Dispositivo de conexión para conductos, automóvil con un dispositivo de conexión de este tipo y procedimiento para conectar conductos.
Dispositivo de conexión, especialmente un conector rápido, para conductos con al menos dos conexiones (1,
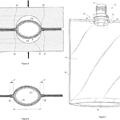
2), de los que al menos una conexión (1, 2) comprende dos apéndices (3, 4) que forman una zona de alojamiento (5) para un extremo de conducto, presentando uno de los dos apéndices (3, 4) una primera sección (6) y una segunda sección (7) con un mayor grosor de pared que la primera sección (6), caracterizado por que entre las dos secciones (6, 7) del apéndice (3) está prevista una transición (8) con una pared (8a) que está situada en el lado de la zona de alojamiento y que en el sentido longitudinal A del dispositivo de conexión está realizada de forma curvada, estando realizada una sección (9) de la pared (8a) de forma cóncava en la zona de la primera sección (6) del apéndice (3) y estando realizada una sección (10) de la pared (8a) de forma convexa en la zona de la segunda sección (7) del apéndice (3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05008885.
Solicitante: VERITAS AG.
Nacionalidad solicitante: Alemania.
Dirección: STETTINER STRASSE 1-9 63571 GELNHAUSEN ALEMANIA.
Inventor/es: HATTASS,DIRK, NAUMANN,VOLKER DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C65/06 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando fricción, p. ej. soldadura por rotación.
- F16L47/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › Uniones soldadas a la autógena; Uniones encoladas.
- F16L47/06 F16L 47/00 […] › comprendiendo un manguito o un mango hueco constituido por la extremidad del tubo o formado en él.
PDF original: ES-2532094_T3.pdf
Fragmento de la descripción:
Dispositivo de conexión para conductos, automóvil con un dispositivo de conexión de este tipo y procedimiento para conectar conductos
La invención se refiere a un dispositivo de conexión, especialmente un conectar rápido, para conductos con al menos dos conexiones, de los que al menos una conexión comprende dos apéndices que forman una zona de alojamiento para un extremo de conducto, presentando uno de los dos apéndices una primera sección y una segunda sección con un mayor grosor de pared que la primera sección. Además, la invención se refiere a un automóvil con un dispositivo de conexión de este tipo y a un procedimiento para conectar conductos con la ayuda de un dispositivo de conexión de este tipo.
Un dispositivo de conexión del tipo mencionado al principio se dio a conocer por ejemplo por el documento EP0988488B1.
Los dispositivos para conectar conductos, especialmente conectares rápidos, se usan habitualmente en sistemas de depósito o sistemas de ventilación. Este tipo de dispositivos de conexión tienen que garantizar una conexión duradera y segura de conductos que llevan fluidos, sin que el medio llevado en los conductos salga por el dispositivo de conexión. La seguridad de la conexión es relevante especialmente en el caso del acoplamiento de conductos bajo presión. Además, los sistemas de depósito han de cumplir severos especificaciones legales en cuanto a la emisión de hidrocarburos. Por ello, los dispositivos de conexión empleados en dispositivos de conexión deben suprimir eficazmente la permeación de hidrocarburos.
Los conectores rápidos convencionales están provistos de una conexión de tubería flexible que comprende una tubuladura en cuyo lado exterior están dispuestos varios rebordes o destalonamientos en forma de ganchos (estructura de abeto). Un tubo flexible colocado por deslizamiento sobre una tubuladura de este tipo forma con la misma una conexión mecánicamente estable por unión geométrica que, sin embargo, no satisface los crecientes requerimientos en cuanto a la estanqueidad del conector rápido, especialmente en lo relativo a la permeación de hidrocarburos.
