Procedimiento de producción de una pantalla de protección acústica destinada a cubrir un motor de vehículo automóvil.
Procedimiento de producción de una pantalla de protección acústica (1) destinada a cubrir un motor de vehículo automóvil (2),
comprendiendo dicho procedimiento las siguientes operaciones:
- proporcionar una capa anversa de fieltro de vidrio (3) que incorpora una resina termoendurecible, teniendo dicha capa una característica de tensión-deformación relativa en compresión, que se mide de acuerdo con el protocolo descrito en la norma ISO 3386-1: 1986, inferior a 1 kPa, y en particular, inferior a 0,3 kPa,
- proporcionar una capa reversa de espuma de poliuretano (4) con una densidad comprendida entre 8 y 15 g/l y una característica de tensión-deformación relativa en compresión, que se mide de acuerdo con el protocolo descrito en la norma ISO 3386-1: 1986, entre 3 y 25 kPa,
- comprimir en caliente dichas capas apiladas una sobre la otra en un molde.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12186432.
Solicitante: CENTRE D'ETUDE ET DE RECHERCHE POUR L'AUTOMOBILE (CERA).
Nacionalidad solicitante: Francia.
Dirección: 2, RUE EMILE ARQUES 51100 REIMS FRANCIA.
Inventor/es: LECOMTE,ALICIA, WAXIN,LAURENT, LHERMITE,YANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60R13/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Medios de aislamiento, p. ej. para aislamiento del sonido.
- G10K11/168 FISICA. › G10 INSTRUMENTOS MUSICALES; ACUSTICA. › G10K DISPOSITIVOS GENERADORES DE SONIDOS (juguetes musicales o sonoros A63H 5/00 ); METODOS O DISPOSITIVOS PARA PROTEGER CONTRA, O PARA AMORTIGUAR, RUIDO U OTRAS ONDAS ACUSTICAS EN GENERAL; ACUSTICA NO PREVISTA EN OTRO LUGAR. › G10K 11/00 Métodos o dispositivos para transmitir, conducir o dirigir el sonido en general; Métodos o dispositivos de protección contra el ruido u otras ondas acústicas en general, o para amortiguarlas. › Varias capas de materiales diferentes, p. ej. sandwiches.
PDF original: ES-2537707_T3.pdf
Fragmento de la descripción:
Procedimiento de producción de una pantalla de protección acústica destinada a cubrir un motor de vehículo automóvil.
La invención se refiere a un procedimiento de realización de una pantalla de protección acústica destinada a cubrir un motor de vehículo automóvil y una pantalla obtenida por tal procedimiento.
Se conoce un procedimiento de producción de una pantalla de protección acústica destinada a cubrir un motor de 10 vehículo automóvil, comprendiendo dicho procedimiento las siguientes operaciones:
- proporcionar dos capas de fieltro de vidrio que incorpora una resina termoendurecible, -apilarlas la una sobre la otra interponiendo entre las dos una película estanca termoplástica, -comprimir en caliente dichas capas en un molde realizando una extracción al vacío.
En particular, las capas de fieltro se cubren de capas de protección y/o decorativas, particularmente no tejidas, lo que permite obtener una pantalla que tiene la textura superficial esperada.
La presencia de la película permite, bajo la acción de la extracción al vacío, respetar de la mejor manera la 20 geometría prevista para la pantalla, recubriendo una de las capas de fieltro por la película contra la pared correspondiente del molde.
Los documentos US 2004/0091615 A1, US 2007/2870001 A1, US 7954596 B2 y DE 3534690 A1 representan el estado actual de la técnica.
Sin embargo, en el caso de geometrías complejas, la pantalla obtenida puede tener una definición geométrica insuficiente, teniendo, por ejemplo, una atenuación de las líneas de estilo.
Adicionalmente, las pantallas producidas de este modo tienen una densidad superficial importante, lo que se debe a 30 la densidad intrínseca del fieltro y también debido a la presencia de la película.
Una pantalla de este tipo puede tener particularmente una densidad superficial comprendida entre 1, 2 y 1, 5 kg/m2.
Por último, la presencia de la película implica una complejidad de la realización y costes adicionales asociados, tanto 35 por el simple hecho de su presencia como los dispositivos de extracción al vacío a proporcionar en los moldes de fabricación.
La invención tiene el objetivo de superar estos inconvenientes.
A este efecto, y de acuerdo con un primer aspecto, la invención propone un procedimiento de producción de una pantalla de protección acústica destinada a cubrir un motor de vehículo automóvil, comprendiendo dicho procedimiento las siguientes operaciones:
- proporcionar una capa anversa de fieltro de vidrio que incorpora una resina termoendurecible, teniendo 45 dicha capa una característica de tensión-deformación relativa en compresión, medida de acuerdo con el método descrito en la norma ISO 3386-1: 1986, inferior a 1 kPa, -proporcionar una capa reversa de espuma de poliuretano con una densidad comprendida entre 8 y 15 g/l y una característica de tensión-deformación relativa en compresión, medida de acuerdo con el método descrito en la norma ISO 3386-1: 1986, entre 3 y 25 kPa, 50 -comprimir en caliente dichas capas apiladas una sobre la otra en un molde.
