Rodillo de baño de inmersión y procedimiento para la fabricación de un rodillo de baño de inmersión.
Rodillo de baño de inmersión para un baño de inmersión con metal líquido con un cuerpo de rodillo (2),
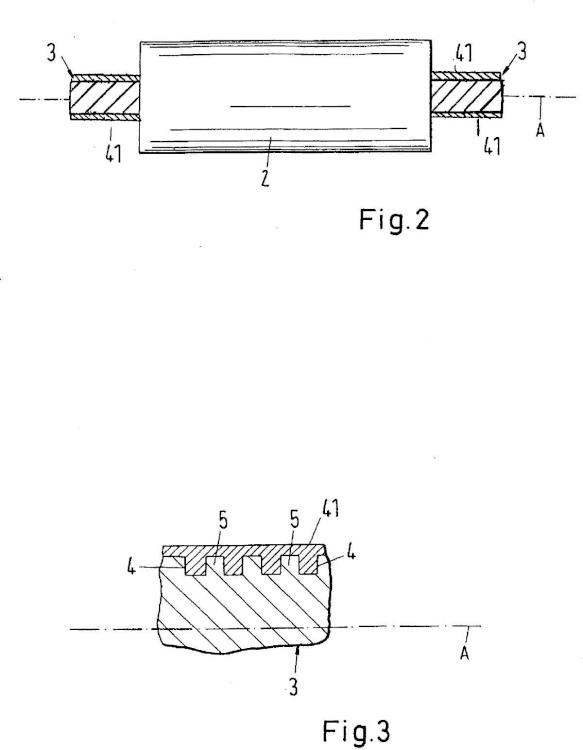
que se extiende a lo largo de un eje longitudinal (A), así como con un pivote de cojinete (3) esencialmente cilíndrico para la colaboración con casquillos de cojinete con objeto del alojamiento del rodillo de baño de inmersión (1, 1a, 1b), en el que cada pivote de cojinete (3) presenta una capa de protección (41), caracterizado porque la capa de protección es una capa a base de volframio o una capa a base de molibdeno, que contiene una urea y está generada por medio de un procedimiento láser.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12197465.
Solicitante: Oerlikon Metco Coatings GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Gottfried-Linke-Strasse 205 38239 Salzgitter ALEMANIA.
Inventor/es: JANSEN, FRANZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C23C2/00 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos.
- C23C26/00 C23C […] › Revestimientos no previstos por los grupos C23C 2/00 - C23C 24/00.
- C23C4/08 C23C […] › C23C 4/00 Revestimiento por pulverización del material de revestimiento en estado fundido, p. ej. por pulverización a la llama, con plasma o por descarga eléctrica (soldadura de recarga B23K, p. ej. B23K 5/18, B23K 9/04). › que contienen únicamente elementos metálicos (C23C 4/073 tiene prioridad).
- C23C4/18 C23C 4/00 […] › Tratamiento posterior.
PDF original: ES-2548404_T3.pdf
Fragmento de la descripción:
Rodillo de baño de inmersión y procedimiento para la fabricación de un rodillo de baño de inmersión La invención se refiere a un rodillo de baño de inmersión para un baño de inmersión con metal líquido así como a u procedimiento para la fabricación de un rodillo de baño de inmersión de acuerdo con el preámbulo de la reivindicación independiente de la categoría respectiva.
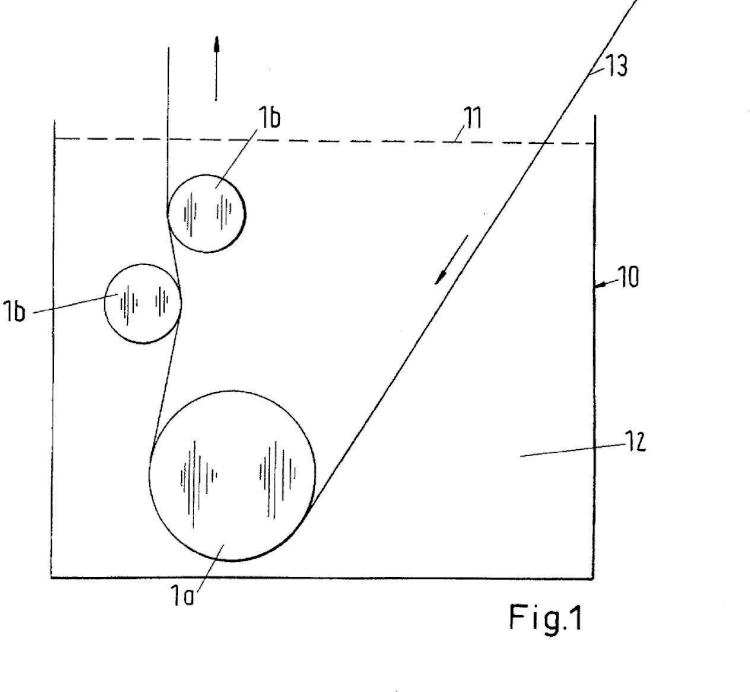
Para el recubrimiento metálico de materiales en forma de banda, por ejemplo chapas u otras piezas de trabajo en la industria del acero, se conoce desplazarlas a través de un baño de inmersión con metal líquido para conseguir de esta manera el recubrimiento. Ejemplos de ellos sobre el revestimiento de aluminio o el galvanizado de chapas, que se designan como aluminización al fuego o bien galvanizado al fuego. En este caso se desplaza la chapa a revestir (ver la figura 1) , que está presente en forma de una banda, a través de un recipiente, en el que esté contenido el material deseado - por lo tanto, por ejemplo, aluminio o cinc, en forma fundida. Para la conducción de la banda están previstos típicamente varios rodillos, que están sumergidos totalmente en el metal fundido. Se distingue normalmente entre los rodillos del fondo (rodillos del bote) , con los que se desvía la banda, y los rodillos de estabilización o bien rodillos de corrección (rodillos de soporte o rodillos correctores) , que estabilizan el desarrollo de la banda.
