Método para la fabricación de un cárter de un compresor de pistón, el cárter obtenido con el método y el compresor de pistón proporcionado con tal cárter.
Un método para la fabricación de un cárter (1) de un compresor de pistón,
en donde el compresor de pistón se proporciona con un cárter que se proporciona con huecos para recibir cilindros en este, y con al menos una abertura de entrada, el método que comprende:
* proporcionar al menos dos piezas en bruto de cuerpo sustancialmente rectangular (2, 3), fabricadas a partir de una lámina plana, cada una de las cuales se proporciona con dos bordes extremos opuestos y dos bordes longitudinales;
* proporcionar huecos receptores de cilindro deseados para recibir los cilindros en las dos piezas en bruto de cuerpo;
* flexionar en ángulos las piezas en bruto de cuerpo en una máquina de flexión en ángulo para la formación de una parte de cuerpo con un número limitado de dobleces;
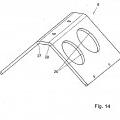
* fabricar a partir de la lámina plana al menos dos paredes extremas sustancialmente planas (4, 5) a partir de una lámina plana;
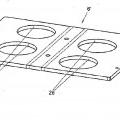
* fabricar una parte de soporte de cilindro (6) a partir de una lámina sustancialmente rectangular, que comprende:
• proporcionar huecos receptores de cilindro en la lámina sustancialmente rectangular; y
• someter la lámina rectangular al menos a una operación de flexión en ángulo para formar una parte de soporte de cilindro, en forma de silleta, con un número limitado, preferentemente uno o dos dobleces;
* colocar las dos partes de cuerpo, la parte de soporte de cilindro y al menos dos paredes extremas una con relación a la otra mediante el uso de una herramienta de posicionamiento; y
* conectar las paredes extremas y las dos partes de cuerpo una a la otra con un robot de soldadura, para formar el cárter.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2008/050744.
Solicitante: GEA Refrigeration Netherlands N.V.
Nacionalidad solicitante: Países Bajos.
Dirección: Parallelweg 27 5223 AL 's-Hertogenbosch PAISES BAJOS.
Inventor/es: BON,GEORGE JAN, VAN HOUTEN,JACOBUS PETRUS MARIA, VAN DEN OETELAAR,JOSEPH JOHANNES ADRIANUS MARIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F02F7/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02F CILINDROS, PISTONES O CARCASAS PARA MOTORES DE COMBUSTION; DISPOSITIVOS DE ESTANQUEIDAD EN LOS MOTORES DE COMBUSTION. › Carcasas de motor, p. ej. cárter.
- F04B39/12 F […] › F04 MAQUINAS DE LIQUIDOS DE DESPLAZAMIENTO POSITIVO; BOMBAS PARA LIQUIDOS O PARA FLUIDOS COMPRESIBLES. › F04B MAQUINAS DE DESPLAZAMIENTO POSITIVO PARA LIQUIDOS; BOMBAS (máquinas para líquidos o bombas, de tipo pistón rotativo u oscilante F04C; bombas de desplazamiento no positivo F04D; bombeo de fluido por contacto directo con otro fluido o por utilización de la inercia del fluido para bombear F04F). › F04B 39/00 Partes constitutivas, detalles o accesorios de bombas o sistemas de bombeo especialmente adaptados para fluídos compresibles, no cubiertos por, o con un interés distinto que, los grupos F04B 25/00 - F04B 37/00. › Carcasas; Cilindros; Culatas; Conexiones para fluido.
PDF original: ES-2496174_T3.pdf
Fragmento de la descripción:
Método para la fabricación de un carter de un compresor de pistón, el carter obtenido con el método y el compresor de pislón proporcionado con tal cárter
Descripción de la Invención La invención se refiere a un mélodo para fabricar un cárter de un compresor de pislón, en donde el compresor de pistón se proporciona con un cárter que se proporciona con huecos para recibir cilindros en este y con al menos una abertura de entrada A partir de la práctica, se sabe cómo fundir el cárter de un compresor de pistón y luego someter la fundición, en el sitio de los huecos de cojinete, los huecos de cilindro y las aberturas de entrada y salida, al procesamiento final con una operación de remoción de material tal como fresado, mandrilado o similares. Tales compresores de pistón se comercializan por el solicitante, por ejemplo bajo la designación de la serie Grasso 6. Tales compresores de pistón pueden fabricarse de manera relativamente barata. Debido a los cárteres de pared relativamente gruesa, no obstante, tales compresores de pistón que tienen un cárter fundido necesitan enfriarse activamente con un medio de enfriamiento. Tales instalaciones del medio de enfriamiento que se suministran con los compresores de pistón, no obstante, a su vez tienen un efecto de incremento de costo sobre el sistema total.
