Dispositivo para la fabricación de un refuerzo en un tubo de plástico.
Procedimiento para la fabricación de un refuerzo en un tubo de plástico (1),
que comprende los siguientes pasos: previsión de un tubo de plástico (1) con, al menos, un punto de conexión (2) para la conexión a otro tubo de plástico (3) o a otra pieza de unión, presentando el punto de conexión (2) una zona de obturación y aplicación de un refuerzo sobre el punto de conexión (2) en la zona de obturación que se suelda mediante la acción del calor al punto de conexión (2) y que evita, en gran medida o por completo, un arrastramiento del plástico del punto de conexión (2) en la zona de obturación.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/010890.
Solicitante: Siegfried Meyer Bakum GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Hansatal 2 49456 Bakum ALEMANIA.
Inventor/es: KRIEGER, HUBERT, HETZNER,CLAUS, SHAFFER,WILLIAM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/02
- B29C53/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › de tubos (para moldeo por soplado B29C 49/00).
- B29C53/80 B29C 53/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C63/10 B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › alrededor de objetos tubulares.
- B29C65/00 B29C […] › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C65/10 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando gases calientes.
- B29C65/16 B29C 65/00 […] › Rayos láser.
- F16L21/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 21/00 Empalmes con manguito o casquillo (F16L 13/00, F16L 17/00, F16L 19/00 tienen prioridad; empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00; especialmente adaptados para tubos de materiales frágiles F16L 49/00). › con segmentos de estanqueidad elásticos entre el tubo y el manguito o entre el tubo y el casquillo, p. ej. con segmentos rodantes u otros segmentos perfilados prefabricados (F16L 21/06, F16L 21/08 tienen prioridad; si la posibilidad de regulación se considera esencial F16L 27/00).
- F16L25/00 F16L […] › Estructura o detalles de empalmes de tubos no previstos por, o con un interés distinto que, los grupos F16L 13/00 - F16L 23/00 (/entryReference> F16L 27/00; con medios para cortar la corriente de fluido F16L 29/00; del tipo de acción rápida F16L 37/00; para tubos de doble pared o de canales múltiples F16L 39/00; disposiciones de conexión u otros accesorios de conexión especialmente adaptados para estar hechos de materiales plásticos o para ser utilizados con tubos en materias plásticas F16L 47/00; especialmente adaptados para tubos de materiales frágiles F16L 49/00).
- F16L33/18 F16L […] › F16L 33/00 Dispositivos para empalmar las mangas a órganos rígidos; Empalmes rígidos para mangas, p. ej. elementos unitarios que enlazan simultáneamente en dos mangas (empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00). › caracterizados por el empleo de medios de estanqueidad adicionales.
- F16L9/06 F16L […] › F16L 9/00 Tubos rígidos. › Tubos ondulados.
PDF original: ES-2310759_T3.pdf
Fragmento de la descripción:
Dispositivo para la fabricación de un refuerzo en un tubo de plástico La presente invención se refiere a un dispositivo para la fabricación de un refuerzo en un tubo de plástico.
En el estado de la técnica se conocen procedimientos y dispositivos para la fabricación de manguitos reforzados en tubos de plástico como, por ejemplo, por el documento WO 03/040604. Así, por el documento DE 101 52 604 A1 se conoce la posibilidad de colocar un tubo de plástico con un extremo en un mandril de apoyo y girarlo junto con el 10 mandril de apoyo alrededor de su eje longitudinal, aplicándose por extrusión durante el giro una capa de plástico en una zona del manguito del tubo preformada que moldea un manguito reforzado en el tubo de plástico. Este procedimiento provoca concretamente un refuerzo del tubo de plástico frente a cargas estáticas únicas. Sin embargo, apenas se consigue un refuerzo frente a cargas estáticas continuas, con la consecuencia de que también se evita un desplazamiento del plástico. Una carga continua de este tipo se produce, sobre todo, en la zona de obturación de manguitos cuando se ha introducido otro tubo de plástico en el manguito y una junta anular presiona desde el interior con una gran presión contra el manguito. Esta presión puede causar a la larga un arrastramiento del tubo de plástico, con la consecuencia de fugas en la zona de manguitos.
