Método para fabricar un segmento de corona de álabes de TiAl para una turbina de gas, así como un correspondiente segmento de corona de álabes.
Método para la fabricación de un segmento de corona de álabes para una turbina de gas,
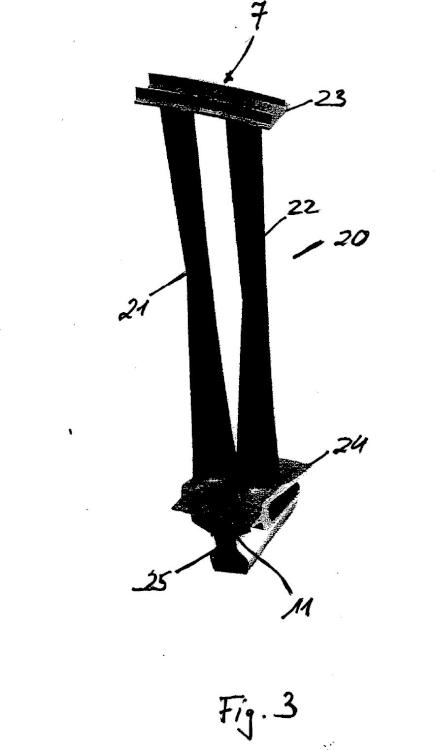
especialmente, para un motor de aviación, con al menos dos hojas de álabes (21, 22) contiguas, que presentan una única raíz de álabe (25) común, y el método comprende los siguientes pasos:
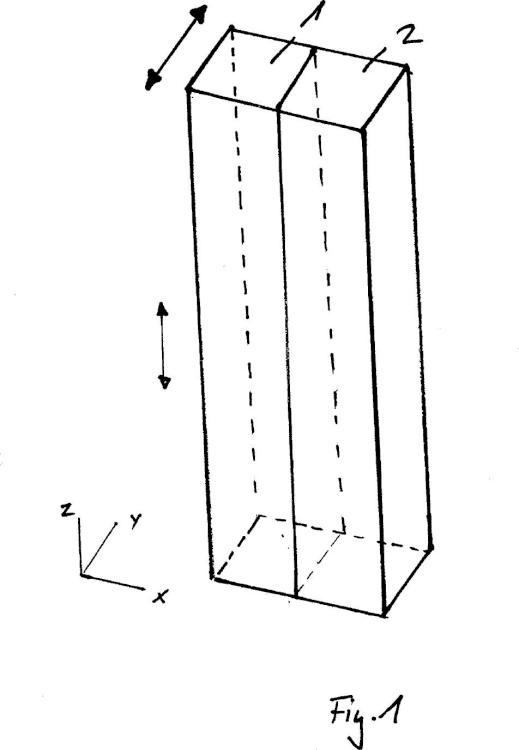
- forja de al menos dos piezas en bruto (1,2;3,4),
- acoplado de las piezas en bruto a un segmento de corona de álabes mediante un método para una unión por adherencia de materiales y,
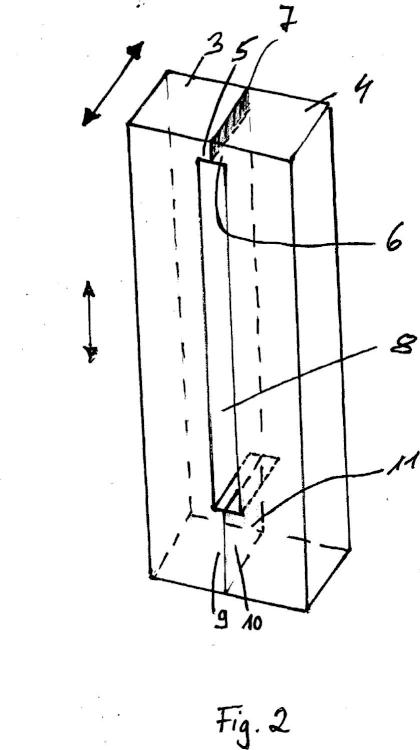
- operación de acabado del compuesto de la pieza en bruto mediante un método de erosión del material que se caracteriza por que al menos dos piezas en bruto (1,2;3,4) de un material de TiAl se forjan, y que en el acoplado de las piezas en bruto surge una zona de acoplado (11), que se extiende a través del centro o de una zona central de la raíz de álabe (25) común.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12179785.