A partir de la practica, también se conoce fabricar el cárter de un compresor de pistón mediante soldadura a partir de partes de acero, más particularmente a parir de partes de tubo de acero. Tales compresores de pistón se comercializan por el solicitante, por ejemplo bajo la designación de la serie Grasso 10. Tales carteres soldados que son de pared relativamente delgada, de enfriamiento activo con el medio de enfriamiento, pueden omitirse. Esto logra un ahorro considerable de los costos para el sistema total a suministrar. Los compresores de pistón fabricados hasta la fecha mediante soldadura, no obstante, son relativamente costosos en comparación con los compresores de pistón que tienen un cárter fundido, debido a que la fabricación del cárter involucra una gran cantidad de soldadura manual. Ya que la porción de cárter que contiene el eje de cigüenal es de diseno cilíndrico, es difícil proporcionar los huecos necesarios en este. También, la colocación de las camaras de la chaqueta de cilindro sobre la parte cilíndrica del cárter es compleja y requiere operaciones manuales.
La Patente de los Estados Unidos No. 2 975 778 describe un método para la fabricación de un 'bloque de cabeza de cilindro' a partir de lámina metálica y tubería (columna 1, líneas 36-38) . Se entiende un 'bloque de cabeza de cilindro' por una estructura que comprende una pluralidad de cilindros, las cabezas y compuertas asociadas con cada uno de los cilindros, la chaqueta de agua que rodea los cilindros, y las partes asociadas (columna 1, líneas 24-28) . Un 'bloque de cabeza de cilindro' no se entiende que abarque un cárter, el cual se funde en la modalidad preferida de esa publicación, y se monta por debajo del 'bloque de cabeza de cilindro' (columna 2, líneas 29-30) La Patente de los Estados Unidos No. 778 únicamente describe una chaqueta de agua fabricada a partir de una lámina metálica doblada en una forma de U, una placa inferior, y un par de paredes extremas. Proporcionados en la placa inferior -la cual en la tenninologia de la solicitud puede considerarse como una 'parte de cuerpo' -estan los huecos receptores de cilindro (Figura 2; columna 2, líneas 35-37; columna 3, lineas 3-4)
La Patente Francesa No. FR 1, 195, 776 (1959) describe una bastidor para máquinas de pistón. En particular, la Fig. 7 muestra un bastidor soldado que es adecuado para el uso en un motor en V. El bastidor tiene dos placas 45 de conexión mutuamente inclinadas (51 ) . La inclinación de las placas de conexión se relaciona con el angula de inclinación de los cilindros. Además, la estructura comprende múltiples placas metálicas delgadas (52) colocadas transversalmente, las cuales cada una se proporcionan con una abertura circular (53) un COjinete de eje de cigüeñal, dos placas portadoras (54) las cuales se proporcionan con aberturas para la recepción de los cilindros y pernos, una placa de cubierta (55) que se conecta con las dos placas portadoras (54) a través de una junta soldada, y finalmente dos placas inferiores (56) . La Patente Francesa No. 776 no describe una parte de cuerpo provista con huecos receptores de cilindro, la cual se fabrica a partir de una lámina que se nexiona en angula un número de veces. Esta tampoco describe el uso de una máquina de nexión en ángulo, la herramienta de posicionamiento o un robot de soldadura 55 La Patente Alemana DE 1, 035, 969 (1956) describe un ensamble de absorción de fuerza CKraftverband") para un cárter que se sueldalfabrica a partir de lamina metálica , en particular para el uso en máquinas de energía por pistón, con cilindros colocados en una forma en V. El cárter se forma de diferentes partes, como a partir de una pared de alojamiento ("Geháusewand G") , placas de cubierta ("Abdeckbleche A") y placas de arrastre r Zugbleche Z") . El ensamble se destina para transferir las fuerzas de los cilindros directamente sobre el eje de cígüeñal sín cargar excesívamente las paredes laterales del carter (columna 1, líneas 1-11) . La Patente Alemana 969 no describe explícitamente una máquina de nexión en ángulo, la herramienta de posicionamiento o un robot de soldadura.
