Método y aparato referente a envasado que tiene pliegues laterales conformados mediante al menos dos metodologías diferentes de conformación de pliegues laterales.
Un método que comprende:
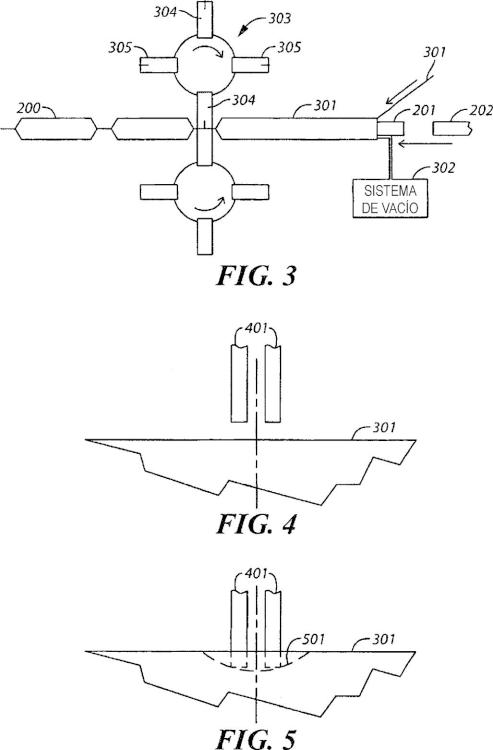
proporcionar (101) un producto (200) que comprende al menos dos artículos diferenciados (201 y 202);
envasar (102) el producto en bolsa continua para conformar un protoenvasado;
usar (103) una primera metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral (501) en el protoenvasado; estando el método además caracterizado por:
usar (104) una segunda metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral (204) adicional en el protoenvasado, en donde la segunda metodología de conformación de pliegues laterales es diferente de la primera metodología de conformación de pliegues laterales, y comprende metodología no mecánica de conformación de pliegues laterales, como el uso de vacío o chorros de aire externos.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09175116.
Solicitante: KRAFT FOODS R & D, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: Three Parkway North Deerfield, IL 60015 ESTADOS UNIDOS DE AMERICA.
Inventor/es: EXNER,RON, DAGESTAD,OLAV, VETERNIK,PAUL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B25/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00).
- B65B31/00 B65B […] › Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol.
- B65B9/067 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda avanza de forma continua (B65B 9/08 tiene prioridad).
PDF original: ES-2524297_T3.pdf
Fragmento de la descripción:
Método y aparato referente a envasado que tiene pliegues laterales conformados mediante al menos dos metodologías diferentes de conformación de pliegues laterales
Campo técnico
Esta invención se refiere en general a envasado y más particularmente al uso de pliegues laterales.
Antecedentes
Muchos productos se envasan antes de la distribución y la venta.
El embalaje en bolsas continuas comprende un ejemplo bien conocido en este ámbito. Mediante un enfoque típico, se colocan los productos a envasar dentro de un tubo de material flexible. A continuación, este material se precinta en cualquiera de los extremos del producto y se corta creando unidades del producto envasado.
En algunos casos, el envase resultante adoptará una forma de reborde saliente en los extremos precintados. Esto proporciona, en mayor o menor medida, un factor en forma de pajarita para el envasado. Dependiendo de la posible aplicación y del producto, dicho aspecto puede no ser apropiado desde el punto de vista estético y/o funcional. El experto en la técnica sabe cómo emplear pliegues laterales para reducir la formación de rebordes y para obtener una mayor continuidad del aspecto lineal. En la presente memoria, se entenderá que un pliegue lateral comprende un bolsillo conformado disponiendo una parte del material de envasado hacia el interior del propio envase.