El hecho de que la capa espuma una vez moldeada conserve su geometría está relacionado con una destrucción parcial del material durante su deformación.
La característica de tensión-deformación relativa en compresión es una medida de la capacidad de compresión de los materiales compresibles.
Se define según el protocolo descrito en la norma ISO 3386-1: 1986 "Materiales poliméricos celulares flexibles", que prevé medir la presión que se va a aplicar para obtener un hundimiento del 40% del espesor inicial de una muestra.
La capa de espuma, que tiene una característica de tensión-deformación superior a la de la capa de fieltro, permite comprimir el fieltro forzándolo a adherirse estrechamente a la geometría del molde que le hace frente.
Con respecto a la capa de espuma, se observa, por sus características de deformación, que se conforma para adherirla también estrechamente a la geometría del molde que le hace frente.
Se obtiene de este modo una pantalla cuya geometría refleja con precisión la del molde, rellenando mejor el molde los materiales constitutivos de las capas de espuma y de fieltro. 10 La disposición prevista permite adicionalmente prescindir de una película termoplástica.
Por otra parte, el peso de la pantalla se reduce, siendo su densidad superficial típicamente inferior a 1 kg/m2.
Finalmente, se observa una mejora del rendimiento acústico de la pantalla, en la medida en que su volumen se maximiza debido al llenado optimizado del molde.
De acuerdo con un segundo aspecto, la invención propone una pantalla producida por tal procedimiento.
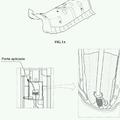
Otras particularidades y ventajas de la invención serán evidentes a partir de la siguiente descripción, hecha en referencia a la figura adjunta que es una representación esquemática en corte transversal de una pantalla de acuerdo con una realización dispuesta en el entorno del vehículo.
En referencia a la figura, se describe un procedimiento de producción de una pantalla de protección acústica 1 25 destinada a cubrir un motor de vehículo automóvil 2, comprendiendo dicho procedimiento las siguientes operaciones:
- proporcionar una capa anversa 3 de fieltro de vidrio que incorpora una resina termoendurecible particularmente fenólica -, teniendo dicha capa una característica de tensión-deformación relativa en compresión, que se mide de acuerdo con el protocolo descrito en la norma ISO 3386-1: 1986, inferior a 1 kPa, y en particular, inferior a 0, 3 kPa, -proporcionar una capa reversa 4 de espuma de poliuretano con una densidad comprendida entre 8 y 15 g/l y una característica de tensión-deformación relativa en compresión, que se mide de acuerdo con el protocolo descrito en la norma ISO 3386-1: 1986, entre 3 y 25 kPa, -comprimir en caliente dichas capas apiladas una sobre la otra en un molde.
La capa de fieltro 3 tiene particularmente una densidad superficial comprendida entre 400 y 800 g/m2.
Su característica de tensión-deformación tiene particularmente un valor de 0, 2 ± 0, 1 kPa.
De acuerdo con una realización, la capa de espuma 4 tiene una resistencia al paso del aire inferior a 5000 N.s.m-3 , y en particular, comprendida entre 3000 y 4000 N.s.m-3, teniendo de esta manera una porosidad que le confiere propiedades de absorción acústica.
De acuerdo con la realización mostrada, el procedimiento prevé adicionalmente disponer una capa de revestimiento anversa porosa 5 -particularmente tejida o no tejida, de densidad superficial comprendida, por ejemplo, entre 50 y 200 g/m2 -dotada de un adhesivo termoendurecible sobre la capa de fieltro 3 antes de la compresión por calor.
La capa de revestimiento anversa 5 tiene particularmente una resistencia al paso del aire inferior a 500 N.s.m-3 , para 50 conservar la porosidad de la pantalla 1.
De acuerdo con la realización mostrada, el procedimiento prevé adicionalmente disponer una capa de revestimiento reversa porosa 6 -particularmente no tejida, de densidad superficial comprendida, por ejemplo, entre 50 y 200 g/m2 dotada de un adhesivo termoendurecible sobre la capa de espuma 4 antes de la compresión por calor.
La capa de revestimiento reversa tiene particularmente una resistencia al paso del aire inferior a 500 N.s.m-3, de manera que se conserve la porosidad de la pantalla 1.
El interés de tal capa de revestimiento reversa 6 es particularmente permitir una protección del motor 2 o los 3
elementos periféricos, tales como tubos o cables, con respecto al poder abrasivo del la capa de espuma 4 que puede contener partículas de grafito abrasivas.