La presente invención contempla un método para la fabricación de un cárter de un compresor de pistón, que combina las ventajas de un cárter fundido, por ejemplo un precio de costo relativamente bajo para la fabricación del carter, con las ventajas de un cárter soldado, por ejemplo un precio del sistema relativamente bajo debido al hecho de que puede omitirse un dispositivo de enfriamiento para el enfriamiento activo del compresor de pistón en el uso Para este fin, la invención proporciona un método para la fabricación de un cárter de un compresor de pistón, en donde el compresor de pistón se proporciona con un carter que se proporciona con huecos para recibir cilindros en este, y con al menos una abertura de entrada, el método que comprende proporcionar al menos dos piezas en bruto de cuerpo sustancialmente rectangular, fabricadas a partir de una lámina plana, cada una de las cuales se proporciona con dos bordes extremos opuestos y dos bordes longitudinales; proporcionar huecos receptores de cilindro deseados para recibir los cilindros en las dos piezas en bruto de cuerpo;
• flexionar en ángulos las piezas en bruto de cuerpo en una máquina de flexión en ángulo para la formación de una parte de cuerpo con un número limitado de dobleces;
• fabricar a partir de la lámina plana al menos dos paredes extremas sustancialmente planas a partir de una lamina plana; fabricar una parte de soporte de cil indro a partir de una lámina sustancialmente rectangular, que comprende :
Il proporcionar huecos receptores de cilindro en la lámina sustancialmente rectangular; y
Il someter la lamina rectangular al menos a una operación de flexión en angulo para formar una parte de soporte de cilindro, en forma de silleta, con un número limitado, preferentemente uno o dos, de los dobleces;
colocar las dos partes de cuerpo, la parte de soporte de cilindro y al menos dos paredes extremas una con relación a la otra mediante el uso de una herramienta de posicionamiento; y conectar las paredes extremas y las dos partes de cuerpo una a la otra con un robot de soldadura, para formar el cárter
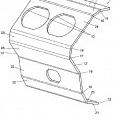
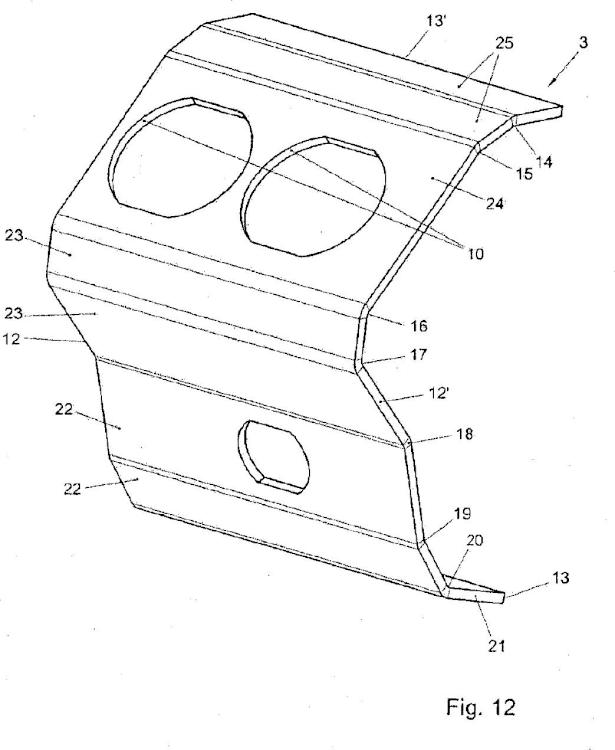
La invención proporciona ademas un cárter de un compresor de pistón que se obtiene con el método de acuerdo con la invención En una modalidad, el cárter comprende dos paredes extremas fabricadas a partir de lámina plana, dos partes de cuerpo fabricadas a partir de lámina plana que contienen únicamente dobleces paralelos y huecos, y una parte de soporte de cilindro fabricada de lámina plana, de diseño en forma de silleta a través de un doblez simple o dos dobleces En una elaboración adicional, el cárter se proporciona más particularmente con dos partes de cuerpo, dos paredes extremas y una parte de soporte de cilindro, en donde las dos partes de cuerpo cada una se forman a partir de una lámina plana por una operación de flexión en ángulo, en donde cada parte de cuerpo se proporciona con una parte inferior, una parte de cárter, una parte de chaqueta de cilindro, una parte de cabeza de cilindro y una parte superior, en donde las partes mencionadas están separadas una de la otra por dobleces paralelos, en donde en una posición de uso del cárter, la parte inferior se extiende desde un borde inferior de este oblicuamente hacia fuera y hacia arriba, en donde, a partir de un borde superior... [Seguir leyendo]
Reivindicaciones:
, . Un método para la fabricación de un carter (1 ) de un compresor de pistón, en donde el compresor de
pistón se proporciona con un cárter que se proporciona con huecos para recibir cilindros en este, y con al