Se conocen diversas metodologías para la conformación de pliegues laterales en dicha posible aplicación. Muchos consideran que las metodologías mecánicas de conformación de pliegues laterales proporcionan un resultado estéticamente agradable altamente uniforme. En una Instalación moderna de envasado el equipo de conformación de pliegues laterales mediante acción mecánica ¡nteracclona a menudo con el material de envasado para conformar el pliegue lateral o pliegues laterales en la misma posición y en el mismo momento en que la línea precinta el envase y corta el material de envasado para formar unidades de producto envasado.
El documento US-2.718.105 describe recipientes en forma de bolsa de material de tira flexible, la conformación y/o rellenado continuo de la misma, y equipos para ello. El material puede ser cualquier medio flexible, por ejemplo, plástico, papel, metal o papel de metal, transparente o no, o de hecho cualquier material que satisfaga las exigencias descritas. Un objeto de la invención es proporcionar un recipiente mejorado de tipo sobre que pueda conformarse, llenarse, y precintarse mediante una serie de operaciones. Otro objeto de la invención es proporcionar un recipiente mejorado que tenga una base de rigidez aumentada de un tipo tal que permanezca de pie apoyada sobre su base cuando se deja en una mesa o soporte, eliminando así la posibilidad de que se produzcan pérdidas de contenido de la misma una vez abierta.
Dicho enfoque, si bien es eficaz y está bien controlado, no es necesariamente adecuado para todos las posibilidades de aplicación. Por ejemplo, algunos envases de producto contienen dos o más artículos diferenciados (tales como, a modo ilustrativo, dos piezas de caramelo) alojadas cada una de ellas en un bolsillo precintado. Dicho envase, a su vez, puede requerir más pliegues laterales que un envase que solamente comprende un único compartimento precintado. Este mayor número de pliegues laterales, a su vez, puede disminuir de modo considerable la productividad de una línea de envasado dada. Por ejemplo, puede costar el doble de tiempo envasar un producto que contiene dos piezas de caramelo de tres onzas en comparación con el envasado de un recipiente de producto que contiene una sola pieza de caramelo de seis onzas.
Esta cantidad reducida a lo largo del tiempo puede dar lugar, a su vez, a un aumento considerable del gasto. Dicho aumento puede producir, por supuesto, un aumento indeseable del coste para el consumidor y/o una ganancia económica menor para el fabricante.
Sumario de la invención
Las necesidades mencionadas se satisfacen al menos parcialmente proporcionando el método y aparato referente a envasado que tiene pliegues laterales conformados al menos por dos metodologías diferentes de conformación de pliegues laterales según se define en las reivindicaciones 1 y 8 respectivamente y según se describe en la siguiente descripción detallada con realizaciones adicionales que pueden derivarse de las reivindicaciones dependientes.
Generalmente hablando, en lo que respecta a dichas diversas reivindicaciones, se envasa un producto que comprende al menos dos artículos diferenciados usando tanto una primera como una segunda metodología de conformación de pliegues laterales, en donde la primera metodología de conformación de pliegues laterales se diferencia de la segunda metodología de conformación de pliegues laterales. En un enfoque, la primera metodología de conformación de pliegues laterales comprende una metodología mecánica de conformación de pliegues laterales mientras que la segunda metodología de conformación de pliegues laterales comprende una metodología no mecánica de conformación de pliegues laterales (por ejemplo, aunque de forma no excluyente, una metodología de conformación de pliegues laterales mediante vacío o una metodología de conformación de pliegues laterales que utiliza una o más corrientes externas de aire). El método descrito
en la presente memoria puede, por ejemplo, llevarse a cabo mediante un equipo tal como una máquina de envasado en bolsa continua o medios de conformación de pliegues laterales mecánicos o no mecánicos de las compañías citadas a continuación. Por lo tanto, los componentes de los sistemas descritos en la presente memoria pueden obtenerse de las siguientes sociedades: Robert Bosch GmbH, Packaging Technology, Postfach 1127, 71301 Welblingen, Alemania, p. ej., equipos de la serie HSM o Thevopharm Pack 2000; Multlpack Systems PVT. Ltd., 9th Floor, Neptune Towers, BBC Road, Alkapurl, Vadodara, 390005 India; Fuji Packaging GmbH, Kattjahren 8, 22359 Hamburgo, Alemania, p. ej., equipos de la serle FW 3700; Cavanna S.p.A., Via Matteottl, 104, 28077 - Prato Sesia (NO), Italia.
