Método de instalación de un doble cojinete en una pieza moldeada y rueda que comprende un doble cojinete.
Método para la instalación de un doble cojinete (4) en una pieza,
moldeada en el que dicho doble cojinete (4) comprende al menos dos unidades de cojinete que son sustancialmente similares entre sí, preferiblemente dos unidades de cojinete de bolas, en el que dicho método comprende al menos las siguientes fases:
- un doble cojinete (4) se forma mediante la disposición de dos cojinetes uno al lado de otro yuxtapuestos y mediante la colocación de un medio separador (5, 5a) que forma un espacio entre los cojinetes de tal manera que el medio separador (5, 5a) se apoya sobre la superficie exterior de borde exterior de al menos un cojinete y la parte (7) del separador del medio separador (5, 5a) está dispuesta entre las superficies laterales enfrentadas entre sí de los bordes externos de los cojinetes,
- el doble cojinete formado (4) se coloca en el molde en la posición correcta,
- una pieza se moldea con el doble cojinete (4),
caracterizado por que el medio separador (5) está dispuesto para fundirse o ablandarse al menos parcialmente y se deja que el medio separador se vuelva a solidificar a medida que la pieza se solidifica.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2010/000010.
Solicitante: KONE CORPORATION.
Nacionalidad solicitante: Finlandia.
Dirección: KARTANONTIE 1 00330 HELSINKI FINLANDIA.
Inventor/es: LINDFORS,ERIK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16C35/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 35/00 Soportes rígidos de conjuntos de cojinete; Alojamientos, p. ej. casquillos, tapas (F16C 23/00 tiene prioridad). › Montaje de cojinetes de bolas o rodillos; Su fijación dentro de un eje o de su alojamiento.
- F16C35/067 F16C 35/00 […] › Su fijación en un alojamiento (con interposición de un elemento F16C 35/07).
PDF original: ES-2509224_T3.pdf
Fragmento de la descripción:
Método de instalación de un doble cojinete en una pieza moldeada y rueda que comprende un doble cojinete
La presente invención se refiere a un método de instalación de un doble cojinete en una pieza moldeada tal como se define en el preámbulo de la reivindicación 1 y a una rueda que comprende un doble cojinete como se define en el preámbulo de la reivindicación 4.
El uso de un cojinete de bolas en ruedas sustancialmente estrechas, tal como en las poleas desviadoras utilizadas en los ascensores, en las ruedas de cojinete utilizadas en escaleras mecánicas o en otras ruedas o cojinetes de soporte correspondientes, podría crear problemas. Un problema puede surgir del hecho de que la capacidad de carga de un cojinete de bolas es limitada, de modo que un cojinete que sea innecesariamente grande debe seleccionarse en función de la capacidad de carga para que sea un cojinete de bolas, en cuyo caso también el árbol para disponer en el cojinete será innecesariamente voluminoso. Otro problema es que la pista de rodadura de un cojinete de bolas individual no es bastante recta, sino que se produce algo de tracción lateral en el cojinete de bolas y a través del mismo, entre otras cosas, un cierto desgaste extra.
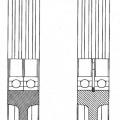
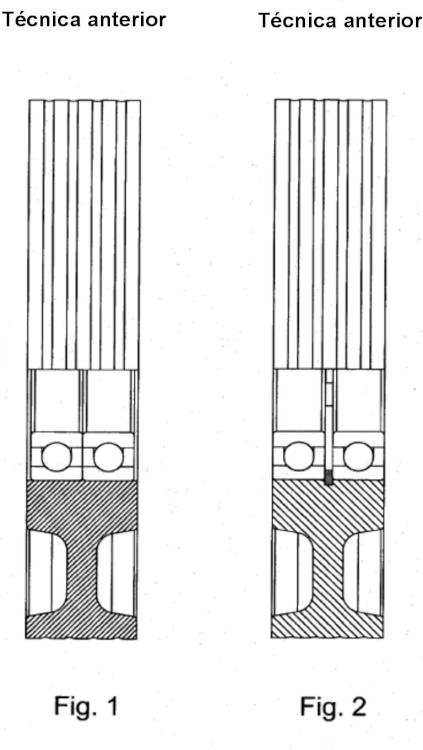
Se ha tratado de resolver el problema de la capacidad de transporte de carga y el problema de la pista de rodadura mediante la disposición de dos cojinetes de bolas yuxtapuestos como un denominado doble cojinete. La solución de la figura 1 muestra este tipo de solución de la técnica anterior, que presenta una polea desviadora moldeada provista de gargantas para cable con la parte inferior en sección transversal. Dos cojinetes de bolas similares colocados yuxtapuestos entre sí están dispuestos en el cubo de la rueda, tocándose entre sí las superficies interiores de los cojinetes de bolas. Los cojinetes se instalan en el cubo de la rueda después del moldeo o la rueda se moldea directamente alrededor de los cojinetes.
