Unidad de herramientas de una máquina de reducción rotatoria.
Unidad de herramientas (10) de una máquina de reducción rotatoria (12) para conformar piezas de trabajo,
preferentemente en forma de barras o tubos, con una pluralidad de herramientas conformadoras (22), que están dispuestas alrededor de un eje de trabajo (18) y que, mediante un accionamiento de herramientas (30), pueden accionarse con un movimiento de carrera radial al eje de trabajo (18), y con medios de ajuste (38), mediante los cuales pueden ajustarse posiciones de carrera de las herramientas conformadoras (22) de manera que, en una posición cerrada de las herramientas conformadoras (22), estas herramientas conformadoras (22) se apoyan unas en otras con una presión de cierre que depende de las posiciones de carrera ajustadas, caracterizada porque la presión de cierre resultante de las posiciones de carrera ajustadas para las herramientas conformadoras (22) puede comprobarse gracias a que está previsto un dispositivo de medición (40) para medir un parámetro mediante el cual puede determinarse un par de accionamiento para el accionamiento de las herramientas conformadoras (22).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/054697.
Solicitante: Felss GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Dieselstrasse 2 75203 Königsbach-Stein ALEMANIA.
Inventor/es: HORK,MARTIN, EBERLE,WERNER, BRÄUNING,MICHAEL, KIENHÖFER,CHRISTINE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J7/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 7/00 Martillos; Máquinas de conformación dotadas de martillos o moldes que actúan por impactos (martillos manuales B25D; características eléctricas sección H). › Máquinas para forjar que trabajan con varios martillos.
- B21J7/46 B21J 7/00 […] › Dispositivos de control especialmente adaptados a los martillos de forja, no limitados a uno de los subgrupos precedentes.
PDF original: ES-2498922_T3.pdf
Fragmento de la descripción:
Unidad de herramientas de una máquina de reducción rotatoria
La invención se refiere a una unidad de herramienta de una máquina reductora rotatoria para conformar piezas de trabajo, preferentemente en forma de barras o tubos, con una pluralidad de herramientas conformadoras dispuestas alrededor de un eje de trabajo y que, mediante un accionamiento de herramienta, pueden accionarse con un movimiento de carrera radial al eje de trabajo, y con medios de ajuste mediante los cuales pueden ajustarse las posiciones de carrera de las herramientas conformadoras, de manera que, en una posición cerrada de las herramientas conformadoras, éstas se apoyan unas en otras con una presión de cierre que depende de las posiciones de carrera ajustadas.
Estas unidades de herramienta se utilizan ya desde hace tiempo en la práctica para conformar piezas de trabajo en forma de barras o tubos, donde, en general, se reduce la sección transversal de un tramo longitudinal determinado de la pieza de trabajo.
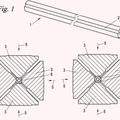
Con este fin, las unidades de herramienta presentan esencialmente al menos dos herramientas conformadoras, que
pueden encerrar total o parcialmente el tramo longitudinal de la pieza de trabajo a procesar y que, para conformar ésta, se mueven simultáneamente unas contra otras con un movimiento oscilante de alta frecuencia en dirección radial hacia el tramo longitudinal de la pieza de trabajo, ejerciendo así sobre éste grandes fuerzas de compresión radiales. Durante el proceso de conformación además se produce un movimiento de giro relativo entre la pieza de trabajo y las herramientas conformadoras reductoras, de manera que éstas provocan sobre el tramo longitudinal de la pieza de trabajo una presión uniforme en toda su periferia.
Básicamente, en la reducción rotatoria se diferencia entre un así llamado "procedimiento de reducción rotatoria de avance forzado" y un "procedimiento de reducción rotatoria de avance normal", donde el procedimiento de reducción aplicado se determina según la geometría de la pieza de trabajo a producir.
A este respecto, el procedimiento de avance forzado se distingue por posiciones de carrera de las herramientas conformadoras de ajuste constante, es decir posiciones radiales de fin de carrera de las herramientas conformadoras invariables durante el procesamiento en relación con el eje de trabajo de la unidad de herramienta.
En cambio, en la reducción rotatoria de avance normal, las posiciones de carrera de las herramientas conformadoras varían mediante una apertura o un cierre radiales controlados de las herramientas, superpuestos a la oscilación radial propiamente dicha de las herramientas conformadoras.
