la frecuencia de tratamiento térmico; y
dirigir el segundo rociado de líquido templante para incidir en una zona de rociado extrema extendida al volver a situar alternativamente el segundo aparato de temple (14b), mientras el segundo inductor (12b) está al final de la zona de exploración extrema extendida, o al desplazar el segundo aparato de temple (14b) por la zona de rociado extrema extendida;
caracterizado por:
realizar un calentamiento oscilatorio dentro de la zona en arco (OSC) antes de separar los inductores primero y segundo en la zona en arco (OSC) al hacer oscilar repetidamente el primer (12a) y el segundo (12b) inductores entre el primer (A1) y el segundo (B1) límites de arco mientras se suministra una corriente alterna de zona oscilatoria a los inductores primero y segundo durante un período de tiempo de precaldeo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2011/032287.
Solicitante: INDUCTOHEAT, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 32251 North Avis Drive Madison Heights, MI 48071 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LOVELESS, DON L., RUDNEV,VALERY,I, DOYON,GARY A, BROWN,DOUGLAS R, ANDRÄ,FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D1/10 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › por inducción eléctrica.
- C21D1/42 C21D 1/00 […] › Calentamiento por inducción.
- C21D1/667 C21D 1/00 […] › para el temple por pulverización.
- C21D9/08 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para cuerpos tubulares o tuberías.
- C21D9/40 C21D 9/00 […] › para anillos; para cojinetes.
- C22C37/00 C […] › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones de hierro colado.
- C22C38/00 C22C […] › Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00).
- H05B6/02 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 6/00 Calefacción por campos eléctricos, magnéticos o electromagnéticos (terapia de radiación de microondas A61N 5/02). › Calefacción por inducción.
- H05B6/06 H05B 6/00 […] › Control, p. ej. de la temperatura, de la potencia.
- H05B6/10 H05B 6/00 […] › Aparatos de calefacción por inducción, distintos de los hornos, para aplicaciones específicas.
- H05B6/40 H05B 6/00 […] › Establecimiento de una distribución deseada del calor, p. ej. para calentar partes determinadas de las piezas a trabajar.
PDF original: ES-2640290_T3.pdf
Patentes similares o relacionadas:
Producción de ferroaleaciones, del 11 de Diciembre de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un procedimiento de producción de una ferroaleación, tal como acero, en un horno de arco eléctrico u otro horno metalúrgico adecuado que comprende […]
Miembros de tubería de hierro fundido dúctil, soterrados, resistentes a la corrosión, con un revestimiento externo mejorado y procedimiento para los mismos, del 3 de Julio de 2019, de Electrosteel Castings Limited an Indian Ltd. Co: Miembro de tubería de hierro fundido dúctil, soterrado, resistente a la corrosión, mejorado, con un revestimiento externo, comprendiendo […]
Procedimiento para producir acero con energía renovable, del 15 de Noviembre de 2018, de VOESTALPINE STAHL GMBH: Procedimiento para la producción de acero, en el que se reduce mineral de hierro con hidrógeno, y el producto intermedio de mineral de hierro reducido así obtenido […]
Hierro colado de aleación y método de fabricación de pistón oscilante usando el mismo, del 4 de Enero de 2017, de LG ELECTRONICS INC.: Un pistón oscilante de hierro colado de aleación para un compresor rotatorio que consiste en, en peso: 3,0 - 3,5 % de carbono (C); 2,2 - […]
Material de capa de superficie de rodillo para laminación en caliente con resistencia a la fatiga excelente producido mediante colada centrífuga, y rodillo de material compuesto para laminación en caliente producido a través de colada centrífuga, del 11 de Mayo de 2016, de JFE STEEL CORPORATION: Material de capa de superficie de rodillo producido mediante colada centrífuga para un laminador en caliente, teniendo el material de capa de superficie de rodillo […]
 Rodillo compuesto fundido centrífugamente y su método de producción, del 3 de Febrero de 2016, de HITACHI METALS, LTD.: Un rodillo compuesto fundido centrífugamente que comprende una capa exterior hecha de hierro fundido que tiene una composición química que comprende, en masa, 2.7 […]
Rodillo compuesto fundido centrífugamente y su método de producción, del 3 de Febrero de 2016, de HITACHI METALS, LTD.: Un rodillo compuesto fundido centrífugamente que comprende una capa exterior hecha de hierro fundido que tiene una composición química que comprende, en masa, 2.7 […]
 Material de capa exterior de rodillo y rodillo de material compuesto para laminación en caliente, del 6 de Enero de 2016, de JFE STEEL CORPORATION: Material de capa exterior de rodillo, que es un material de capa exterior de rodillo de hierro colado que va a usarse para la capa exterior […]
Material de capa exterior de rodillo y rodillo de material compuesto para laminación en caliente, del 6 de Enero de 2016, de JFE STEEL CORPORATION: Material de capa exterior de rodillo, que es un material de capa exterior de rodillo de hierro colado que va a usarse para la capa exterior […]
HIERRO COLADO PARA LA PRODUCCION DE PIEZAS COMPONENTES PARA DISPOSITIVOS DE FRENOS DE FRICCION Y PROCEDIMIENTO PARA LA PRODUCCION DEL HIERRO COLADO, del 9 de Junio de 2009, de EISENWERK ARNSTADT GMBH: Hierro colado para la producción de piezas componentes para dispositivos de frenos de fricción, cuyo hierro de base contiene menos que 10% en peso de fósforo, menos […]