Método para galvanizar un material plano metálico.
Método para la fabricación de un material plano metálico, galvanizado y provisto de orificios,
que presenta las siguientes etapas del método:
a) Perforación de los orificios (2.1, 2.2, 2.3) en el material plano;
b) a continuación, galvanizado del material plano en un método de régimen continuo; y
c) Corte a medida del material plano con la longitud deseada;
en donde en el material plano se laminan dentados, después del galvanizado del material plano.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04102174.
Solicitante: HILTI AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Liechtensein.
Dirección: FELDKIRCHERSTRASSE 100, POSTFACH 333 9494 SCHAAN LIECHTENSTEIN.
Inventor/es: STEINGRUBER,ADRIAN, SCHUBERT,GERNOT, MARG,DIETER, BURTSCHER,NORBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- C23C2/02 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Pretratamiento del material a revestir, p. ej. para el revestimiento de partes determinadas de la superficie (C23C 2/30 tiene prioridad).
- C23C2/06 C23C 2/00 […] › Zinc o cadmio o sus aleaciones.
- C25D7/06 C […] › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 7/00 Deposiciones de metales por vía electrolítica caracterizadas por el objeto revestido. › Alambres; Cintas; Chapas.
PDF original: ES-2535507_T3.pdf
Fragmento de la descripción:
Método para galvanizar un material plano metálico Ã?rea técnica La presente invención hace referencia a un método para la fabricación de un material plano metálico, galvanizado y provisto de orificios. Además, la presente invención hace referencia a un perfil galvanizado.
Estado del arte El material plano metálico, así como también los perfiles metálicos, deben ser protegidos contra la corrosión. Además, el material plano metálico se provee, por ejemplo, de un recubrimiento de cinc, aluminio, níquel, cobre o pintura anticorrosiva. Además, se utilizan recubrimientos de material plástico, por ejemplo, con base de PVC, poliéster o acrilato como protección contra la corrosión.
En los métodos conocidos para la fabricación de un material plano metálico, galvanizado y provisto de orificios, el material plano es fabricado y galvanizado de manera electrolítica o galvanizado por inmersión en caliente, por el productor de acero. A continuación, los orificios se perforan en el material plano, y el material plano se corta a medida con la longitud deseada. En el caso que el material plano esté provisto adicionalmente, por ejemplo, de un dentado, por ejemplo, un moleteado, en la zona mencionada se daña la capa de cinc aplicada generalmente con un grosor de capa reducido. De esta manera, se obtienen una pluralidad de bordes y superficies en el material plano galvanizado, que ya no se encuentran protegidos por una capa de cinc suficiente. Los bordes y superficies sin protección, deben estar provistos nuevamente de una capa de protección, preferentemente con un proceso de galvanizado, generalmente mediante dispositivos costosos, para garantizar la aptitud para el uso del producto semiacabado y del producto acabado en etapas de trabajo adicionales. A partir de la patente DE 101 06 474 A1 se conoce, por ejemplo, un método, así como un dispositivo para la aplicación posterior de una capa anticorrosiva sobre un borde de un material plano metálico. Además, el material plano metálico galvanizado se puede perfilar con una forma de perfil sólo de manera condicionada, sin que se perjudique el recubrimiento de cinc aplicado. Antes del perfilado del material plano metálico, el material mencionado se divide con el ancho deseado, con lo cual se generan bordes adicionales sin protección en el producto semiacabado. Para prevenir la sensibilidad a la corrosión de los perfiles fabricados a partir del material plano metálico, para su fabricación se utiliza una chapa en caliente sin galvanizar. Todos los procesos de mecanizado y conformación se realizan en la chapa sin galvanizar, y el perfil sin galvanizar se galvaniza como una pieza suelta, por ejemplo, por inmersión en caliente.
En el presente método resulta desventajoso que la manipulación de los perfiles durante el proceso de galvanizado, requiera de mucho trabajo y resulte costoso, dado que los perfiles mencionados, generalmente deben estar provistos con la capa anticorrosiva mediante el proceso de galvanizado vertical. Otra desventaja consiste en el transporte costoso de los perfiles perfilados hacia un taller de galvanización especializado, en donde en el caso de perfiles prolongados, el transporte se realiza, por ejemplo, con vehículos especiales.
