Procedimiento para la fabricación de una caja de embalaje de cartón ondulado.
Procedimiento para la fabricación de una caja (12) de embalaje de cartón ondulado que comprende una caja abierta que comprende:
- cuatro paredes verticales (15, 16, 17, 18);
- un fondo horizontal (19);
- una tapa (20) que comprende unas solapas (22) dispuestas para encolarse sobre la periferia superior de la caja abierta; y
- una placa (1, 10) de ajuste de cartón destinada a la sujeción de una carga (13), y que comprende un panel central (2) con una dimensión un poco inferior a la sección horizontal de la caja abierta, comprendiendo dicho panel central (2) dos primeras solapas (3, 4) opuestas respectivamente unidas a dos bordes periféricos (6) correspondientes mediante unas ranuras de marcado, y al menos dos segundas solapas (11) opuestas, que forman una lengüeta, respectivamente unidas a los otros dos bordes periféricos (7, 8) de dicho panel mediante unas ranuras de marcado, siendo las primeras y las segundas solapas capaces de cooperar por fricción con las paredes internas de la caja abierta,
el procedimiento comprende las siguientes etapas:
- se lleva a la placa de ajuste sobre la caja abierta previamente formada y cargada;
- se introduce con fuerza la placa dentro de la caja abierta en contacto con la carga;
- se presionan las primeras solapas contra la cara interna de la pared de la caja abierta en la periferia superior de la caja;
- se pliegan con fuerza los extremos de las primeras solapas hacia el interior de la caja horizontalmente a dicha periferia superior,
caracterizado porque comprende las siguientes etapas:
- se encolan los bordes de la tapa; y
- se presiona esta última contra los bordes superiores de la caja abierta aplastando el extremo de las solapas, lo que implica el bloqueo de la carga por compresión entre la placa y el fondo de la caja.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/001319.
Solicitante: SAVOYE.
Nacionalidad solicitante: Francia.
Dirección: Société Anonyme 18 Boulevard des Goergets 21000 Dijon FRANCIA.
Inventor/es: MICHAUD,JEAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B55/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 55/00 Conservación, protección o purificación de paquetes o de conjunto paquete-contenido (embalando en condiciones atmosféricas o gaseosas especiales B65B 31/00; dispositivos para colocar hojas, tapones o zunchos de protección alrededor del contenido B65B 61/22). › Metido del contenido en un material antigolpes, p. ej. espuma plástica, sustancia granular.
- B65B7/28 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › aplicando cierres separados preformados, p. ej. cubiertas, capuchones.
- B65D5/50 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › Elementos internos de soporte o protección de contenidos (elementos formados por plegado hacia el interior de un lado que se prolonga desde un extremo de un cuerpo tubular, y rodeándolo de forma continua B65D 5/06; compartimientos B65D 5/48).
- B65D5/64 B65D 5/00 […] › Cubiertas.
PDF original: ES-2455218_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una caja de embalaje de cartón ondulado La presente invención se refiere a la fabricación de una caja de embalaje de cartón ondulado para el transporte de una carga, que comprende una caja abierta que comprende cuatro paredes verticales y un fondo horizontal, una tapa que comprende unas solapas encoladas sobre la periferia superior de la caja y una placa de ajuste de cartón destinada a la sujeción de la carga.
Ya se conocen cajas de embalaje que permiten el transporte de objetos de forma diferente y aleatoria, en particular en el campo de la venta por correspondencia véase, por ejemplo, el documento WO 03/037716.
Los diferentes tipos de objeto tanto en cantidad como en forma conllevan dificultades a la hora de bloquear estos objetos dentro de la caja, la cual solo puede tener unas dimensiones estandarizadas.
Así pues, se han podido idear diferentes modos de realización del bloqueo de los objetos en el interior de la caja.
Se conocen, en particular, los sistemas que permiten bloquearlos mediante su inserción dentro de unas películas plásticas termoformadas.
Este tipo de dispositivos presentan, sin embargo, algunos inconvenientes y, en particular, precisan una instalación de termoformado compleja y que puede provocar daños potenciales de los productos que hay que envasar dado el empleo de calor.
También se conocen los sistemas que utilizan virutas de poliestireno y/o simplemente papeles arrugados.
Este tipo de sistemas no son eficaces, precisan mucha mano de obra y generan una gran cantidad de residuos.
La presente invención pretende resolver estos inconvenientes y encuentra una aplicación especialmente importante, aunque no exclusiva, en el campo de la venta por correspondencia y, de manera más particular, de aparatos y/o de objetos para uso médico.
Esta se aplica de manera especialmente eficaz para el empaquetado de grandes series, por ejemplo más de quinientas unidades por día.
La presente invención propone, por lo tanto, una caja y un aparato de embalaje que responde mejor que los anteriormente conocidos a las necesidades prácticas, en particular, porque permite un bloqueo de la carga de forma eficaz por medio de una cuña que no está encolada, pero que se adaptada a todas las formas de productos que hay que calzar dentro de la caja garantizando una perfecta sujeción.