Otras posibilidades de conexión como por ejemplo la soldadura láser requieren el uso de determinados materiales transparentes que son relativamente caros y que limitan la selección de materiales. Excelentes resultados en cuanto a la estabilidad y la estanqueidad de las conexiones se consiguen mediante la unión por encolado de conectores rápidos y conductos. Sin embargo, este tipo de conexión es relativamente costoso y por tanto no resulta adecuado para todas las gamas de precio.
Una conexión relativamente barata y no obstante de alta calidad, es decir estanca y estable, entre un conector rápido y un conducto se puede conseguir mediante soldadura por fricción.
Para ello, las piezas que se han de conectar se ponen en rotación relativa y a causa del movimiento relativo entre las dos piezas y el calor por fricción originado de esta manera en las superficies de contacto se funden y se sueldan entre ellas las zonas marginales de las dos piezas. De esta manera, se produce una conexión por unión de materiales entre el conducto y el conector rápido que es tanto sólida mecánicamente como estanca al gas y a los líquidos. Además, existe una gran selección de materiales, especialmente materias sintéticas que resultan adecuadas para la soldadura por fricción.
Lo importante en la soldadura por fricción es que entre las piezas que han de conectarse esté prevista una superficie de contacto lo más grande posible para conseguir una superficie de soldadura lo más grande posible. Por esta razón, las conexiones de conectores rápidos habitualmente se realizan como dobles cilindros concéntricos, entre los que está prevista una ranura anular para alojar el extremo de conducto. De esta manera, el lado interior del tubo que se ha de soldad se une por soldadura al lado exterior del cilindro interior y el lado exterior del tubo se une por soldadura al lado interior del cilindro exterior.
Algunos ejemplos de este tipo de conectores de conductos se dieron a conocer por los documentos FR2737548, DE3941236A1 y DE3903551C2.
Para una inserción por deslizamiento más fácil del extremo de tubo en la ranura anular, este está provisto en la zona del orificio de entrada con un bisel circunferencial que de la manera conocida sirve también para el centraje del tubo.
Por el documento FR2737548 se conoce además el modo de elegir el diámetro exterior del cilindro interior de tal forma que el tubo se ensancha durante su colocación por deslizamiento sobre el cilindro interior, con lo que se consigue otra mejora de la estabilidad de la conexión.
Estos conectores rápidos tienen la desventaja de que a pesar del bisel en el extremo libre del cilindro resulta muy difícil realizar un montaje automatizado del conector rápido en el conducto.
Una mejora la ofrece el conectar rápido que se dio a conocer por el documento EP0988488B1 genérico que igualmente presenta una conexión con dos apéndices anulares. En este conectar rápido conocido, la ranura que aloja el extremo del conducto está realizada con superficies interiores estrechadas. Esto significa que la superficie exterior del apéndice interior está realizada como cono. De esta manera, se consigue que el tubo se ensanche durante su colocación por deslizamiento sobre el apéndice anular interior y mantenga centrado durante el procedimiento de montaje completo.
Sin embargo, este conectar rápido tiene la desventaja de que el extremo de tubo se comprime de forma más fuerte en la zona del fondo de ranura que en la zona del orificio de entrada de la ranura anular. De esta manera, se producen diferentes presiones de apriete a lo largo de de la superficie de soldadura y, por tanto, una soldadura irregular. Además, el conectar rápido conocido resulta apropiado únicamente para tubos de materia sintética relativamente elásticos, especialmente multicapas. Dado que, además, la colocación del tubo sobre el conectar rápido ha de realizarse con una fuerza relativamente grande, el conectar rápido conocido resulta sólo condicionalmente adecuado para el montaje automatizado.
Por lo tanto, la invención tiene el objetivo de proporcionar un dispositivo de conexión para conductos que permita una adaptación de proceso optimizado a secuencias de montaje especialmente automatizadas. Además, la invención tiene el objetivo de proporcionar un automóvil con un dispositivo de conexión de este tipo así como un procedimiento para conectar conductos.