En principio, el resultado del proceso de conformación depende decisivamente de que las posiciones de carrera ajustadas para las herramientas conformadoras sean las correctas. En la reducción rotatoria de avance normal (con control numérico), para controlar los procesos de conformación de piezas de trabajo como valores de referencia se utilizan por ejemplo aquellas posiciones de carrera de las herramientas conformadoras donde éstas están apoyadas unas en otras en una posición cerrada de las herramientas conformadoras, el llamado punto de cierre, dependiendo la presión de cierre de las posiciones de carrera ajustadas.
En la práctica, para ajustar el punto de cierre, se regulan las posiciones de carrera de las herramientas conformadoras accionando simultánea y manualmente las herramientas conformadoras paso a paso en dirección al eje de trabajo de la unidad de herramienta (el llamado régimen discontinuo) hasta que las posiciones de carrera de las herramientas conformadoras están ajustadas de la manera en que el operador supone, en virtud de la fuerza necesaria para accionar manualmente dichas herramientas conformadoras, que se ha ajustado
un punto de cierre correcto, es decir un punto de cierre deseado para un subsiguiente proceso de conformación de una pieza de trabajo.
Este modo de proceder conlleva el riesgo de un ajuste del punto de cierre con una presión de cierre demasiado alta, de manera que eventualmente pueden producirse daños en la máquina herramienta durante el funcionamiento de la unidad de herramientas.
Del documento DE 199 55 321 A1 se conoce una unidad de herramientas de una máquina de reducción rotatoria y un procedimiento para ajustar tal unidad de herramientas, pudiendo comprobarse en este caso la presión de cierre resultante de las posiciones de carrera ajustadas para las herramientas conformadoras. Esta publicación describe una máquina de reducción rotatoria con un árbol de martilleo, donde varias herramientas de procesamiento se guían de forma móvil en dirección radial con respecto a un eje de paso de una pieza de trabajo a procesar. Para procesar la pieza de trabajo, las herramientas procesadoras se someten intermitentemente a la acción de unos empujadores en su lado alejado de la pieza de trabajo. Para accionar los empujadores están previstos rodillos rotatorios dentro de un anillo exterior, que se mueven sobre las cabezas de los empujadores y con ello accionan los empujadores en dirección a la pieza de trabajo a procesar. Entre cada empujador y la herramienta de procesamiento asignada al mismo está prevista una disposición pistón-cilindro con una cámara de compresión, cuya presión interior se mide.
Partiendo del estado actual de la técnica según el documento DE 199 55 321 A1, la presente invención se ha planteado como objetivo hacer posible una medición de la presión de cierre en unidades de herramientas del tipo mencionado al principio con medios muy sencillos desde el punto de vista constructivo.
En referencia al dispositivo, este objetivo se logra mediante la unidad de herramientas según la reivindicación 1 y en referencia al procedimiento mediante el procedimiento según la reivindicación 11.
Según la invención está previsto, en la unidad de herramientas mencionada al principio, un dispositivo de medición para medir un parámetro, mediante el cual puede determinarse un par de accionamiento para el accionamiento de las herramientas conformadoras. Por una permite, esto permite un diseño muy sencillo desde el punto de vista constructivo del dispositivo de medición, ya que no son necesarios múltiples sensores de medición asignados en cada caso a las herramientas de conformación respectivas. Además, la determinación del par de accionamiento permite una comprobación fiable (sumada a través de las herramientas de conformación) de la presión de cierre de las herramientas de conformación, ya que ésta resulta del par de accionamiento del accionamiento de herramientas aplicado a las herramientas conformadoras y es proporcional a éste. Además, determinando el par de accionamiento pueden impedirse en particular también sobrecargas en el tren de accionamiento.
En general, con un dispositivo de medición para la comprobación de la presión de cierre de las herramientas conformadoras es posible ajustar las posiciones de carrera de dichas herramientas de conformación en la unidad de herramientas de modo fácil y reproducible, de manera que se dé o se observe una presión de cierre definida en el punto de cierre de las herramientas de conformación. Así se minimiza el riesgo de sobrecarga en los componentes de la unidad de herramientas y, con ello, su deterioro. Además se facilita el ajuste de la unidad de herramientas, que puede ser realizado también por un operador poco experimentado. Gracias al ajuste objetivado y reproducible del punto de cierre, es posible además lograr una menor fluctuación de la tolerancia en los productos de conformación, lo que resulta ventajoso especialmente en la producción de componentes de alta precisión con tolerancias estrechas.
De las características de las reivindicaciones dependientes 2 a 1 se desprenden formas de realización ventajosas de la invención según la reivindicación 1, y de las características de la
reivindicación dependiente 12 se desprende una forma de realización ventajosa de la invención según la reivindicación 11.