5 menos una abertura de entrada, el método que comprende:
proporcionar al menos dos piezas en bruto de cuerpo sustancialmente rectangular (2, 3) , fabricadas
a partir de una lámina plana, cada una de las cuales se proporciona con dos bordes extremos
opuestos y dos bordes longitud inales;
proporcionar huecos receptores de cilindro deseados para recibir los cilindros en las dos piezas en
bruto de cuerpo;
flexionar en ángulos las piezas en bruto de cuerpo en una máquina de flexión en ángulo para la
formación de una parte de cuerpo con un número limitado de dobleces;
fabricar a partir de la lamina plana al menos dos paredes extremas sustancialmente planas (4, 5) a
15 partir de una lámina plana;
fabricar una parte de soporte de cilindro (6) a partir de una lámina sustancialmente reclangular, que
comprende :
e proporcionar huecos receptores de cilindro en la lámina sustancialmente rectangular; y
Il someter la lamina rectangular al menos a una operación de flexión en angulo para formar una
parte de soporte de cilindro, en forma de silleta, con un número limitado, preferentemente uno o
dos dobleces;
colocar las dos parles de cuerpo, la parte de soporte de cilindro y al menos dos paredes extremas
25 una con relación a la otra mediante el uso de una herramienta de posicionamiento; y
conectar las paredes extremas y las dos partes de cuerpo una a la otra con un robot de soldadura,
para formar el cárter.
2. El método de conformidad con la reivindicación 1, en donde se fabrica una división sustancialmente plana
a partir de una lámina plana, en donde la división se proporciona con al menos un pasaje de gas, en
donde la división se conecta con al menos una parte de cuerpo mediante soldadura, mediante la
utilización de un robot de soldadura .
3. El método de conformidad con la reivindicación 1, en donde para la formación de una parte de cuerpo a
35 partir de una pieza en bruto de cuerpo, cada pieza en bruto de cuerpo sufre un número limitado de
operaciones de flexión en ángulo , en donde, en cada operación de flexión en ángulo se proporciona un
doblez que se extiende paralelo a los bordes long itudinales de la pieza en bruto de cuerpo, de tal manera
que la parle de cuerpo se proporciona con una parte inferior, una parte de carler, una parle de chaqueta
de cilindro, una parle de cabeza de cil indro que incluye los huecos receptores de cilindro, y una parte
supenor.
4. El método de conformidad con la reivindicación 3, en donde las operaciones de flexión en ángulo se
llevan a cabo de tal manera que cuando el cárler está en una posiCión de uso, la parte inferior se extiende
desde un borde inferior de este oblicuamente hacia fuera y hacia arriba, en donde, a partir de un borde
45 superior de la parte inferior, la parle del carler se extiende sustancialmente verticalmente hacia arriba, en
donde, a parlir de un borde superior de la parte de cárter, la parte de la chaqueta de cilindro se extiende
sustancialmente en dirección oblicua hacia arriba y hacia fuera, en donde, a partir de un borde superior de
la parte de chaqueta de cilindro, la parte de cabeza de cilindro se extiende sustancialmente de manera
oblicua hacia adentro y hacia arriba, en donde, a parlir de un borde superior de la parle de cabeza de
cilindro, la parte superior se extiende oblicuamente hacia adentro, sustancialmente de manera horizontal,
en donde un borde longitudinal foona el borde inferior libre de la parte inferior, y el otro borde longitudinal
forma el borde libre de la parte superior, en donde ambos bordes longitudinales se extienden ambos en
un plano imaginario, el cual en la posición de uso del cárter se extiende en dirección sustancialmente
vertical.