Solicitante: MTU AERO ENGINES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: DACHAUER STRASSE 665 80995 MÜNCHEN ALEMANIA.
Inventor/es: RICHTER, KARL-HERMANN, DR..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- C22F1/18 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22F MODIFICACION DE LA ESTRUCTURA FISICA DE METALES O ALEACIONES NO FERROSOS (procesos específicos para el tratamiento térmico de aleaciones ferrosas o aceros y dispositivos para el tratamiento térmico de metales o aleaciones C21D). › C22F 1/00 Modificación de la estructura física de metales o aleaciones no ferrosos por tratamiento térmico o por trabajo en caliente o en frío. › Metales de elevado punto de fusión o refractarios o aleaciones basadas en ellos.
- F01D5/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01D MAQUINAS O MOTORES DE DESPLAZAMIENTO NO POSITIVO, p. ej., TURBINAS DE VAPOR (motores de combustión F02; máquinas o motores de líquidos F03, F04; bombas de desplazamiento no positivo F04D). › F01D 5/00 Alabes; Organos de soporte de álabes (alojamiento de los inyectores F01D 9/02 ); Calentamiento, aislamiento térmico, refrigeración, o dispositivos antivibración en los álabes o en los órganos soporte. › para máquinas o motores de flujo radial.
- F01D5/14 F01D 5/00 […] › Forma o construcción (empleo de materiales específicos, medidas contra la erosión o corrosión F01D 5/28).
PDF original: ES-2532582_T3.pdf
Fragmento de la descripción:
Método para fabricar un segmento de corona de álabes de TiAl para una turbina de gas, así como un correspondiente segmento de corona de álabes
Ã?mbito de la invención
(0001) La invención presente hace referencia a un método para fabricar una corona de álabes para una turbina de gas, especialmente para un motor de aviación, así como un correspondiente segmento de corona de álabes.
Estado de la técnica
(0002) Del documento US 2010/150725 A1 es conocido un método según el concepto general de la reivindicación 1ª.
(0003) Se conoce del documento DE 10 2009 013 819 A1 un método para fabricar una corona de álabes fijos, en el que las piezas en bruto de álabe se fabrican, por ejemplo, con la técnica de forja, para a continuación soldarse con un segmento de álabe fijo. De este modo, se consigue un método económico para la fabricación de una corona de álabes fijos y deben evitarse desplazamientos de los álabes contiguos entre sí, para lograr una optimización de la mecánica de las corrientes.
(0004) El documento DE 10 2009 013 819 A1 no describe, sin embargo, que con el método presentado pueden ser fabricados también álabes de rodete, o bien, segmentos de corona de álabes de rodete, que mediante un movimiento de rotación están expuestos a fuertes fuerzas centrífugas.
(0005) Sin embargo, en componentes, que giran rápidamente, de una turbina de gas, y especialmente, de un motor de aviación, surge la necesidad de combinar un tipo de material adecuado con un requerido diseño de los componentes y un método de fabricación eficiente y adecuado. De este modo, es ventajoso, por ejemplo, para álabes de turbinas de baja presión que giran rápidamente, fabricar éstas de un material de TiAl, habida cuenta que los materiales de TiAl presentan un peso específico bajo, y al mismo tiempo, los datos de resistencia mecánicos requeridos, así como suficiente estabilidad frente a la atmósfera dominante en el ambiente de trabajo. En efecto, los álabes de TiAl que aquí se usan, tienen que ser fabricados con la técnica de forja, para ajustar mediante los procesos de forja adecuados una estructura del material que satisfaga los requisitos de resistencia. Al mismo tiempo, es sin embargo ventajoso, utilizar los segmentos de corona de álabes, por ejemplo, los así denominados gemelos de álabe, es decir, los segmentos de corona de álabes con dos hojas de álabe, que presentan una raíz de álabe común. Mediante esto es posible una optimización de la mecánica de la estructura, que posibilita una eficiente ligadura del álabe a un disco giratorio de una turbina de gas y que garantiza una óptima erosión de la carga.