A continuación se agrupan tanto los rodillos estabilizadores y los rodillos de corrección como también los rodillos del fondo con el concepto de rodillos e baño de inmersión.
El alojamiento de los rodillos del baño de inmersión durante la aluminización al fuego o el galvanizado representa un gran problema en virtud de la agresividad del metal líquido. Durante la aluminización, especialmente el aluminio o la colada de aluminio y silicio atacan los cojinetes mecánicos de los rodillos de baño de inmersión.
Con frecuencia, los pivotes de cojinete, que pueden estar configurados como pivotes macizos o como núcleo con un casquillo dispuesto encima, están fabricados de estelitas. La contra parte de la marcha de los pivotes de cojinete están fabricadas normalmente también de estelitas o de cerámica.
En virtud del ataque tribo-corrosivo de la colada metálica líquida, es decir, la combinación del ataque corrosivo con la acción de fricción entre las contra partes de la marcha del alojamiento, los pivotes de cojinete están sometidos a un desgaste enormemente alto. En el caso de la aluminización continua de la banda, los pivotes de cojinete o bien los casquillos solamente tienen un tiempo de actividad de máximo 3 a 5 días. De acuerdo con ello, están presentes disoluciones metalúrgicas y degradaciones condicionadas por la fricción de los pivotes de cojinetes tan grandes que deben sustituirse los rodillos del baño de inmersión.
Se conoce a partir del documento EP-A-2 145 845 un rodillo de baño de inmersión con un cuerpo de rodillo, que se extiende a lo largo de un eje longitudinal así como con pivotes de cojinetes esencialmente cilíndricos para la colaboración con casquillos de cojinete con la finalidad del alojamiento del rodillo de baño de inmersión, en el que cada pivote de cojinete presenta al menos una ranura, que se extiende en la dirección circunferencial sobre toda la periferia del pivote de cojinete, y que está rellena por medio de una capa de protección generada a través de inyección térmica.
Aunque tales rodillos de baño de inmersión han dado muy buen resultado en la práctica, existe, sin embargo, la necesidad de mejorar todavía la resistencia a la corrosión y la resistencia al desgaste de tales rodillos de baño de inmersión.
Partiendo de este estado de la técnica, por lo tanto, el cometido de la invención es proponer un rodillo de baño de inmersión, con el que se pueden conseguir en baños de inmersión, especialmente baños de aluminio y baños de cinc, tiempos de actividad más elevados. Además, un cometido de la invención es proponer un procedimiento correspondiente para la fabricación de rodillos de baños de inmersión de este tipo.
Los objetos de la invención que solucionan este cometido se caracterizan por las reivindicaciones independientes de la categoría respectiva.
Por lo tanto, de acuerdo con la invención se propone un rodillo de baño de inmersión para un baño de inmersión con metal líquido con un cuerpo de rodillos, que se extiende a lo largo de un eje longitudinal, así como con un pivote de cojinete esencialmente cilíndrico para la colaboración con casquillos de cojinete con objeto del alojamiento del rodillo de baño de inmersión, en el que cada pivote de cojinete presenta una capa de protección, y en el que la capa de protección es una capa a base de volframio o una capa a base de molibdeno, que contiene una urea y está generada por medio de un procedimiento láser.
Por medio del procedimiento láser se puede generar con las sustancias de base volframio o molibdeno una estructura de fundición o al menos una estructura similar a fundición, en la que se pueden incorporar especialmente bien las ureas, de donde resulta una resistencia mejorada al desgaste y una resistencia más elevada a la corrosión
del pivote de cojinete.