Si la instalación de los cojinetes se realiza después del moldeo, un problema es que generalmente tienen un precio caro, ya que en este caso se necesita una gran cantidad de fases de trabajo. Además, de acuerdo con las instrucciones del fabricante de cojinetes, los cojinetes especiales que se ajustan entre sí se deben usar como un doble cojinete, resultando así caros. Si no se desea utilizar cojinetes caros por razones de coste, los cojinetes se pueden seleccionar para que sean más grandes de lo normal, sin embargo, de nuevo aumenta el precio y cambian, por ejemplo, las estructuras de árbol.
Si, por otro lado, la rueda se moldea con los cojinetes, un problema que surge cuando se utilizan cojinetes normales es la tolerancia en la dirección axial, es decir, en la dirección de la anchura de los cojinetes, que puede ser tan grande que los bordes internos de los cojinetes pueden ser más anchos que los bordes externos. En este caso, por ejemplo, al hacer una rueda mediante fundición a presión, el molde de fundición a presión presiona los bordes externos de los cojinetes juntos, incluso aunque los bordes internos sean más grandes que los bordes externos. El resultado en este caso podría ser que se dañaran los cojinetes.
Se han hecho esfuerzos para resolver este problema también mediante la colocación de placas espaciadoras adecuadas en el alojamiento de cojinete para formar un espacio en el borde interior de los cojinetes antes del moldeo. La colocación de estos tipos de placas espaciadoras no fijadas en el molde antes del moldeo es, sin embargo, extremadamente incómoda en la tecnología de la fundición a presión.
La figura 2 presenta una segunda solución de acuerdo con la técnica anterior. En ella, una rueda es primeramente moldeada, después de lo cual se mecaniza un alojamiento de cojinete, y, finalmente, se mecaniza una ranura que funciona como un cierre de orificio en el centro del borde del alojamiento de cojinete. Después de esto, el anillo espaciador se coloca en su sitio y los cojinetes de bolas a ambos lados del mismo, en cuyo caso un espacio que es el espesor del anillo espaciador permanece entre las superficies interiores de los cojinetes. Este es un método técnicamente viable, aunque las numerosas fases de mecanizado hacen que la solución en la práctica sea demasiado cara de fabricar.
El documento GB 1 545 31 A describe un método para la instalación de un doble cojinete en un procedimiento de moldeo de acuerdo con el preámbulo de la reivindicación 1.
El objeto de esta invención es eliminar los inconvenientes antes mencionados y conseguir un método simple, de funcionamiento seguro y barato para la instalación de un doble cojinete en un procedimiento de moldeo. Además, el propósito de la invención es conseguir una rueda muy funcional y económica que comprenda un doble cojinete. El método de acuerdo con la invención se caracteriza por lo que se describe en la reivindicación 1. En consecuencia, la rueda de acuerdo con la invención se caracteriza por lo que se describe en la reivindicación 4. Las realizaciones preferidas de la invención se caracterizan por lo que se da a conocer en las reivindicaciones dependientes.
Algunas realizaciones de la invención también se describen en la sección descriptiva de la presente solicitud.
En la práctica, una buena solución para hacer una rueda de doble cojinete es disponer un medio separador de tipo anular entre las unidades de cojinete del doble cojinete, soportando el medio separador para la primera parte, la
unidad de cojinete por su borde exterior y para la segunda parte, las unidades de cojinete entre sí, y una separación ancha del espesor de la parte del separador de los cojinetes permanece entre las unidades de cojinete. La separación siempre está dispuesta para ser tan grande que aunque los bordes externos de las unidades de cojinete del doble cojinete estén en conexión entre sí, posiblemente a través de un medio separador muy delgado, los bordes internos de las unidades de cojinete se mantengan separados uno de otro. En la práctica, las tolerancias de las dimensiones de los bordes internos y externos de las unidades de cojinete en la dirección del árbol del cojinete establecen el espesor mínimo de la parte del separador. El medio separador es de un material que se funde parcial o totalmente en el material de la rueda o en otra pieza a moldear en relación con el procedimiento de moldeo.
La solución de acuerdo con la invención es adecuada para todos los tipos de elementos giratorios provistos de cojinetes y más particularmente, por ejemplo, para poleas desviadoras utilizadas en ascensores, ruedas de cojinetes utilizadas en escaleras mecánicas u otras ruedas y cojinetes de soporte correspondientes. Del mismo modo, en lugar de la fundición a presión descrita en la realización, otros métodos de moldeo son adecuados para su uso en la solución de acuerdo con la invención, por ejemplo, moldeo por colada de vertido.
La invención puede ser aplicada de manera ventajosa de manera que el medio separador que se interpone entre las unidades de cojinete del doble cojinete sea sustancialmente del mismo material que la pieza que se moldea con el doble cojinete.