La cuña que se utiliza es de cartón ondulado, es un material limpio y no contaminante, reciclable, que no mancha y que puede tener, según la tipología de los productos pesados, ligeros, duros, una constitución o una forma diferente tanto en lo que se refiere a su espesor como a su número de acanaladuras (corrugado por doble cara, corrugado de reducido grosor, etc.) .
Con el diseño de la caja según la invención y con el aparato correspondiente, la operación de ajuste se puede realizar de forma automática, lo que permite minimizar los costes de forma considerable, al ser el material de la cuña (cartón ondulado) bastante menos caro que el que se utiliza en la mayor parte de las otras tecnologías como las mencionadas con anterioridad (adición de materiales de bloqueo o de ajuste mediante película retráctil, por ejemplo) .
Con este objetivo, la presente invención propone un procedimiento según la reivindicación 1.
Dicho de otro modo, la invención permite obtener una caja de embalaje con una carga dentro de una caja como la que se ha descrito con anterioridad, en la cual las primeras solapas están dispuestas para presentar una altura superior a la altura de las paredes cuando se presiona el panel de la placa contra la carga previamente introducida dentro de la caja abierta, y dicha placa de ajuste se presiona con fuerza dentro de la caja abierta, para que esté en contacto, por un lado, con dicha carga y, por el otro lado, quede bloqueada con fuerza por la cara interna de la tapa.
En unos modos de realización ventajosos se recurre, además, a una u otra de las siguientes disposiciones:
-cada primera solapa está constituida por una aleta rectangular de una altura superior a 2/3 de la altura de la caja
abierta; -cada primera solapa tiene una anchura superior o igual a 1/3 de la anchura de la caja abierta; -el panel central comprende dos segundas solapas en forma de lengüeta por lado; -las ranuras de marcado son únicamente unas líneas de inicio del plegado, que conservan una gran resistencia en elasticidad.
En otras palabras, las ranuras de marcado son simplemente unos pre-pliegues, que permiten ayudar a que el cartón se pliegue en ese punto en caso de que se ejerza una fuerza sobre este último, al contrario que las líneas de plegado propiamente dichas, más profundas:
-el espesor del cartón ondulado es del orden de 3 mm.
La invención se entenderá mejor con la lectura de la descripción que viene a continuación de unos modos de realización que se describen a continuación, de forma no limitativa, en referencia a las figuras:
La figura 1 es una vista en planta de una placa de ajuste utilizada según un primer modo de realización de la invención.
La figura 2 es una vista en planta de un segundo modo de realización de una placa de ajuste que se puede utilizar según la invención.
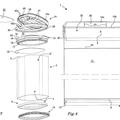
La figura 3 muestra una vista parcialmente despiezada, una caja según el modo de realización de la invención que se describe de manera más particular.
La figura 4 es una vista en sección de una caja según un modo de realización de la invención.
La figura 5 es una vista esquemática lateral que muestra los diferentes puestos de un aparato según el modo de realización de la invención que se describe aquí de manera más particular.
La figura 1 muestra una placa de ajuste 1 según un primer modo de realización de la invención, de cartón ondulado, con un espesor, por ejemplo, de 3 mm.
Esta comprende un panel central rectangular 2 que comprende dos primeras solapas 3 rectangulares, unidas a los bordes periféricos respectivos 4 y 5 opuestos al panel central 2 mediante unas ranuras de marcado 6.
Las primeras solapas 3 presentan una altura A dispuesta para que sea superior a una atura determinada A0, siendo A0, por ejemplo, igual a 1/3, a 1/2 o a 2/3 de la altura de la caja abierta que se describirá a continuación.
El panel central 2 comprende, además, en cada uno de sus otros dos bordes opuestos 7 y 8, dos segundas solapas 9 idénticas, rectangulares, de pequeñas dimensiones que forman una lengüeta.
En un modo ventajoso de realización, los lados periféricos 4 y 5 del panel central tienen, por ejemplo, una anchura de 30 cm, por ejemplo de 296 mm, mientras que los bordes periféricos 7 y 8 de dicho panel tienen una anchura de 450 mm, por ejemplo de 446 mm.
Las primeras solapas son del orden de 160 mm de alto y de 150 mm de ancho, estando por su parte repartidas las solapas pequeñas de forma regular a ambos lados en el borde periférico 7 y 8, enfrentadas, quedando alejadas del borde de 50 mm, presentando al mismo tiempo una anchura de 20 mm y una altura de 80 mm.
Se trata, en este caso, de un modo específico de realización, no limitativo, especialmente interesante en el campo de los envasados de dimensiones relativamente pequeñas que se utilizan en el ámbito de los productos médicos y, en particular, en el campo odontológico.
La figura 2 muestra otro modo de realización de una placa de ajuste 10 según la invención.