(0006) Efectivamente, los procesos de forja necesarios para las propiedades de un álabe de TiAl para grandes componentes, como segmentos de corona de álabes, son difíciles de ejecutar, cuando es requerido un ajuste de estructura determinado. Correspondiente, es difícil hacer compatible una fabricación de técnica de forja de álabes de TiAl con una combinación de los álabes a segmentos de corona de álabes.
Revelación de la invención
Objetivo de la invención (0007) Es por ello, objetivo de la invención presente poner a disposición un segmento de corona de álabes de TiAl, especialmente para álabes de rodete de una turbina de gas y especialmente de un motor de aviación, en el que tanto las propiedades ventajosas del material de TiAl con bajo peso, como también el ajuste requerido de los datos de resistencia puedan ser combinados mediante procesos de forja adecuados con una fabricación económica. Un método correspondiente debe ser, en su conjunto, fácilmente ejecutable y proporcionar resultados fiables y constantes en forma de segmentos de corona de álabes altamente resistentes, especialmente, segmentos de 55 corona de álabes de rodete, con un bajo peso.
Solución técnica
(0008) Este objetivo se cumple mediante un método con las características de la reivindicación 1ª, así como un segmento de corona de álabe con las características de la reivindicación 8ª. Ejecuciones ventajosas son objeto de las reivindicaciones dependientes.
(0009) Según la invención, el método conocido del documento DE 10 2009 013 819 A1 para segmentos de corona de álabes fijos puede ser traspasado a segmentos de corona de álabes de rodete, habiéndose constatado 65 sorprendentemente, que el método se puede emplear para el material de TiAl difícil de elaborar, o bien, para materiales que se basan en el mismo, sin que la estructura requerida, que ha sido fabricada mediante los procesos de forja, sea influenciada de modo que no fuera ya adecuada para la aplicación en piezas de turbina altamente resistentes.
(0010) Particularmente, se ha constatado que con el método conforme a la invención puede fabricarse un segmento de corona de álabes para una turbina de gas, especialmente para un motor de aviación, y particularmente, un segmento de corona de álabes de rodete de un materia de TiAl, en el cual al menos dos hojas de álabes contiguas presentan una raíz de álabe única común.
(0011) El método comprende los pasos de método:
- Forja de al menos dos piezas en bruto de un materia de TiAl, -Acoplado de las piezas en bruto a una corona de álabes mediante un método para una unión por adherencia de materiales y, -Operación de acabado del compuesto de piezas en bruto mediante un método de erosión del material.
(0012) En el primer paso del método, mediante una adecuada remodelación ó forja, se ajusta la estructura requerida para las propiedades mecánicas del material TiAl, y esto se realiza al menos en una estructura básica, que después puede ser optimizada mediante un siguiente tratamiento de calentamiento. Al mismo tiempo, mediante la remodelación o forja de las piezas en bruto se da una forma que puede ser de formas básicas no adaptadas a la forma final en una zona amplia, o bien, de piezas en bruto cercanas al contorno final.
(0013) La operación de acabado de las estructuradas piezas en bruto, o bien, del segmento de corona de álabes para la conformación del contorno final del segmento de corona de álabes puede llevarse a cabo mediante erosión electroquímica, o mediante fresado, o mediante otro método adecuado para la conformación de la erosión del material.
