Transportador de moldes.
Transportador de moldes con una zona de entrada de moldes y una zona de salida de moldes,
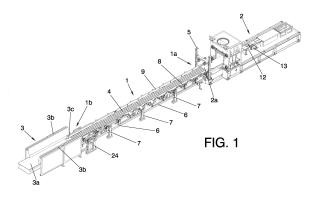
que comprende un bastidor en el que está montada una pista de soporte (4) para moldes para apoyo de una pluralidad de moldes en posiciones sucesivamente avanzadas, un mecanismo de mordazas longitudinalmente desplazable respecto de la pista de soporte (4), y comprendiendo sendas mordazas (8, 9) longitudinales dispuestas en lados opuestos a lo largo de la pista de soporte (4), siendo al menos una de las mordazas (8, 9) transversalmente desplazable por una pluralidad de actuadores (10) que desplazan al menos una de la mordazas (8, 9) transversalmente entre una posición de apriete en la que las mordazas (8, 9) son susceptibles de aprisionar los moldes entre sí, y una posición de liberación en la que las mordazas (8, 9) no aprisionan los moldes; un mecanismo de vaivén para hacer avanzar el mecanismo de mordazas cuando las mordazas (8, 9) están en su posición de apriete y para hacer retroceder los mecanismos de apriete cuando las mordazas se encuentran en su posición de liberación, donde el mecanismo de vaivén comprende un sistema de empuje lineal que comprende al menos un husillo longitudinal (12) propulsado por un motor eléctrico (13) y un carro de empuje (25) longitudinalmente conectado al sistema de empuje lineal debajo de la pista de soporte (4), y el carro de empuje (25) es longitudinalmente desplazable en un sistema de guiado localizado en la zona de salida (1b) del transportador de moldes (1), y comprende sendas planchas laterales (14) conectadas a las mordazas (8, 9).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230812.
Solicitante: LORAMENDI, S. COOP.
Nacionalidad solicitante: España.
Inventor/es: MARCO SERRANO,César.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Equipo para manipular los moldes.
- B65G25/04 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 25/00 Transportadores que tienen portacargas o un impulsor de movimientos cíclicos, p.ej. de vaivén, que se desprende de la carga durante el movimiento de retorno (de sacudidas B65G 27/00). › teniendo el portacargas o el impulsor caminos de ida y vuelta idénticos, p. ej. transportadores de movimiento alternativo.
Fragmento de la descripción:
Transportador de moldes
Campo técnico de la invención La presente invención se encuadra en el campo técnico de las instalaciones de fundición de piezas metálicas por colada en moldes de arena y más particularmente, en el sector de los transportadores de moldes de arena que transportan moldes de arena procedentes de la máquina de moldeo.
Antecedentes de la invención Una instalación de fundición de piezas metálicas por colada en moldes de arena, comprende generalmente una máquina de moldeo vertical por soplado en el que se obtienen los moldes de arena y una instalación de colado en el que vierte el metal fundido en los moldes de arena. Una vez enfriado el metal fundido y solidificada la pieza moldeada, se procede al desmoldeo de la misma mediante ruptura del molde de arena que se descompone. Los moldes de arena producidos en la máquina de moldeo avanzan hasta la estación de colada y posteriormente a la zona de desmoldeo mediante una serie de transportadores.
En la salida de la máquina de moldeo está dispuesto un transportador de moldes, como por ejemplo un transportador de moldes automático ("AMC") o un transportador de moldes de precisión ("PMC") que transportan los moldes a la siguiente estación de trabajo, como por ejemplo un transportador de cinta sincronizado ("SBC") . El transportador de moldes tiene que ir sincronizado con la salida de los moldes formados en la máquina de moldeo, a fin de que los moldes queden dispuestos en una hilera precisa, y además puedan ser entregados a la siguiente estación de trabajo.
Un transportador de moldes convencional comprende una entrada de moldes y una salida de moldes, y una pista de soporte montada en un bastidor y en la que se apoya una pluralidad de moldes en posiciones sucesivamente avanzadas, así como un mecanismo de mordazas longitudinalmente desplazable respecto de la pista de soporte. El mecanismo de mordazas comprende sendas mordazas longitudinales dispuestas en lados opuestos a lo largo de la pista de soporte. Cada una de las mordazas es también transversalmente desplazable por una pluralidad de actuadores que desplazan las mordazas transversalmente entre una posición de apriete en la que son susceptibles de aprisionar los moldes entre sí, y una posición de liberación en la que no están en contacto con los moldes. Un mecanismo de vaivén está conectado al mecanismo de mordazas para hacer avanzar las mordazas cuando están en su posición de apriete y para hacer retroceder las mordazas se encuentran cuando están en su posición de liberación.