Con la disposición propuesta, la pantalla 1, incluso dotada de las capas de revestimiento 5, 6, sigue siendo porosa, 5 lo que permite realizar una protección acústica por absorción.
De acuerdo con una realización, la capa de espuma 4 tiene antes de la compresión un espesor comprendido entre 5 mm y 30mm.
Ahora se describe una pantalla de ocultación 1 diseñada para colocarse contra un motor de vehículo automóvil 2, estando dicha pantalla fabricada por el procedimiento que se ha descrito anteriormente, comprendiendo dicha pantalla:
- una capa de fieltro de vidrio 3, 15 -una capa de espuma de poliuretano comprimible 4.
La pantalla puede comprender adicionalmente al menos una capa de revestimiento anversa 5 o reversa 6.
De acuerdo con la realización mostrada, la pantalla 1 tiene un espesor variable, teniendo cada una de las capas 3, 4
después de la compresión áreas más o menos comprimidas, permitiendo particularmente las áreas más... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de producción de una pantalla de protección acústica (1) destinada a cubrir un motor de vehículo automóvil (2) , comprendiendo dicho procedimiento las siguientes operaciones:
- proporcionar una capa anversa de fieltro de vidrio (3) que incorpora una resina termoendurecible, teniendo dicha capa una característica de tensión-deformación relativa en compresión, que se mide de acuerdo con el protocolo descrito en la norma ISO 3386-1: 1986, inferior a 1 kPa, y en particular, inferior a 0, 3 kPa, -proporcionar una capa reversa de espuma de poliuretano (4) con una densidad comprendida entre 8 y 15 g/l y una característica de tensión-deformación relativa en compresión, que se mide de acuerdo con el protocolo descrito en la norma ISO 3386-1: 1986, entre 3 y 25 kPa, -comprimir en caliente dichas capas apiladas una sobre la otra en un molde.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que la capa de espuma (4) tiene 15 una resistencia al paso del aire inferior a 5000 N.s.m-3 .
3. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado por que prevé adicionalmente disponer una capa de revestimiento anversa porosa (5) dotada de un adhesivo termoendurecible sobre la capa de fieltro (3) antes de la compresión por calor.
4. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado por que prevé adicionalmente disponer una capa de revestimiento reversa porosa (6) dotada de un adhesivo termoendurecible sobre la capa de espuma (4) antes de la compresión por calor.
Patentes similares o relacionadas:
Material compuesto textil de absorción de sonido, del 22 de Abril de 2020, de CARL FREUDENBERG KG: Material compuesto textil de absorción de sonido con una resistencia a la corriente de desde 250 Ns/m3 hasta 5000 Ns/m3, que comprende […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Chapa de techo de vehículos con elemento amortiguador de vibraciones, del 27 de Noviembre de 2019, de GRUPO ANTOLIN-INGENIERIA, S.A.: Chapa de techo de vehículos con elemento amortiguador de vibraciones en donde la chapa de techo está configurada para ser unida a través de […]
Material compuesto textil absorbente acústico, del 13 de Noviembre de 2019, de CARL FREUDENBERG KG: Material compuesto textil absorbente acústico, que comprende a) al menos una capa soporte de poros abiertos que comprende fibras discontinuas gruesas con […]
Clip de fijación, del 6 de Noviembre de 2019, de LISI AUTOMOTIVE Mecano GmbH: Clip de fijación para la inmovilización de un elemento plano , que presenta una escotadura , en un elemento constructivo , que presenta una perforación […]
Barrera acústica, del 18 de Septiembre de 2019, de AUDI AG: Un preproducto para una barrera acústica para un elemento de cuerpo de un vehículo a motor que comprende a. un cuerpo rígido que presenta una pared […]
SISTEMA DE FIJACIÓN PARA PANTALLAS TÉRMICAS DE VEHÍCULOS Y PANTALLA TÉRMICA ASOCIADA AL MISMO, del 28 de Agosto de 2019, de ESTAMP, S.A.U: 1. Sistema de fijación para pantallas térmicas de vehículos, que comprende: - un elemento separador que presenta un orificio de paso ; y - un […]
 Material de absorción y aislamiento acústicos y procedimiento para fabricar el mismo, del 31 de Julio de 2019, de HYUNDAI MOTOR COMPANY: Un material de absorción y aislamiento acústicos que comprende:
una tela no tejida que comprende 30-100 % en peso de una fibra resistente al calor que tiene una finura […]
Material de absorción y aislamiento acústicos y procedimiento para fabricar el mismo, del 31 de Julio de 2019, de HYUNDAI MOTOR COMPANY: Un material de absorción y aislamiento acústicos que comprende:
una tela no tejida que comprende 30-100 % en peso de una fibra resistente al calor que tiene una finura […]