La patente US 3, 696, 503 A hace referencia a un método para el galvanizado de bandas de acero, en el cual una banda continua ingresa en un baño de cinc fundido. Además, se puede prever la conformación de la banda antes del ingreso en el baño. En particular, se puede prever la perforación de orificios en la banda, antes del ingreso en el baño.
La patente US 5, 059, 455 A describe un método en el que se galvaniza un material plano de acero perforado.
A partir de la patente US 5, 927, 041 A se conoce una barra de fijación que se fabrica a partir de un material de acero galvanizado. La patente CH 634120 describe un paranieves para tejado, fabricado a partir de una banda de acero galvanizada con el método Sendzimir. La patente US 4, 876, 837 A revela un producto de metal, en cuya fabricación en primer lugar se galvaniza un material plano, y a continuación se moldea. La patente FR 2, 650, 726 describe una estaca para cercado, en cuya fabricación en primer lugar se conforma un material plano, y a continuación se galvaniza.
Presentación de la presente invención El objeto de la presente invención consiste en crear un método con el cual se pueda realizar un galvanizado económico de un material plano metálico, provisto de orificios, en donde se reduce a un mínimo la cantidad de bordes sin protección, que se generan durante el proceso de mecanizado, y se reduce su tratamiento posterior.
El objeto mencionado se resuelve mediante las características de las reivindicaciones independientes. Otros perfeccionamientos ventajosos se revelan en las reivindicaciones relacionadas.
De acuerdo con la presente invención, un método para la fabricación de un material plano metálico, galvanizado y provisto de orificios, presenta las siguientes etapas del método:
a) Perforación de los orificios en el material plano;
b) A continuación, galvanizado del material plano en un método de régimen continuo; y c) Corte a medida del material plano con la longitud deseada;
en donde en el material plano se laminan dentados, después del galvanizado del material plano.
Como material en bruto se utiliza, por ejemplo, un material plano metálico sin recubrimiento, por ejemplo, una chapa en caliente o una chapa en frío de acero, que se suministra sobre un bobinador para el procesamiento posterior. En una primera etapa de mecanizado, en la chapa sin recubrimiento, se perforan los orificios deseados, por ejemplo, orificios longitudinales.
Generalmente, el fabricante que realiza los orificios y el que realiza el galvanizado, no es el mismo, por lo que el material plano perforado debe ser enrollado nuevamente. Una ventaja esencial del bobinador como empaquetado de transporte, consiste en la fácil manipulación del bobinador, por ejemplo, el trasbordo simple con un apilador de horquilla, una grúa de puente, etc., y la pluralidad de opciones de transporte para el bobinador, por ejemplo, con un vehículo de carga, un tren o un barco. En el caso que el encargado del mecanizado, disponga de una instalación de galvanizado propia y apropiada, el material plano perforado puede ser suministrado directamente por la máquina perforadora para el proceso de galvanizado, sin la necesidad de enrollar nuevamente el material plano sobre un bobinador.
En el taller de galvanización, la chapa perforada se desenrolla del bobinador, y la galvanización se realiza con el método de régimen continuo. Mediante un dispositivo de rodillos se puede sumergir la chapa perforada repetidas veces en un baño continuo, de manera que el grosor de capa de cinc aplicado se pueda adaptar a la posterior utilización del material plano metálico. En la presente etapa del método, el material plano metálico completo, inclusive los bordes laterales que se generan durante la perforación de los orificios, se proveen de la capa de cinc que se utiliza para proteger contra la corrosión. A continuación, se corta a medida el material plano metálico galvanizado, con la longitud deseada. Cuando resulta necesario, los bordes cortados sin protección que se generan durante el corte a medida, en el material plano metálico, se proveen de una capa anticorrosiva.