En los transportadores de moldes convencionales, el mecanismo de vaivén es hidráulico y comprende un cilindro hidráulico que actúa sobre un balancín transversal que bascula sobre un apoyo fijo. El balancín está conectado a sendas bielas que a su vez están conectadas a los respectivos mecanismos de mordaza. El movimiento de retracción/extensión del cilindro hidráulico genera movimientos que se transmiten al mecanismo de mordazas en forma de movimientos de vaivén lineales. Para reducir el riesgo de daños a los moldes de arena (rellenos de metal fundido) y evitar problemas de sincronismo que pueden conducir a que se abran las columnas de moldes que salen empujados de la máquina de moldeo, el mecanismo de vaivén está habitualmente dispuesto en la salida del transportador de moldes.
Si bien los transportadores convencionales ofrecen un sincronismo de transporte razonable, presentan inconvenientes relacionados con la actuación y el mantenimiento del cilindro hidráulico y por el hecho de que el balancín es un elemento transversal expuesto a la caída de arena proveniente de los moldes y que impide la disposición de elementos de limpieza de arena, como por ejemplo una banda de extracción de arena que se extienda debajo de la totalidad del transportador, para la limpieza automática de la zona baja del transportador.
Descripción de la invención La presente invención tiene por objeto superar los inconvenientes del estado de la técnica más arriba detallados, mediante un transportador de moldes con una zona de entrada de moldes y una zona de salida de moldes, que comprende un bastidor en el que está montada una pista de soporte para moldes para apoyo de una pluralidad de moldes en posiciones sucesivamente avanzadas,
un mecanismo de mordazas longitudinalmente desplazable respecto de la pista de soporte, y comprendiendo sendas mordazas longitudinales dispuestas en lados opuestos a lo largo de la pista de soporte, siendo al menos una de las mordazas transversalmente desplazable por una pluralidad de actuadores que desplazan al menos una de las mordazas transversalmente entre una posición de apriete en la que las mordazas son susceptibles de aprisionar los moldes entre sí, y una posición de liberación en la que las mordazas no aprisionan los moldes;
un mecanismo de vaivén para hacer avanzar el mecanismo de mordazas cuando las mordazas están en su posición de apriete y para hacer retroceder los mecanismos de apriete cuando las mordazas se encuentran en su posición de liberación;
caracterizado porque el mecanismo de vaivén comprende un sistema de empuje lineal que comprende al menos un elemento lineal de empuje y un sistema de accionamiento conectado al elemento lineal de empuje, y un carro de empuje longitudinalmente conectado al elemento lineal de empuje longitudinalmente conectado al sistema de empuje lineal debajo de la pista de soporte;
el carro de empuje es longitudinalmente desplazable en un sistema de guiado localizado en la zona de salida del transportador de moldes, y comprende sendas planchas laterales conectadas a las mordazas.
En una realización preferente de la invención, las planchas laterales del carro de empuje están unidas entre sí por un travesaño conectado al elemento lineal de empuje, y comprenden sendas partes superiores. Cada parte superior está conectada a una de las mordazas a través de una biela superior interior que comprende una primera parte extrema articulada a dicha parte superior y una segunda parte extrema articulada a la mordaza. Las mordazas están preferentemente compuestas por respectivas pluralidades placas de apriete verticales longitudinalmente alineadas y conectadas entre sí.
El o los elementos lineales de empuje y el sistema de accionamiento pueden estar dispuestos en la zona de salida del transportador de moldes. Alternativa y preferentemente, cada elemento lineal de empuje puede comprender un elemento propulsor conectado a los medios de accionamiento y dispuesto en una zona anterior a la zona de entrada del transportador de moldes, por ejemplo en una estructura de una máquina de moldeo que entrega los moldes al transportador de moldes, y una barra de empuje longitudinal que conecta el elemento propulsor al carro de empuje mediante al menos un elemento lineal de empuje y que está montada en el bastidor en un plano inferior a la pista de soporte.