El medio separador de un doble cojinete hecho para una rueda u otra pieza puede ser de metal, plástico o algún otro material adecuado. De preferencia, el medio separador es sustancialmente del mismo material que la pieza que se moldea, por ejemplo una rueda. Cuando se utilizan materiales termoplásticos o materiales usados de manera correspondiente, al hacer una pieza moldeada mediante un medio separador que se funde, es preferible ajustar la cantidad y la temperatura del material a moldear en correspondencia con el enfriamiento natural y / o el enfriamiento asistido de la pieza que se está fabricando de manera que el medio separador se funde de manera suficiente para formar con el material moldeado enfriado una entidad uniforme, preferiblemente sin interconexiones entre ellos, pero que el medio separador está por otra parte sin fundir y de este modo retiene durante el moldeo su capacidad de soporte de carga para colocar los cojinetes uno con respecto a otro. Por consiguiente, cuando se utiliza un material de moldeo que se solidifica químicamente o de otro modo por separado, por ejemplo con luz UV, puede ser necesario ablandar químicamente o de otro modo la superficie del medio separador que estará en el lado de la pieza. Así, de esta forma el medio separador se funde o ablanda primero, posiblemente se mezcla con o al menos forma una junta sustancialmente sin bordes con el molde y luego se vuelve a solidificar a medida que se solidifica la pieza.
Una ventaja de la solución de acuerdo con la invención es que los bordes de cojinete no se dañan en la fase de moldeo, por ejemplo, en la fundición a presión,... [Seguir leyendo]
Reivindicaciones:
1. Método para la instalación de un doble cojinete (4) en una pieza, moldeada en el que dicho doble cojinete (4) comprende al menos dos unidades de cojinete que son sustancialmente similares entre si, preferiblemente dos unidades de cojinete de bolas, en el que dicho método comprende al menos las siguientes fases:
- un doble cojinete (4) se forma mediante la disposición de dos cojinetes uno al lado de otro yuxtapuestos y mediante la colocación de un medio separador (5, 5a) que forma un espacio entre los cojinetes de tal manera que el medio separador (5, 5a) se apoya sobre la superficie exterior de borde exterior de al menos un cojinete y la parte (7) del separador del medio separador (5, 5a) está dispuesta entre las superficies laterales enfrentadas entre sí de los bordes externos de los cojinetes,
- el doble cojinete formado (4) se coloca en el molde en la posición correcta,
- una pieza se moldea con el doble cojinete (4),
caracterizado por que el medio separador (5) está dispuesto para fundirse o ablandarse al menos parcialmente y se deja que el medio separador se vuelva a solidificar a medida que la pieza se solidifica.
2. Método de acuerdo con la reivindicación 1, caracterizado por que antes del moldeo, el medio separador (5) se apoya en la superficie exterior del borde exterior de ambos cojinetes y por que la parte (7) del separador del medio separador (5) está dispuesta entre las superficies laterales que se enfrentan entre sí de los bordes externos de los cojinetes.
3. Método de acuerdo con la reivindicación 1 o 2, caracterizado por que la pieza se moldea con el doble cojinete (4) como una fundición a presión.
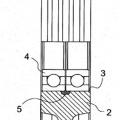
4. Rueda que comprende al menos un cubo (2), que comprende un orificio central (3), en el que está dispuesto un doble cojinete (4) de acuerdo con una de las reivindicaciones precedentes, en el que las unidades de cojinete del doble cojinete (4) se separan entre sí en la dirección axial mediante el medio separador (5, 5a) apoyado en una superficie exterior de un borde exterior de al menos un cojinete, caracterizado por que el medio separador es de un material que se funde parcial o totalmente en el material de la rueda en relación con el procedimiento de moldeo.
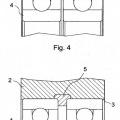
5. Rueda de acuerdo con la reivindicación 4, caracterizada por que un medio separador de tipo anular (5) está dispuesto entre las unidades de cojinete del doble cojinete (4), comprendiendo dicho medio separador un parte de soporte (6), que está adaptada para soportar las dos unidades de cojinete por su borde exterior, y una parte (7) del separador, que está adaptada para extenderse hacia el interior entre las unidades de cojinete hacia el eje de rotación de los cojinetes de tal manera que se mantiene un espacio del espesor de la parte (7) del separador entre las unidades de cojinete.
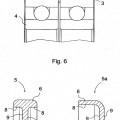
6. Rueda de acuerdo con la reivindicación 4 o 5, caracterizada por que el medio separador (5) es sustancialmente simétrico en su sección transversal y la superficie de la parte de soporte (6) del medio separador (5) en el lado de cojinete comprende superficies de soporte (8) sustancialmente en la dirección del eje de rotación de los cojinetes, una en ambos lados de la parte (7) del separador.