De aquí en adelante se utilizarán los mismos números de referencia para designar los mismos elementos o elementos similares.
La placa 10 comprende un panel central 2 y unas primeras solapas 3 como se ha descrito en referencia a la figura 1. Esta, por el contrario, únicamente comprende dos lengüetas laterales 11 en estos dos lados opuestos 7 y 8, extendiéndose dichas lengüetas por la mayor parte de la periferia, por ejemplo por una octava parte o una sexta parte de la longitud de los bordes periféricos correspondientes 7 y 8.
En las figuras 3 y 4 se representan una caja abierta y una caja según el modo de realización de la invención que se describe aquí de manera más particular.
La figura 4 muestra, en particular, en sección una caja de embalaje 12 de cartón ondulado para el transporte de una carga 13, comprendiendo dicha caja una caja abierta 14 que comprende cuatro paredes verticales (véase la figura 3) 15, 16, 17 y 18, y un fondo horizontal 19.
La caja 12 comprende, además, una tapa 20 conocida en sí misma que comprende un panel rectangular de cubierta 21 y cuatro solapas laterales 22 unidas a dichos paneles de cubierta 21 mediante unas líneas de plegado 23.
La caja 12 comprende, además, la placa 1 de ajuste... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una caja (12) de embalaje de cartón ondulado que comprende una caja abierta que comprende:
-cuatro paredes verticales (15, 16, 17, 18) ; -un fondo horizontal (19) ; -una tapa (20) que comprende unas solapas (22) dispuestas para encolarse sobre la periferia superior de la caja abierta; y -una placa (1, 10) de ajuste de cartón destinada a la sujeción de una carga (13) , y que comprende un panel central (2) con una dimensión un poco inferior a la sección horizontal de la caja abierta, comprendiendo dicho panel central (2) dos primeras solapas (3, 4) opuestas respectivamente unidas a dos bordes periféricos (6) correspondientes mediante unas ranuras de marcado, y al menos dos segundas solapas (11) opuestas, que forman una lengüeta, respectivamente unidas a los otros dos bordes periféricos (7, 8) de dicho panel mediante unas ranuras de marcado, siendo las primeras y las segundas solapas capaces de cooperar por fricción con las paredes internas de la caja abierta,
el procedimiento comprende las siguientes etapas:
- se lleva a la placa de ajuste sobre la caja abierta previamente formada y cargada; -se introduce con fuerza la placa dentro de la caja abierta en contacto con la carga; -se presionan las primeras solapas contra la cara interna de la pared de la caja abierta en la periferia superior de la caja; -se pliegan con fuerza los extremos de las primeras solapas hacia el interior de la caja horizontalmente a dicha periferia superior,
caracterizado porque comprende las siguientes etapas:
- se encolan los bordes de la tapa; y -se presiona esta última contra los bordes superiores de la caja abierta aplastando el extremo de las solapas, lo que implica el bloqueo de la carga por compresión entre la placa y el fondo de la caja.
2. Procedimiento según la reivindicación 1, caracterizado porque cada primera solapa (3) está constituida por una aleta rectangular de una altura A superior a 2/3 de la altura ac de la caja abierta.
3. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque cada primera solapa (3) tiene una anchura superior o igual a 1/3 de la anchura de la caja abierta.
4. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque el panel central (2) comprende dos segundas solapas (9) en forma de lengüeta por lado.
5. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque las líneas de marcado son únicamente unas líneas de inicio del plegado, que conservan una gran resistencia en elasticidad.
6. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque el espesor del cartón ondulado es del orden de 3 mm.
A A
Patentes similares o relacionadas:
MÁQUINA PARA DECORAR TAPAS DE ENVASES, del 25 de Junio de 2020, de TECOMSA MAQUINARIA INDUSTRIAL DEL LEVANTE, S.L.U: 1. Máquina para decorar tapas de envases que está caracterizada porque comprende un chasis que aloja una cinta transportadora que alimenta a una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Procedimiento para el llenado aséptico de bolsas, del 8 de Abril de 2020, de Scholle IPN Corporation: Un procedimiento para llenar una bolsa aséptica que comprende los pasos de: - proporcionar una bolsa , incluyendo la bolsa un cuerpo que tiene una pluralidad […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Miembro de obturación con lengüeta, laminado para cortar con troquel el miembro de obturación con lengüeta a partir del mismo y un método de fabricación del miembro de obturación con lengüeta, del 15 de Enero de 2020, de SELIG SEALING PRODUCTS, INC.: Un miembro de obturación con lengüeta para unirse con un borde que rodea una abertura de recipiente, comprendiendo el miembro de obturación con lengüeta : […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Elemento de cierre, del 27 de Noviembre de 2019, de Save-Ty Can Cap B.V: Unidad de cierre para una abertura de paso de flujo de un recipiente de bebida , comprendiendo la unidad de cierre: - […]