Un perfeccionamiento especialmente preferente de la invención se distingue porque está prevista una unidad de mando controlar la presión de cierre, pudiendo la unidad de mando procesar el parámetro medido para la comprobación de la presión de cierre, en particular en relación con un intervalo nominal o valor nominal prefijado.
En esencia, la ventaja asociada a ello es que se facilita el ajuste de la unidad de herramientas. Así es posible, en el caso más sencillo, proporcionar valores de medición del dispositivo de medición de manera que, por ejemplo, éstos puedan ser accesibles para el operador mediante una unidad de visualización. En este caso es necesario además comprobar... [Seguir leyendo]
Reivindicaciones:
1. Unidad de herramientas (10) de una máquina de reducción rotatoria (12) para conformar piezas de trabajo, preferentemente en forma de barras o tubos, con una pluralidad de herramientas conformadoras (22) , que están dispuestas alrededor de un eje de trabajo (18) y que, mediante un accionamiento de herramientas (30) , pueden accionarse con un 5 movimiento de carrera radial al eje de trabajo (18) , y con medios de ajuste (38) , mediante los cuales pueden ajustarse posiciones de carrera de las herramientas conformadoras (22) de manera que, en una posición cerrada de las herramientas conformadoras (22) , estas herramientas conformadoras (22) se apoyan unas en otras con una presión de cierre que depende de las posiciones de carrera ajustadas, 10 caracterizada porque la presión de cierre resultante de las posiciones de carrera ajustadas para las herramientas conformadoras (22) puede comprobarse gracias a que está previsto un dispositivo de medición (40) para medir un parámetro mediante el cual puede determinarse un par de accionamiento para el accionamiento de las herramientas conformadoras (22) . 15
2. Unidad de herramientas según la reivindicación 1, caracterizada porque está prevista una unidad de mando (42) para controlar la presión de cierre, pudiendo la unidad de mando (42) procesar el parámetro medido para comprobar la presión de cierre, en particular en relación con un intervalo nominal o valor nominal prefijado.
3. Unidad de herramientas según una de las reivindicaciones 1 o 2, caracterizada porque 20 está previsto un modo de servicio de la unidad de herramientas (10) destinado a comprobar la presión de cierre que puede seleccionarse mediante una unidad de mando (42) para el control de la presión de cierre.
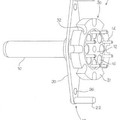
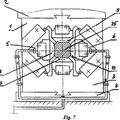
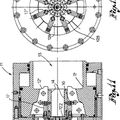
4. Unidad de herramientas según cualquiera de las reivindicaciones anteriores, caracterizada porque el accionamiento de herramientas (30) está previsto para producir 25 un movimiento de giro relativo de un soporte de herramientas (28) y de un anillo exterior (32) que envuelve el soporte de herramientas (28) .
5. Unidad de herramientas según cualquiera de las reivindicaciones anteriores, caracterizada porque el dispositivo de medición (40) mide como parámetro el consumo de corriente del accionamiento de herramientas (30) durante el accionamiento de las 30 herramientas conformadoras (22) .
6. Unidad de herramientas según una de las reivindicaciones 2 a 5, caracterizada porque la unidad de mando (42) puede determinar la presión de cierre por medio de una curva característica para el parámetro medido, definida preferentemente en la unidad de mando (42) , o por medio de un número característico del accionamiento de 35 herramientas determinado a partir del parámetro y por medio de la presión de cierre.
7. Unidad de herramientas según cualquiera de las reivindicaciones anteriores, caracterizada porque los medios de ajuste (38) están configurados como una pluralidad de cuñas de ajuste que están guiadas preferentemente entre las herramientas conformadoras (22) y unos empujadores de martilleo (24) asignados en cada caso a 40 estas últimas y que están dispuestas paralelas al eje de trabajo (18) , pudiendo las cuñas de ajuste desplazarse longitudinalmente en la dirección del eje de trabajo (18) en relación con las herramientas conformadoras (22) para ajustar las posiciones de carrera de las herramientas conformadoras (22) .
8. Unidad de herramientas según una de las reivindicaciones 2 a 7, caracterizada porque 45 los medios de ajuste (38) pueden controlarse mediante la unidad de mando (42) en función de la presión de cierre.