7. Rueda de acuerdo con la reivindicación 4, caracterizada por que un medio separador de tipo anular (5a) está dispuesto entre las unidades de cojinete del doble cojinete (4), comprendiendo dicho medio separador una parte de soporte (6), que está adaptada para soportar una de las unidades de cojinete por su borde exterior, y una parte (7) del separador, que está adaptada para extenderse hacia el interior entre las unidades de cojinete hacia el eje de rotación de los cojinetes de tal manera que se mantiene un espacio del espesor de la parte (7) del separador entre las unidades de cojinete.
8. Rueda de acuerdo con cualquiera de las reivindicaciones 4 a 7 anteriores, caracterizada por que la parte (7) del separador comprende una superficie de soporte lateral (9) en ambos lados, estando dicha superficie de soporte lateral sustancialmente en la dirección de las superficies laterales de los bordes de los cojinetes y estando adaptada para apoyarse en las superficies laterales que se enfrentan entre sí de los bordes externos de los cojinetes.
9. Rueda de acuerdo con cualquiera de las reivindicaciones 4 a 8 anteriores, caracterizada por que el alcance radial de la parte (7) del separador en la dirección de las superficies laterales de los cojinetes es más corto que el espesor del borde e)der¡ordel cojinete en la dirección radial.
1. Rueda de acuerdo con cualquiera de las reivindicaciones 4 a 9 anteriores, caracterizada por que el espesor de la parte (7) del separador es mayor que el doble de la tolerancia de anchura del cojinete.
11. Rueda de acuerdo con cualquiera de las reivindicaciones 4 a 1 anteriores, caracterizada por que el medio separador (5) es sustancialmente del mismo material que la pieza que se moldea con el doble cojinete (4).
12. Rueda de acuerdo con cualquiera de las reivindicaciones 4 a 1 anteriores, caracterizada por que el medio separador (5) está adaptado para evitar que entre material de moldeo en el espacio que hay entre las unidades de cojinete del doble cojinete (4) a través de los bordes externos de los cojinetes.
13. Rueda de acuerdo con cualquiera de las reivindicaciones 4 a 12 anteriores, caracterizada por que el medio 5 separador (5) comprende material solidificado conjuntamente con el material de moldeo de la rueda.
Patentes similares o relacionadas:
Paquete de rodamientos y herramienta de instalación, del 24 de Julio de 2019, de THE TIMKEN COMPANY: Un dispositivo para sujetar e instalar un conjunto de rodamiento, incluyendo el conjunto de rodamiento un anillo interior que tiene una […]
Soporte para tubo de centrífuga, del 17 de Abril de 2019, de Mallinckrodt Hospital Products IP Limited: Un soporte de rodamiento , incluyendo: una base ; un primer extremo abierto y un segundo extremo abierto dispuesto […]
HERRAMIENTA DE EXTRACCION E INSTALACION DE RODAMIENTOS EN MARCOS SIN IMPACTO, del 10 de Enero de 2019, de GUTIERREZ HENAO, Hernando: La invención provee un juego de herramientas para extracción e instalación de rodamientos en marcos de bicicletas o similares, por presión. Comprende una tuerca […]
Componente de inserción, por ejemplo de un robot de cocina, así como procedimiento para el montaje de un componente de inserción, del 19 de Octubre de 2018, de VORWERK & CO. INTERHOLDING GMBH: Componente de inserción , por ejemplo de un robot de cocina, con un árbol , apoyándose el árbol por medio de dos rodamientos posicionados axialmente el uno detrás […]
RODAMIENTO DE PIÑÓN DE ATAQUE, del 21 de Diciembre de 2017, de FERSA INNOVA, S.L.U: Rodamiento de piñón de ataque , que comprende una carcasa y dos rodamientos de rodillos cónicos de una hilera que están unidos entre sí por […]
Conjunto de cojinete que tiene un dispositivo antirrotación, del 21 de Septiembre de 2016, de ROLLER BEARING COMPANY OF AMERICA, INC: Conjunto de cojinete que comprende: un anillo externo de cojinete que define una superficie externa cilíndrica y una pestaña […]
RODAMIENTO DE PIÑON DE ATAQUE, del 24 de Junio de 2016, de FERSA INNOVA, S.L.U: 1. Rodamiento de piñón de ataque, del tipo de los comprendidos principalmente por una carcasa con dos rodamientos de rodillos cónicos de una hilera […]
CONJUNTO DE RODAMIENTO CON CASQUILLO DE SEGURIDAD Y SUJECIÓN AXIAL DEL ARO EXTERIOR, del 17 de Marzo de 2016, de FERSA INNOVA, S.L.U: Conjunto de rodamiento con casquillo de seguridad y sujeción axial del aro exterior Conjunto de rodamiento, con casquillo de seguridad y sujeción axial del aro exterior, […]