En comparación con los métodos conocidos, en el caso del método conforme a la presente invención, se mejora considerablemente la protección contra la corrosión del material plano mecanizado, dado que en el método conforme a la presente invención se reduce a un mínimo la cantidad de transiciones de capas de protección fabricadas de diferentes maneras. Cada transición de las capas de cinc representa un punto de peligro para la corrosión, dado que las zonas de transición mencionadas, frecuentemente se conforman de una manera que no es completamente hermética. Por otra parte, en el método conforme a la presente invención, se simplifica la manipulación del material a mecanizar, en relación con los métodos de hasta el momento. Además, con dispositivos simples se pueden crear diferentes grosores de capa, por ejemplo, en relación con el galvanizado vertical, que garantizan además una velocidad elevada de pasada con una calidad elevada de galvanización realizada.
Preferentemente, el método de régimen continuo es un método Sendzimir. En el presente método, el material plano metálico circula de manera continua por un horno con una atmósfera levemente oxidante, en el cual se separa la grasa que se encuentra sobre el material plano, se recoce el material plano y se oxida levemente. A continuación, el material plano ingresa en un horno con una... [Seguir leyendo]
Reivindicaciones:
1. Método para la fabricación de un material plano metálico, galvanizado y provisto de orificios, que presenta las siguientes etapas del método: a) Perforación de los orificios (2.1, 2.2, 2.3) en el material plano; 5 b) a continuación, galvanizado del material plano en un método de régimen continuo; y c) Corte a medida del material plano con la longitud deseada; en donde en el material plano se laminan dentados, después del galvanizado del material plano.
2. Método de acuerdo con la reivindicación 1, caracterizado porque el método de régimen continuo es un método Sendzimir.
3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado porque la capa de cinc aplicada durante el galvanizado, presenta un grosor de 50 μm a 100 μm, preferentemente un grosor de 70 μma 80 μm.
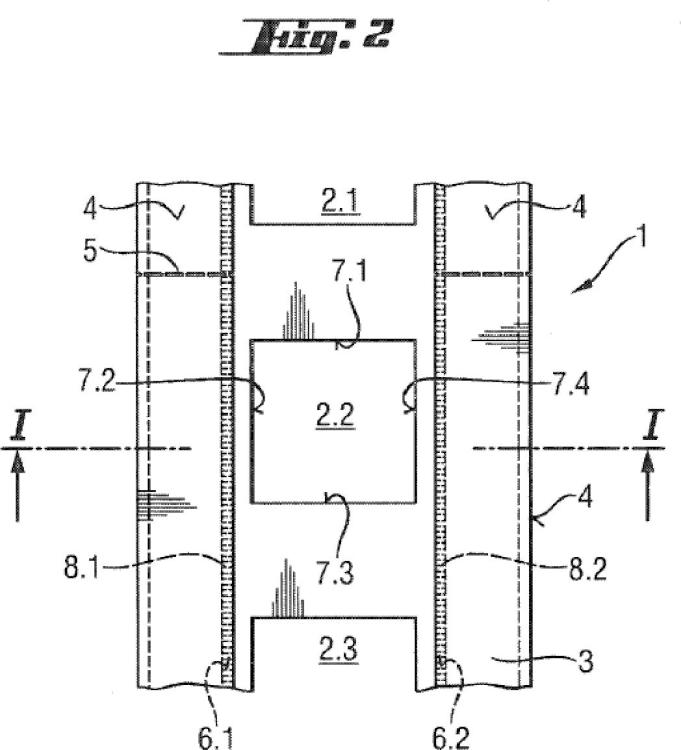
4. Método de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque antes de la perforación de los orificios (2.1, 2.2, 2.3) , el material plano se divide en bandas (3) .
5. Método de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque después de la perforación de los
orificios (2.1, 2.2, 2.3) , y antes del enrollamiento del material plano, se estampan adicionalmente marcas (5) en el material plano.
6. Método de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque antes de la perforación de los orificios (2.1, 2.2, 2.3) , se estampan adicionalmente marcas (5) en el material plano.