9. Unidad de herramientas según cualquiera de las reivindicaciones antreriores, caracterizada porque puede recurrirse a la posición de carrera de las herramientas conformadoras (22) o a una posición de ajuste de los medios de ajuste (38) relacionada con la posición de carrera como valor de referencia para el mando de procesos de conformación de piezas de trabajo. 5
10. Unidad de herramientas según cualquiera de las reivindicaciones anteriores, caracterizada porque la unidad de herramientas (10) está configurada como un rotor exterior, interior o doble, especialmente como un rotor contrarrotatorio.
11. Procedimiento para ajustar una unidad de herramientas según cualquiera de las reivindicaciones anteriores, donde una presión de cierre resultante de la posición de 10 carrera ajustada para las herramientas conformadoras (22) en su punto de cierre se comprueba mediante un dispositivo de medición (40) , método donde el dispositivo de medición (40) mide un parámetro mediante el cual puede determinarse un par de accionamiento para el accionamiento de las herramientas conformadoras (22) .
12. Procedimiento según la reivindicación 11, caracterizado porque la presión de cierre se 15 comprueba durante el accionamiento de las herramientas conformadoras y el ajuste simultáneo de las posiciones de carrera de las herramientas conformadoras.
Patentes similares o relacionadas:
Método para producir dentados internos y externos en huecos cilíndricos de pared fina, del 1 de Noviembre de 2017, de ERNST GROB AG: Procedimiento para la conformación en frío de perfiles de piezas cilíndricas huecas de pared delgada para la producción de estrías internas y externas en las […]
Prensa anular con motor de par, del 29 de Junio de 2016, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Prensa anular, que comprende un mandril , a través del cual se puede alimentar una pieza de trabajo en forma de anillo a prensar en la […]
 Procedimiento para fabricar un cañón con acanaladuras de cañón, del 13 de Enero de 2016, de Steyr Mannlicher GmbH: Procedimiento para fabricar un cañón mediante forja en frío de una pieza en bruto cilíndrica con una perforación pasante axial con las etapas:
[…]
Procedimiento para fabricar un cañón con acanaladuras de cañón, del 13 de Enero de 2016, de Steyr Mannlicher GmbH: Procedimiento para fabricar un cañón mediante forja en frío de una pieza en bruto cilíndrica con una perforación pasante axial con las etapas:
[…]
Unidad de herramientas de una máquina de reducción rotatoria, del 7 de Mayo de 2014, de Felss GmbH: Unidad de herramientas de una máquina de reducción rotatoria con un compartimento de herramientas , en el que están previstas varias […]
 Agarrador para sostener las herramientas de una prensa radial, del 23 de Abril de 2013, de OP S.R.L.: Agarrador portaherramientas para un cambio múltiple de herramientas en una prensa radial horizontal ,a) en el que dicha prensa […]
Agarrador para sostener las herramientas de una prensa radial, del 23 de Abril de 2013, de OP S.R.L.: Agarrador portaherramientas para un cambio múltiple de herramientas en una prensa radial horizontal ,a) en el que dicha prensa […]
Prensa anular, del 19 de Abril de 2013, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Prensa anular que comprende un mandril , a través del que una pieza de trabajo anular que ha de serprensada puede suministrarse a la prensa anular en el […]
 DISPOSITIVO DE FORJA DE CUATRO MORDAZAS, del 17 de Agosto de 2010, de OTKRYETOE AKTSIONERNOE OBSCHESTVO "TJAZHPRESSMASH": Dispositivo de forja de cuatro mordazas con un elemento (1 ó 16) de soporte para una mordaza superior (9 ó 23) y un elemento (3 ó 17) de soporte para una mordaza […]
DISPOSITIVO DE FORJA DE CUATRO MORDAZAS, del 17 de Agosto de 2010, de OTKRYETOE AKTSIONERNOE OBSCHESTVO "TJAZHPRESSMASH": Dispositivo de forja de cuatro mordazas con un elemento (1 ó 16) de soporte para una mordaza superior (9 ó 23) y un elemento (3 ó 17) de soporte para una mordaza […]
 ABRAZADERA DE FIJACION DE HERRAMIENTAS PARA PRENSA RADIAL, del 12 de Agosto de 2010, de OP S.R.L.: Abrazadera de sujeción de herramientas para un cambio múltiple de herramientas en una prensa radial que tiene un eje de prensa […]
ABRAZADERA DE FIJACION DE HERRAMIENTAS PARA PRENSA RADIAL, del 12 de Agosto de 2010, de OP S.R.L.: Abrazadera de sujeción de herramientas para un cambio múltiple de herramientas en una prensa radial que tiene un eje de prensa […]