El envasado, es decir, el material que encierra los artículos de los productos puede ser cualquier tipo de película o lámina de cualquier tipo de material adecuado como, por ejemplo, polletlleno o polipropileno o papel recubierto con un material plástico. En concreto, el envasado puede comprender una película que puede tener un espesor de entre 60 pm y 70 pm.
Comenzando en la parte exterior del envase, puede proporcionarse una capa de liberación tratada a la llama de (polipropileno orientado) OPP que tiene un espesor de aproximadamente 3 p para evitar bloquear la película y/o que se desprenda un precinto sellado en frío. Como siguiente capa hacia el Interior del envase, se proporciona preferiblemente un núcleo de OPP transparente que tiene un espesor de aproximadamente 14 p para proporcionar rigidez a la película, protegiendo la tinta mencionada más adelante que se utiliza para aplicar Información gráfica, y proporcionando un aspecto brillante.
A continuación puede proporcionarse una capa de liberación tratada con corona de OPP de aproximadamente 3 pm para favorecer la unión. A continuación, puede proporcionarse una cantidad de 2 a 3 g/m2 para unir las películas de OPP arriba mencionadas.
Hacia el interior del envase puede aplicarse de 1 a 4 g/m2 de tinta para mostrar información gráfica.
A continuación, hacia el interior del envase hay presente aproximadamente 0,9 g/m2 de recubrimiento acrílico como barrera de aromas y/o una superficie adecuada para imprimir sobre la misma.
A continuación, puede proporcionarse aproximadamente 0,3 g/m2 de imprimación para la adhesión del recubrimiento. Como siguiente capa hacia el Interior del envase, puede haber presente una capa fina de OPP que tiene un espesor de aproximadamente 3 pm para proteger la capa de núcleo mencionada a continuación. La capa de núcleo puede, por ejemplo, estar formada de OPP opaco de color blanco con cavidades que tiene un espesor de aproximadamente 27 pm a 37 pm para proporcionar rigidez, opacidad y protección frente a la luz.
Hacia el Interior del envase puede proporcionarse otra capa fina de OPP de aproximadamente 3 pm para proteger la capa de núcleo anteriormente mencionada. Hacia el interior del envase hay preferiblemente una imprimación con una cantidad de aproximadamente 0,3 g/m2 para la adhesión del recubrimiento. A continuación, en un ejemplo preferido, se proporciona un recubrimiento de acrílico con una cantidad de aproximadamente 0,9 g/m2 para proporcionar una barrera de aromas y una superficie que tiene una buena suavidad o una rugosidad de superficie inferior a un valor determinado para proporcionar una superficie adecuada... [Seguir leyendo]
Reivindicaciones:
1. Un método que comprende:
proporcionar (101) un producto (200) que comprende al menos dos artículos diferenciados (201 y 202); envasar (102) el producto en bolsa continua para conformar un protoenvasado;
usar (103) una primera metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral (501) en el protoenvasado; estando el método además caracterizado por:
usar (104) una segunda metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral (204) adicional en el protoenvasado, en donde la segunda metodología de conformación de pliegues laterales es diferente de la primera metodología de conformación de pliegues laterales, y comprende metodología no mecánica de conformación de pliegues laterales, como el uso de vacío o chorros de aire externos.
2. El método de la reivindicación 1 caracterizado además por que la primera metodología de conformación de pliegues laterales comprende una metodología mecánica de conformación de pliegues laterales.