55
5. El método de conformidad con cualquiera de las reivindicaciones precedentes, en donde al menos una de
las parles de cuerpo antes de la operación de flexión en ángulo, se proporciona con un hueco de
inspección , en donde el hueco de inspección se diseña de modo que un robot de soldadura puede llegar a
través de este hacia el espacio interior que se une por las partes de cuerpo y las paredes extremas y la
división, si la hay, con el fin de llevar a cabo alH una operación de soldadura, en donde el hueco de
inspección se cubre con una cubierta desprendible
6. El método de conformidad con las reivindicaciones 4 y 5, en donde el hueco de inspección en al menos una parte de cuerpo se sitúa en la parte de carter
7.
8.
9.
10.
.
12.
13.
14.
15.
El método de conformidad con cualquiera de las reivindicaciones precedentes, en donde al fabricar las dos partes de cuerpo al menos los bordes extremos de cada pieza en bruto de cuerpo e proporcionan con palas, en donde al fabricar las paredes extremas, estas paredes extremas se proporcionan con huecos para pata correspondientes a esas palas, en donde las paredes extremas, a través del acoplamiento mutuo entre las patas y los hueco para pata, se colocan de manera precisa con respecto al menos a una parte de cuerpo El mélodo de conformidad con la reivindicación 7. en donde se fabrica una división a partir de una lámina plana y se proporciona de esta manera con un número de huecos para pala, y al menos un pasaje de gas, en donde la división se conecta mediante soldadura con al menos una pieza en bruto con nexión en ángulo.
El método de conformidad con la reivindicación 7 u 8, en donde la lámina plana a partir de la cual se fabrica la parte de soporte de cilindro, se proporciona con dos bordes extremos opuestos, en donde estos bordes extremos se proporcionan con patas, en donde las paredes extremas o la división, si la hay, y una pared extrema, se proporcionan con huecos para pata, que corresponden a las patas de la parte de soporte de cilindro, en donde la parte de soporte de cilindro se coloca y posiciona a través del acoplamiento mutuo entre las patas y los huecos para pata, y se conecta mediante soldadura con las partes de cuerpo y las paredes extremas, o la división y la pared extrema El método de conformidad con cualquiera de las reivindicaciones precedentes, en donde la fabricación de las dos piezas en bruto de cuerpo, la lámina rectangular con los huecos receptores de cilindro para la formación de la parte de soporte de cilindro, y las paredes extremas y la división si la hay, se lleva a cabo con una herramienta de fonnación de piezas en bruto El método de conformidad con cualquiera de las reivindicaciones 1-9, en donde la fabricación de las dos piezas en bruto de cuerpo, la lámina rectangular con los huecos receptores de cilindro para la formación de la parte de soporte de cilindro, y las paredes extremas y la división si la hay, se lleva a cabo con un cortador láser.
El método de conformidad con cualquiera de las reivindicaciones 1-9, en donde la fabricación de las dos piezas en bruto de cuerpo, la lámina rectangular con los huecos receptores de cilindro para la formación de la parte de soporte de cilindro, y las paredes extremas y la división si la hay, se lleva a cabo con un cortador por chorro de agua Un cárter de un compresor de pistón, obtenido con el método de acuerdo con cualquiera de las reivindicaciones 1-12
El cárter de confonnidad con la reivindicación 13, Que comprende:
dos paredes extremas fabricadas a partir de lámina plana; dos partes de cuerpo fabricadas a partir de la lámina plana, que incluyen únicamente dobleces paralelos y huecos, y una parte de soporte de cilindro fabricada a partir de la lámina plana, de diseño en forma de silleta a traves de un único doblez.