Se ha mostrado que a través de esta capa de protección se puede conseguir una resistencia mejorada tanto contra el desgaste condicionado tribológicamente como también contra el ataque corrosivo del metal líquido, en particular del aluminio líquido o del cinc.
Una primera forma de realización preferida consiste en utilizar la dispersión láser como procedimiento láser. A tal fin, se introduce la urea por medio de la dispersión láser en la capa a base de volframio o la capa a base de molibdeno, que se inyecta con preferencia térmicamente sobre el pivote de cojinete.
En esta forma de realización se ha revelado que es ventajoso que la porción de la urea en la capa de protección sea al menos 30 por ciento en volumen y con preferencia de 60 a 85 por ciento en volumen.
En una segunda forma de realización preferida, la capa de protección está generada por medio de soldadura de aplicación por láser con la adición de urea. En la solución de aplicación por láser o bien en el revestimiento por láser se utiliza de manera conocida en sí como material de partida un polvo, que se funde a través de la energía láser y se deposita sobre la sustancia de base. El polvo es entonces con preferencia una mezcla del material de base, es decir, volframio o molibdeno y la urea. Durante la soldadura por láser se incorpora entonces la urea en la fase aglutinante metálica o fase de la matriz.
En la soldadura de aplicación por laser se ha revelado que es ventajoso que la porción de la urea en la capa de protección sea al menos 30 por ciento en volumen y con preferencia de 50 a 70 por ciento en volumen.
Puede ser ventajoso prever la capa de protección también sobre el cuerpo del rodillo, para protegerla contra ataque a través del metal líquido.
Con preferencia, la capa de protección cubre toda la superficie envolvente del pivote de cojinete, para que ésta esté protegida de una manera óptima Con respecto a las propiedades tribológicas y a un anclaje mejorado de la capa de protección, puede ser ventajoso que cada pivote de cojinete presente al menos una ranura, que se extiende en la dirección circunferencial sobre toda la periferia del pivote de cojinete, y que esté rellena con la capa de protección.
A través de la invención se propone, además, un procedimiento para la fabricación de un rodillo de baño de inmersión para un baño de inmersión con metal líquido con un cuerpo de rodillo, que se extiende a lo largo de un eje longitudinal, así como con pivotes de cojinete esencialmente cilíndricos para la colaboración con casquillos de cojinete con objeto del alojamiento del rodillo de baño de inmersión, en el que cada pivote de cojinete está provisto con una capa de protección, y en el que la capa de protección es una capa a base de volframio o una capa a base de molibdeno, que contiene una urea y es generada por medio de un procedimiento por láser.
En una primera forma de realización, se utiliza como procedimiento láser la dispersión por láser. En primer lugar, se inyecta la capa a base de volframio o capa a base de molibdeno térmicamente sobre el pivote de cojinete y a continuación se introduce la urea por medio de dispersión por láser en la capa a base de volframio o capa a base de molibdeno.
En este caso, se ha revelado que es ventajoso que la porción de la urea en la capa de protección sea al menos 30 por ciento en volumen y con preferencia de 60 a 85 por ciento... [Seguir leyendo]
Reivindicaciones:
1. Rodillo de baño de inmersión para un baño de inmersión con metal líquido con un cuerpo de rodillo (2) , que se extiende a lo largo de un eje longitudinal (A) , así como con un pivote de cojinete (3) esencialmente cilíndrico para la colaboración con casquillos de cojinete con objeto del alojamiento del rodillo de baño de inmersión (1, 1a, 1b) , en el que cada pivote de cojinete (3) presenta una capa de protección (41) , caracterizado porque la capa de protección es una capa a base de volframio o una capa a base de molibdeno, que contiene una urea y está generada por medio de un procedimiento láser.
2. Rodillo de baño de inmersión de acuerdo con la reivindicación 1, en el que la urea está introducida por medio de dispersión láser en la capa a base de volframio o capa a base de molibdeno, que está inyectada con preferencia térmicamente sobre el pivote e cojinete (3) .
3. Rodillo de baño de inmersión de acuerdo con la reivindicación 2, en el que la porción de la urea en la capa de protección (41) es al menos 30 por ciento en volumen y con preferencia de 60 a 85 por ciento en volumen.
4. Rodillo de baño de inmersión de acuerdo con la reivindicación 1, en el que la capa de protección (41) está generada por medio de soldadura de aplicación por láser con la adición de urea.
5. Rodillo de baño de inmersión de acuerdo con la reivindicación 4, en el que la porción de la urea en la capa de protección (41) es al menos 30 por ciento en volumen y con preferencia de 50 a 70 por ciento en volumen.