(0014) La operación de acabado del segmento de corona de álabes puede limitarse a zonas relevantes a la mecánica de las corrientes del segmento de corona de álabes, o ejecutarse intensivamente, o concretamente en éstas. De este modo, pueden ser mejoradas las propiedades de la mecánica de corrientes del segmento de corona de álabes.
(0015) En el método para fabricar un segmento de corona de álabes pueden realizarse uno o varios tratamientos de calentamiento, entre el paso del acoplado y el de la operación de acabado, mediante un método de erosión del material o después del acabado del contorno final, para ajustar la estructura del material, de tal modo que se alcancen las propiedades deseadas, como por ejemplo, las propiedades de resistencia. Habida cuenta que los métodos de acoplado empleados son cuidadosos con la estructura, es decir, que presentan sólo una influencia mínima sobre la configuración de la estructura en la zona de acoplado y/ o una zona de acoplado limitada, pueden llevarse a cabo individuales o múltiples pasos de tratamiento de calentamiento, tanto antes del proceso de acoplado, como también después del proceso de acoplado para la fabricación del contorno final, o incluso después del acabado del contorno final. Es beneficioso, especialmente, cuando se pueden efectuar conjuntamente muchos pasos del método para piezas en bruto ya unidas, de forma que no es necesaria una manipulación separada de las piezas en bruto, lo cual hace que desciendan los costes del proceso.
(0016) El acoplado puede llevarse a cabo mediante soldadura con láser, soldadura por haz electrónico, soldadura por altas temperaturas o soldeo por fricción, particularmente, soldeo por fricción orbital o soldeo por fricción multiorbital, así como soldeo por fricción lineal. Estos métodos perjudican sólo en una menor medida el estado de la estructura ajustada de las piezas en bruto mediante un proceso de fabricación de técnica de forja, de manera que 45 son especialmente adecuados para el método presente.
(0017) En una soldadura con láser o por haz electrónico, las piezas en bruto son precalentadas mediante temperatura de transición dúctil-frágil del material de TiAl, para evitar la formación de fisuras.
(0018) La soldadura puede ejecutarse mediante un calentamiento sólo local de las piezas en bruto a ser acopladas en la zona de la superficie de acoplado, y particularmente,... [Seguir leyendo]
Reivindicaciones:
1ª. Método para la fabricación de un segmento de corona de álabes para una turbina de gas, especialmente, para un motor de aviación, con al menos dos hojas de álabes (21, 22) contiguas, que presentan una única raíz de álabe 5 (25) común, y el método comprende los siguientes pasos:
- forja de al menos dos piezas en bruto (1, 2;3, 4) , -acoplado de las piezas en bruto a un segmento de corona de álabes mediante un método para una unión por adherencia de materiales y.
10. operación de acabado del compuesto de la pieza en bruto mediante un método de erosión del material que se caracteriza por que al menos dos piezas en bruto (1, 2;3, 4) de un material de TiAl se forjan, y que en el acoplado de las piezas en bruto surge una zona de acoplado (11) , que se extiende a través del centro o de una zona central de la raíz de álabe (25) común.
2ª. Método según la reivindicación 1ª, que se caracteriza por que se efectúan uno o varios tratamientos de calentamiento entre el paso del acoplado y la operación de acabado, o después de la operación de acabado, mediante un método de erosión del material.
3ª. Método según la reivindicación 1ª o 2ª, que se caracteriza por que el acoplado se lleva a cabo mediante soldadura con láser, soldadura por haz electrónico, soldadura por altas temperaturas o soldeo por fricción, particularmente, soldeo por fricción lineal, soldeo por fricción orbital o soldeo por fricción multi-orbital.
4ª. Método según una de las reivindicaciones anteriores, que se caracteriza por que el material de TiAl se precalienta durante la soldadura con láser o la soldadura por haz electrónico mediante temperatura de transición dúctil-frágil del material de TiAl.