7. Método de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque después del galvanizado del
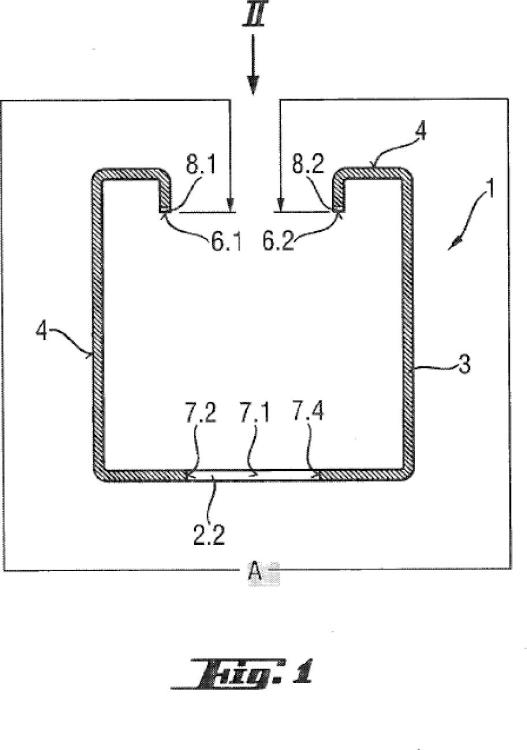
material plano, y opcionalmente antes del corte a medida del material plano, el material plano se perfila con una forma de perfil (1) .
8. Método de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque los dentados se laminan antes del corte a medida del material plano y/o porque los dentados se conforman como moleteados (8.1, 8.2) .
9. Método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque los dentados, 25 particularmente los moleteados (8.1, 8.2) , se laminan en los bordes libres (6.1, 6.2) del material plano.
10. Perfil galvanizado, caracterizado porque el perfil (1) se fabrica de acuerdo con un método según una de las reivindicaciones 7 a 9.
11. Perfil galvanizado de acuerdo con la reivindicación 10, caracterizado porque el perfil presenta sobre las superficies y en los bordes perforados, una capa de cinc uniforme y continua. 6
Patentes similares o relacionadas:
Procedimiento y agente fundente para el galvanizado en caliente, del 29 de Julio de 2020, de Fontaine Holdings NV: Procedimiento para el galvanizado en caliente (galvanizado por inmersión en fusión) de un elemento de hierro o acero, Comprendiendo el procedimiento […]
Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura y línea de tratamiento para su implementación, del 3 de Junio de 2020, de Arcelormittal: Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura que contiene al menos un elemento fácilmente oxidado, que comprende […]
Procedimiento de producción de una lámina de acero TWIP que tiene una microestructura austenítica, del 13 de Mayo de 2020, de Arcelormittal: Procedimiento de producción de una lámina de acero TWIP laminada en frío, recuperada y recubierta que comprende las siguientes etapas sucesivas: A. alimentación de […]
Procedimiento de tratamiento de una chapa para reducir su ennegrecimiento o su deslustre durante su almacenamiento y la chapa tratada mediante dicho procedimiento, del 6 de Mayo de 2020, de Arcelormittal: Procedimiento de tratamiento de una tira metálica en desplazamiento que comprende las etapas según las cuales: - se suministra una tira de acero , revestida […]
 Chapa de acero de alta resistencia que tiene excelente procesabilidad y templabilidad de horneado de pintura, y método para producir la de chapa de acero de alta resistencia, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero de alta resistencia que tiene una resistencia a la tracción de 390 MPa a 500 MPa que consiste,
en % en masa:
C: 0.01% a 0.10%;
Si: 0.01% […]
Chapa de acero de alta resistencia que tiene excelente procesabilidad y templabilidad de horneado de pintura, y método para producir la de chapa de acero de alta resistencia, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero de alta resistencia que tiene una resistencia a la tracción de 390 MPa a 500 MPa que consiste,
en % en masa:
C: 0.01% a 0.10%;
Si: 0.01% […]
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Instalación de galvanización en caliente y procedimiento de galvanización en caliente, del 4 de Marzo de 2020, de Fontaine Holdings NV: Instalación para la galvanización en caliente de componentes para la galvanización en caliente en grandes series de una pluralidad de componentes […]
Lámina de acero recubierta por inmersión en caliente con un sistema a base de Zn-Al-Mg que tiene una excelente trabajabilidad y método para fabricar la misma, del 19 de Febrero de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero de alta resistencia recubierta por inmersión en caliente con un sistema a base de Zn-Al- Mg y con una resistencia a la tracción de 400 MPa o mayor y excelente […]