6. Rodillo de baño de inmersión de acuerdo con una de las reivindicaciones anteriores, en el que la capa de protección (41) está prevista también sobre el cuerpo del rodillo (2) .
7. Rodillo de baño de inmersión de acuerdo con una de las reivindicaciones anteriores, en el que la capa de protección (41) cubre toda la superficie envolvente del pivote de cojinete (3) .
8. Rodillo de baño de inmersión de acuerdo con una de las reivindicaciones anteriores, en el que cada pivote de cojinete (3) presenta al menos una ranura (4) , que se extiende en la dirección circunferencial sobre toda la periferia del pivote de cojinete (3) , y está rellena con la capa de protección (41) .
9. Procedimiento para la fabricación de un rodillo de baño de inmersión para un baño de inmersión con metal líquido con un cuerpo de rodillo (2) , que se extiende a lo largo de un eje longitudinal (A) , así como con pivotes de cojinete (3) esencialmente cilíndricos para la colaboración con casquillos de cojinete con objeto del alojamiento del rodillo de baño de inmersión (1, 1a, 1b) , en el que cada pivote de cojinete (3) está provisto con una capa de protección (41) , caracterizado porque la capa de protección (41) es una capa a base de volframio o una capa a base de molibdeno, que contiene una urea y es generada por medio de un procedimiento por láser.
10. Procedimiento de acuerdo con la reivindicación 9, en el que se inyecta en primer lugar la capa a base de volframio o capa a base de molibdeno térmicamente sobre el pivote de cojinete (3) y a continuación se introduce la urea por medio de dispersión por láser en la capa a base de volframio o capa a base de molibdeno.
11. Procedimiento de acuerdo con la reivindicación 10, en el que la porción de la urea en la capa de protección (41) es al menos 30 por ciento en volumen y con preferencia de 60 a 85 por ciento en volumen.
12. Procedimiento de acuerdo con la reivindicación 9, en el que la capa de protección (41) se genera por medio de soldadura de aplicación de láser con la adición de urea.
13. Procedimiento de acuerdo con la reivindicación 12, en el que la porción de urea en la capa de protección (41) es al menos 30 por ciento en volumen y con preferencia de 50 a 70 por ciento en volumen.
14. Procedimiento de acuerdo con una de las reivindicaciones 9 a 13, en el que la capa de protección (41) está prevista también sobre el cuerpo de rodillo (2) .
15. Procedimiento de acuerdo con una de las reivindicaciones 9 a 14, en el que para cada pivote de cojinete (3) se prevé al menos una ranura (4) , que se extiende en la dirección circunferencial sobre toda la periferia del pivote de cojinete (3) , en el que la ranura (4) es rellena con la capa de protección (41) .
Patentes similares o relacionadas:
Sustratos autolimpiables y métodos para su fabricación, del 15 de Julio de 2020, de Arconic Technologies LLC: Un método para proporcionar un producto autolimpiable, comprendiendo el método: (a) primero, producir un producto primero que tiene un brillo predeterminado, comprendiendo […]
Método de tratamiento de una superficie para proteger la misma, del 6 de Mayo de 2020, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un metodo para tratar un sustrato, que comprende: aplicar una capa de al menos un metal al sustrato de un componente sin ensamblar de una estructura […]
Un aparato, un método para establecer un patrón conductor en un sustrato aislante plano, el sustrato aislante plano y un conjunto de chips del mismo, del 25 de Diciembre de 2019, de STORA ENSO OYJ: Un aparato para proporcionar un patrón conductor sobre un sustrato aislante plano , por lo que el aparato comprende: - un primer módulo […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Lámina de acero para calentamiento por radiación, método de fabricación de la misma, y producto procesado de acero que tiene una porción con diferente resistencia y método de fabricación del mismo, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: superficie original de la lámina de acero, y una diferencia en la dureza Vickers entre la porción donde la reflectancia para la radiación radiante es reducida y la otra porción […]
Procedimiento de injerto orgánico localizado sin máscara sobre porciones conductoras o semiconductoras de superficies compuestas, del 17 de Julio de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de injerto localizado sin máscara de moléculas orgánicas susceptibles de ser activadas eléctricamente sobre una superficie […]
Sustratos autolimpiables y métodos para su fabricación, del 19 de Junio de 2019, de Arconic Inc: Un método para proporcionar un producto en forma de lámina de aluminio autolimpiable coloreado, comprendiendo el método: (a) primero, producir un producto en forma de lámina […]
Deposición de nanopartículas discretas sobre una superficie nanoestructurada de un implante, del 22 de Mayo de 2019, de Biomet 3i, LLC: Un método para formar un implante para ser implantado en un hueso vivo, el método que comprende los actos de: hacer áspera al menos una […]