3. El método de la reivindicación 2 caracterizado además por que el uso de la metodología mecánica de conformación de pliegues laterales comprende el uso de al menos un dedo que contacta el protoenvasado para conformar un correspondiente pliegue lateral.
4. El método de las reivindicaciones 1 a 3 caracterizado además por que el uso de la metodología no mecánica de conformación de pliegues laterales comprende el uso de un vacío para actuar sobre el protoenvasado para conformar un correspondiente pliegue lateral.
5. El método de una de las reivindicaciones anteriores caracterizado además por que el uso de una primera metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral en el protoenvasado comprende usar una primera metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral en el protoenvasado en una parte final del protoenvasado.
6. El método de la reivindicación 5 caracterizado además por que el uso de una segunda metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral en el protoenvasado comprende usar una segunda metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral en el protoenvasado en una parte central del protoenvasado entre los dos artículos diferenciados.
7. El método de una de las reivindicaciones anteriores caracterizado además por:
el sellado del protoenvasado en la proximidad de los pliegues laterales para sellar el producto dentro del protoenvasado;
el corte del protoenvasado en la proximidad de el al menos un pliegue lateral conformado usando la primera metodología de conformación de pliegues laterales para formar unidades de producto y conformar un envase unitario;
la conformación de perforaciones en la proximidad de el al menos un pliegue lateral conformado usando la segunda metodología de conformación de pliegues laterales para facilitar así que un usuario final pueda separar unos de otros los artículo diferenciados sin romper el precinto para cualquiera de los artículos diferenciados.
8. Aparato que comprende:
medios (300) para proporcionar un producto (200) que comprende al menos dos artículos (201 y 202) diferenciados y para envasar mediante bolsa continua el producto en un material de envasado;
y medios (401) para usar una primera metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral (501) en el material de envasado;
estando el aparato caracterizado además por:
medios (302) para usar una segunda metodología de conformación de pliegues laterales para conformar al menos un pliegue lateral (204) adicional en el material de envasado, en donde la segunda metodología de conformación de pliegues laterales es diferente de la primera metodología para formar pliegues laterales, y comprende una metodología no mecánica de conformación de pliegues laterales, como el uso de vacío o chorros de aire externos.
9. El aparato de la reivindicación 8 en donde la primera metodología de conformación de pliegues laterales comprende el uso de uno o más dedos para actuar sobre el material de envasado, y en donde la segunda
metodología de conformación de pliegues laterales comprende crear un vacío en el material de envasado sin aplicar presión al exterior del material de envasado.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Sistema robótico de recogida de bolsitas y procedimiento para el montaje y la recogida de bolsitas no llenas dotadas de boquilla, del 17 de Julio de 2019, de Scholle IPN IP B.V: Un sistema robótico de recogida de bolsitas para la recogida de bolsitas no llenas dotadas de boquilla para ser transportadas hasta un […]
 Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Procedimiento de almacenamiento y/o transporte de partículas de lactida, del 17 de Junio de 2019, de PURAC BIOCHEM BV: Procedimiento de almacenamiento y/o transporte de partículas sólidas de lactida en un recipiente, caracterizado porque el recipiente es una […]
Aparato y procedimiento para el embalado en piel al vacío de un producto, del 3 de Junio de 2019, de CRYOVAC, INC.: Un aparato para embalar un producto dispuesto sobre un soporte , teniendo dicho soporte una pared de base y una pared lateral, comprendiendo dicho […]
Disposición de envase, del 22 de Abril de 2019, de Vortex Innovation Worx (Pty) Ltd: Una disposición de envase para la manipulación de masas de material fluido y que está adaptada para estar localizada dentro de un contenedor de masas intermedio […]
Método para producir una conserva de alimento a partir de productos lácteos, de frutas y / o vegetales, del 15 de Abril de 2019, de Hipp & Co: Un método para producir una conserva de alimento a partir de productos lácteos, de frutas y/o vegetales, en donde los productos se mezclan primero y […]