Preferentemente, cada elemento propulsor es un husillo longitudinal conectado a la barra empuje y que puede ser accionado por un motor eléctrico. Alternativamente, el elemento propulsor puede comprender una barra de cremallera longitudinal conectada a la barra empuje y un piñón que engrana en la cremallera. El piñón puede ser accionado por un motor eléctrico. El elemento propulsor también puede ser un actuador neumático o hidráulico montado en la zona anterior a la zona de entrada del transportador de moldes y conectado al carro de empuje mediante la barra de empuje longitudinal.
La barra de empuje puede estar compuesta por una pluralidad de secciones longitudinales. Preferentemente, cada barra de empuje está guiada longitudinalmente en elementos de guiado montados en el bastidor. Al menos algunos de los elementos de guiado pueden ser cuerpos huecos con respectivas oquedades axiales por las que pasa la barra de empuje.
Breve descripción de las figuras
A continuación se describen aspectos y realizaciones de la invención sobre la base de unos dibujos, en los que la figura 1 es una vista en perspectiva de una realización de una instalación de moldeo que comprende transportador de moldes conforme a una realización de la presente invención;
la figura 2 es una vista en alzado lateral de la instalación con el transportador de moldes mostrada en la figura 1;
la figura 3 es una vista en alzado lateral del otro lado de la instalación mostrada en la figura 2;
la figura 4 es una vista en alzado lateral parcial del lado del transportador de moldes mostrado en la figura 2;
la figura 5 es una vista en alzado lateral parcial del lado del transportador de moldes mostrado en la figura 3;
la figura 6 es una vista parcial en planta superior del transportador de moldes mostrado en la figura 1;
...
Reivindicaciones:
1. Transportador de moldes con una zona de entrada de moldes y una zona de salida de moldes, que comprende un bastidor en el que está montada una pista de soporte (4) para moldes para apoyo de una pluralidad de moldes en posiciones sucesivamente avanzadas,
un mecanismo de mordazas longitudinalmente desplazable respecto de la pista de soporte (4) , y comprendiendo sendas mordazas longitudinales (8, 9) dispuestas en lados opuestos a lo largo de la pista de soporte (4) , siendo al menos una de las mordazas (8, 9) transversalmente desplazable por una pluralidad de actuadores (10) que desplazan al menos una de las mordazas (8, 9) transversalmente entre una posición de apriete en la que las mordazas (8, 9) son susceptibles de aprisionar los moldes entre sí, y una posición de liberación en la que las mordazas (8, 9) no aprisionan los moldes;
un mecanismo de vaivén para hacer avanzar el mecanismo de mordazas cuando las mordazas (8, 9) están en su posición de apriete y para hacer retroceder los mecanismos de apriete cuando las mordazas (8, 9) se encuentran en su posición de liberación;
caracterizado porque el mecanismo de vaivén comprende un sistema de empuje lineal que comprende al menos un elemento lineal de empuje (12, 15) , medios de accionamiento conectados al elemento lineal de empuje (12, 15) , y un carro de empuje (25) longitudinalmente conectado al elemento lineal de empuje (12, 15) debajo de la pista de soporte (4) ;
el carro de empuje (25) es longitudinalmente desplazable en un sistema de guiado localizado en la zona de salida (1b) del transportador de moldes (1) , y comprende sendas planchas laterales (14) conectadas a las mordazas (8, 9) .
2. Transportador de moldes, según la reivindicación 1, caracterizado porque el sistema de empuje lineal comprende un único elemento lineal de empuje (12, 15) que actúa sobre una parte transversal (26f) del carro de empuje (25) .
3. Transportador de moldes, según la reivindicación 1, caracterizada porque el sistema de empuje lineal comprende una pareja de elementos lineales de empuje que actúan sobre sendas partes laterales del carro de empuje (25) .
4. Transportador de moldes, según la reivindicación 1, 2 ó 3, caracterizado porque cada elemento lineal de empuje (12, 15) está dispuesto en la zona de salida (1b) del transportador de moldes (1) .
5. Transportador de moldes, según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque cada elemento lineal de empuje (12, 15) comprende un elemento propulsor (12) conectado a los medios accionamiento y dispuesto en una zona anterior a la zona de entrada (1a) del transportador de moldes (1) , y una barra de empuje (15) longitudinal que conecta el elemento propulsor al carro de empuje (25) y montada en el bastidor en un plano inferior a la pista de soporte (4) .