Según la invención, el objetivo en cuanto al dispositivo de conexión se consigue mediante al objeto de la reivindicación 1. En cuanto al automóvil, el objetivo se consigue mediante el objeto de la reivindicación 7 y en cuanto al procedimiento se consigue mediante el objeto de la reivindicación 8.
La invención tiene la ventaja de que mediante la previsión de una transición entre las dos secciones de distinto grosor de pared y la realización curvada de la pared de la transición, situada en la zona de alojamiento, es posible una adaptación flexible de la geometría del conectar rápido a determinados requerimientos de montaje, de modo que se pueden optimizar las secuencias de montaje, especialmente secuencias de montaje automatizados. En particular, mediante la realización curvada de la pared de la transición se puede influir en la característica de colocación por deslizamiento del conectar rápido, por ejemplo teniendo en cuenta la elasticidad del tubo o tubo flexible que ha de ser conectado. Además, mediante la realización curvada de la pared de transición se consigue que el ensanchamiento del tubo se produzca sólo en la zona de la transición, de modo que en la zona de la segunda sección con el grosor de pared más grande, el tubo está ensanchado de forma constante y, por tanto, en dicha zona se ejerce una presión de apriete homogénea. De esta manera, mejora la calidad de la unión soldada.
Según la invención, una sección de la pared en la zona de la primera sección del apéndice está realizada de forma cóncava. De esta manera, se realiza una transición especialmente suave en la zona de la primera sección, de modo que el tubo se puede colocar deslizando de forma especialmente sencilla con poca resistencia.
Además, una sección de la pared está realizada de forma convexa en la zona de la segunda sección, de modo que la transición en la zona de la segunda sección es continua. De esta manera, el tubo ensanchado puede ceñirse a lo largo de una mayor longitud al apéndice interior, de modo que aumenta la superficie de contacto disponible para la soldadura por fricción. Esto resulta ventajoso especialmente en el caso de tubos menos elásticos.
... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de conexión, especialmente un conector rápido, para conductos con al menos dos conexiones (1, 2), de los que al menos una conexión (1, 2) comprende dos apéndices (3, 4) que forman una zona de alojamiento (5) para un extremo de conducto, presentando uno de los dos apéndices (3, 4) una primera sección (6) y una segunda sección (7) con un mayor grosor de pared que la primera sección (6), caracterizado por que entre las dos secciones (6, 7) del apéndice (3) está prevista una transición (8) con una pared (8a) que está situada en el lado de la zona de alojamiento y que en el sentido longitudinal A del dispositivo de conexión está realizada de forma curvada, estando realizada una sección (9) de la pared (8a) de forma cóncava en la zona de la primera sección (6) del apéndice (3) y estando realizada una sección (10) de la pared (8a) de forma convexa en la zona de la segunda sección (7) del apéndice (3).
2. Dispositivo de conexión según la reivindicación 1, caracterizado por que un punto de inversión (11) está dispuesto entre las secciones cóncava y convexa (9, 10) de la pared (8) en la zona de los orificios de entrada (12) de la zona de alojamiento (5).
3. Dispositivo de conexión según la reivindicación 1 o 2, caracterizado por que las secciones cóncava y convexa (9, 10) de la pared (8a) tienen aproximadamente la misma longitud.
4. Dispositivo de conexión según al menos una de las reivindicaciones 1 a 3, caracterizado por que un extremo libre (13) de al menos uno de los apéndices (3, 4) está realizado de forma bombeada.
5. Automóvil con un dispositivo de conexión según una de las reivindicaciones 1 a 4.
6. Procedimiento para la conexión de conductos con los pasos:
- inserción por deslizamiento de un extremo de conducto en la zona de alojamiento (5) del dispositivo de conexión según al menos una de las reivindicaciones 1 a 4, y
- realización de un movimiento relativo entre el extremo de conducto y el dispositivo de conexión para producir calor por fricción para unir soldando el extremo de conducto a la zona de alojamiento (5) del dispositivo de
conexión.
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]