5ª. Método según la reivindicación 3ª, que se caracteriza por que la soldadura se realiza mediante un calentamiento local, especialmente, mediante calentamiento inductivo.
6ª. Método según la reivindicación 3ª ó 5ª, que se caracteriza por que para la soldadura se utiliza especialmente una soldadura a base de Ti ó Ni.
7ª. Método según una de las reivindicaciones anteriores, que se caracteriza por que las piezas en bruto son conformadas como paralelepípedo, como paralelepípedo con zonas de acoplado sobresalientes o como componentes cercanos al contorno final.
8ª. Segmento de corona de álabes para una turbina de gas, especialmente, para un motor de aviación, de un material de TiAl con al menos dos hojas de álabes contiguas, fabricadas según el método conforme a una de las reivindicaciones anteriores, en el cual al menos dos hojas de álabes contiguas presentan una raíz de álabe única común, y una zona de acoplado (11) se extiende a través del centro o de una zona central de la raíz de álabe (25) común.
Patentes similares o relacionadas:
Aleación de titanio, del 27 de Mayo de 2020, de ATI Properties LLC: Una aleación de titanio alfa-beta que comprende, en porcentajes en peso: hasta un 0,5 de oxígeno; de un 2,0 a un 7,0 de aluminio; una equivalencia de molibdeno […]
Procedimiento para fabricar componentes de TiAl forjados, del 9 de Octubre de 2019, de MTU Aero Engines AG: Procedimiento para fabricar un componente forjado de una aleación de TiAl, especialmente un álabe de turbina, en el que se habilita una pieza bruta de una aleación […]
Aleación de TiAl resistente a la fluencia, del 4 de Septiembre de 2019, de MTU Aero Engines AG: Procedimiento para fabricar un componente de una aleación de Ti-Al para aplicaciones a alta temperatura que comprende la siguiente composición química: como […]
ALEACIONES DE CIRCONIO CON RESISTENCIA A LA CORROSIÓN Y TEMPERATURA DE SERVICIO MEJORADAS PARA USAR EN EL REVESTIMIENTO DEL COMBUSTIBLE Y LAS PARTES ESTRUCTURALES DEL NÚCLEO DE UN REACTOR NUCLEAR, del 29 de Agosto de 2019, de COMISIÓN NACIONAL DE ENERGÍA ATÓMICA (CNEA): La presente invención se refiere a aleaciones de circonio (Zr) con pequeños porcentajes de niobio (Nb) y tantalio (Ta), con resistencia a la corrosión y temperatura […]
Aleaciones con memoria de forma de módulo elástico autoadaptable y ultra bajo, del 12 de Junio de 2019, de THE TEXAS A & M UNIVERSITY SYSTEM: Un procedimiento de fabricación de una aleación con memoria de forma que comprende: (a) fundir titanio (Ti) y niobio (Nb) para formar una aleación, en el que la aleación […]
Procedimiento para la fabricación de piezas de construcción de forja de TiAl, del 5 de Junio de 2019, de MTU Aero Engines AG: Procedimiento para la fabricación de piezas de construcción forjadas de aleaciones de TiAl, concretamente paletas para turbomáquinas, en […]
Forja en troquel abierto de paso dividido para aleaciones fuertes a base de níquel y titanio, sensibles a la trayectoria de tensión y difíciles de forjar, del 8 de Mayo de 2019, de ATI Properties LLC: Un método de forja de una pieza de trabajo de material metálico para iniciar refinamiento de microestructura, comprendiendo el método: forjar en prensa de troquel […]
Procedimiento de fabricación de una aleación a base de titanio para dispositivos biomédicos, del 24 de Abril de 2019, de Institut National des Sciences Appliquees de Rennes (INSA de Rennes): Procedimiento de fabricación de una aleación a base de titanio, que no contiene níquel, con propiedades superelásticas para aplicación biomédica, del tipo que incluye […]