6. Transportador de moldes, según la reivindicación 5, caracterizado porque cada elemento propulsor (12) es montable en una estructura (2) de una máquina de moldeo que entrega los moldes al transportador de moldes (1) .
7. Transportador de moldes, según la reivindicación 5 ó 6, caracterizado porque cada barra de empuje (15) está guiada longitudinalmente en elementos de guiado (17) montados en el bastidor.
8. Transportador de moldes, según la reivindicación 7, caracterizado porque al menos algunos de los elementos de guiado (17) son cuerpos huecos con respectivas oquedades axiales por las que pasa la barra de empuje (15) .
9. Transportador de moldes, según una cualquiera de las reivindicaciones 4 a 8, caracterizado porque el elemento propulsor (12) es un husillo longitudinal conectado a la barra empuje (15) .
10. Transportador de moldes, según la reivindicación 9, caracterizado porque el husillo longitudinal (12) es accionado por un motor eléctrico (13) .
11. Transportador de moldes, según una cualquiera de las reivindicaciones 4 a 8, caracterizado porque el elemento propulsor (12) comprende una barra de cremallera longitudinal conectada a la barra empuje (15) y un piñón que engrana en la cremallera.
12. Transportador de moldes, según la reivindicación 11, caracterizado porque el piñón es accionado por un motor eléctrico (13) .
13. Transportador de moldes, según una cualquiera de las reivindicaciones 1 a 12, caracterizado porque
las planchas laterales (14) del carro de empuje (25) están unidas entre sí por un travesaño (26f) conectado a cada elemento lineal de empuje (12, 15) , y comprenden sendas partes superiores;
cada parte superior está conectada a una de las mordazas (8, 9) a través de una biela superior interior
(28) ;
la biela superior interior (28) comprende una primera parte extrema articulada a dicha parte superior y
una segunda parte extrema articulada a la mordaza (8, 9) .
Patentes similares o relacionadas:
Sistema de interacción de robot, del 8 de Abril de 2020, de SMS group GmbH: Procedimiento para el funcionamiento de un sistema de interacción de robot, que está dispuesto en una instalación metalúrgica o de laminación y allí asociado […]
Dispositivo de fundición, del 12 de Febrero de 2020, de Fill Gesellschaft m.b.H: Dispositivo de fundición para fundición a baja presión o a contrapresión, en donde el dispositivo de fundición tiene al menos una cámara inferior para al menos un […]
Dispositivo de colada, del 12 de Febrero de 2020, de Fill Gesellschaft m.b.H: Dispositivo de colada para colada a baja presión o a contrapresión, presentando el dispositivo de colada al menos una cámara inferior para al menos […]
Método y sistema de indexación de moldes, del 16 de Abril de 2019, de DISA INDUSTRIES A/S: Un método de indexación de moldes que utiliza una máquina de moldeado sin cajas de moldeado para producir moldes y un transportador de moldes […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]
 TRANSPORTADOR DE MOLDES, del 5 de Diciembre de 2013, de LORAMENDI, S. COOP: El transportador comprende un bastidor en el que está montada una parrilla de soporte , un mecanismo de mordazas longitudinalmente desplazable […]
TRANSPORTADOR DE MOLDES, del 5 de Diciembre de 2013, de LORAMENDI, S. COOP: El transportador comprende un bastidor en el que está montada una parrilla de soporte , un mecanismo de mordazas longitudinalmente desplazable […]
CADENA DE PRODUCCION Y PROCEDIMIENTO PARA LA REALIZACION, DE FORMA CONTINUA, DE PIEZAS MOLDEADAS A PARTIR DE UN METAL EN FUSION, EN PARTICULAR, DE UN METAL LIGERO EN FUSION., del 16 de Marzo de 2007, de HYDRO ALUMINIUM ALUCAST GMBH: Cadena de producción para el desplazamiento continuo de la producción realizada de piezas moldeadas (M) de una masa fundida metálica, en particular, de una […]
METODO Y APARATO PARA VERTER VARIOS MOLDES EN UNA PLANTA DE FUNDICION DE CADENA DE MOLDES EN UNA UNICA OPERACION DE VERTIDO., del 1 de Abril de 2007, de DISA INDUSTRIES A/S: Aparato de fabricación de moldes para una planta de fundición de cadena de moldes, incluyendo dicho apara- to una cámara de presión para producir partes de molde […]