El cárter de confonnidad con la reivindicación 13, en donde el cárter se proporciona con ·
dos partes de cuerpo; dos paredes extremas; y una parte de soporte de cilindro, en donde las dos partes de cuerpo cada una se fonnan a partir de una lámina plana por una operación de flexión en ángulo, cada parte de cuerpo se proporciona con una parte inferior, una parte de cárter, una parte de chaqueta de cilindro, una parte de cabeza de cilindro y una parte superior, en donde las partes se separan una de la otra por dobleces paralelos, en donde en una posición de uso del cárter la parte inferior se extiende desde un borde inferior de la misma oblicuamente hacia fuera y hacia arriba, en donde, a partir de un borde superior de la parte inferior, la parte del cárter se extiende sustancialmente verticalmente hacia arriba, en donde, a partir de un borde superior de la parte de cárter, la parte de la chaqueta de cilindro se extiende sustancialmente en dirección oblicua hacia arriba y hacia fuera, en donde, a partir de un borde superior de la parte de chaqueta de cilindro, la parte de cabeza de cilindro se extiende sustancialmente de manera oblicua hacia adentro y hacia arriba, en donde, a partir de un borde superior de la parte de cabeza de cilindro, la parte superior se extiende oblicuamente hacia adentro, sustancialmente de manera
horizontal, en donde un borde long itudinal forma el borde inferior libre de la parte inferior, y el otro
borde longitudinal foona el borde libre de la parle superior, en donde ambos bordes longitudinales se
extienden ambos en un plano imaginario, el cual en la posición de uso del carter se extiende en
dirección sustancialmente vertical, en donde la parte de soporte de cil indro se proporciona con
5 huecos receptores de cilindro, está en forma de silleta con un número limitado, preferentemente uno
o dos, de dobleces y se conecta por sus bordes circunferenciales con las partes de cuerpo y las
paredes extremas mediante soldadura robótica, y en donde las paredes extremas y las partes de
cuerpo se conectan una con la aira mediante soldadura robótica
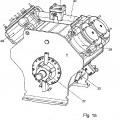
10 16. Un compresor de pistón, caracterizado porque se proporciona con un carter de acuerdo con cualquiera de
las reivindicaciones 13-15
17. El compresor de pistón de acuerdo con la reivindicación 16, en donde el compresor de pistón se
proporciona con cabezas de cilindro que se conectan con el cárter a través de pernos, y hacen ademas
15 contacto con el cárter únicamente mediante cil indros de pared delgada.
Patentes similares o relacionadas:
Núcleo de fundición y procedimiento para la fabricación de un núcleo de fundición, del 3 de Junio de 2020, de Nemak, S.A.B. de C.V: Procedimiento para la fabricación de un núcleo de fundición , que está previsto para formar un canal de refrigeración en un bloque motor […]
Núcleo de camisa de agente refrigerante, así como procedimiento para la fabricación de un bloque motor con una anchura de red fina, del 3 de Junio de 2020, de KS HUAYU AluTech GmbH: Núcleo de camisa de agente refrigerante para la fabricación de un bloque motor con anchura de red fina con al menos un núcleo base de una […]
Motor de combustión interna monocilíndrico, del 30 de Octubre de 2019, de HONDA MOTOR CO., LTD.: Un motor de combustión interna monocilíndrico, en el que se proporciona un orificio para bujía situado a caballo entre una culata de cilindro y una tapa de culata […]
Cárter de motor de combustión interna, del 16 de Octubre de 2019, de SUZUKI MOTOR CORPORATION: Un cárter de un motor de combustión interna , en que el cárter comprende: una parte de soporte del cojinete formada para ser una parte aumentada en […]
UTIL PARA MANEJO Y COLOCACIÓN DE UNA JUNTA DE MOTOR, del 29 de Julio de 2019, de MIGFRE MECÁNICA, S.L.U: 1. Útil para manejo y colocación de una junta de motor caracterizado por que comprende. - una primera pieza configurada para dar […]
Sistema de sellado de un cabezal de un motor de combustión interna con carril común externo al cabezal, del 12 de Junio de 2019, de FPT Industrial S.p.A: Culata (H) de un motor (E) de combustión interna con carril común (CR) común externo al cabezal que comprende un sistema de sellado, el carril común tiene una forma tubular […]
MOTOR DE COMBUSTIÓN INTERNA CON PISTONES OPUESTOS Y EJE DE POTENCIA CENTRAL, del 16 de Mayo de 2019, de CARRILLO LOSTAO, Luis: La presente invención proporciona un motor de combustión interna que comprende al menos un eje geométrico axial de cilindros y un eje geométrico […]
Mecanismo equilibrador para un motor de combustión interna, del 30 de Mayo de 2018, de HONDA MOTOR CO., LTD.: Un mecanismo equilibrador para un motor de combustión interna (E), incluyendo: un pistón ; un bloque de cilindro que tiene el pistón […]