Por consiguiente, el objetivo de la presente invención consiste en poner a disposición un dispositivo para la 20 fabricación de un refuerzo en un tubo de plástico, en el que se proporcione una resistencia mejorada frente a cargas continuas, a fin de evitar una deformación del tubo de plástico.
Este objetivo se cumple gracias a un dispositivo de acuerdo con la reivindicación 1. Las reivindicaciones dependientes se refieren a configuraciones ventajosas de la invención.
Los ejemplos de realización de la invención se explican a continuación con mayor detalle por medio de los siguientes dibujos:
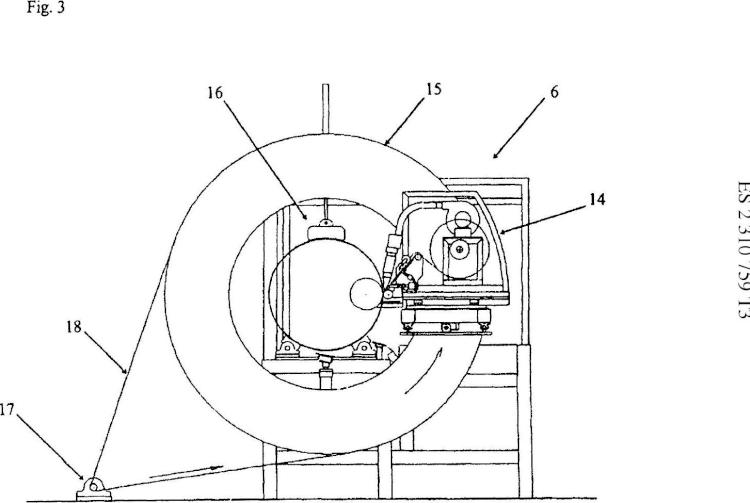
La figura 1 muestra un tubo de plástico con un manguito reforzado; 30 La figura 2 muestra un primer ejemplo de realización de un dispositivo para la fabricación de un refuerzo en un tubo de plástico; La figura 3 muestra un segundo ejemplo de realización de un dispositivo para la fabricación de un refuerzo en un tubo de plástico; La figura 4 muestra un tercer ejemplo de realización de un dispositivo para la fabricación de un 35 refuerzo en un tubo de plástico; La figura 5 muestra un cuarto ejemplo de realización de un dispositivo para la fabricación de un refuerzo en un tubo de plástico; La figura 6 muestra una sección aumentada del primer o bien del segundo ejemplo de realización; La figura 7 muestra una sección aumentada del tercer o bien del cuarto ejemplo de realización;
La figura 8 muestra un mecanismo para el apoyo y el giro de un tubo de plástico para el primer o bien el tercer ejemplo de realización; Las figuras 9 y 10 muestran un dispositivo de acuerdo con la invención; La figura 11 muestra un manguito reforzado de acuerdo con la presente invención; La figura 12 muestra un dispositivo de acuerdo con la presente invención que está dispuesto más abajo 45 de una instalación de tubo ondulado con extrusionadora.
En este caso los dispositivos mostrados en las figuras 2 â?" 8 no son realizaciones de acuerdo con la invención.
En la figura 1 se representa un tubo de plástico 1 con una pared exterior ondulada y una pared interior lisa. El tubo 50 de plástico 1 presenta un manguito o bien un punto de conexión 2 para la unión a otro tubo de plástico 3, estando impermeabilizado el punto de conexión 2 por medio de una junta 4. En la zona de la junta 4, el punto de conexión 2 del tubo de plástico 1 presenta una banda de refuerzo 5 que no sólo ofrece un refuerzo frente a cargas estáticas únicas, sino también un refuerzo frente a cargas estáticas continuas, a fin de evitar una arrastramiento del punto de conexión 2 en la zona de la junta 4.
La banda de refuerzo 5 se compone de plástico, especialmente de plástico termoplástico, por ejemplo, el material del tubo de plástico, polietileno de alta densidad (HDPE) o polipropileno (PP) , y comprende uno o varios materiales de refuerzo que presentan una alta y permanente resistencia a la tracción, especialmente fibras naturales, fibras plásticas, hilos plásticos, fibras de vidrio, fibras de lámina estratificada de fibras de vidrio, fibras de Kevlar, fibras de 60 carbono, fibras metálicas o alambres metálicos. En este caso resulta especialmente ventajoso utilizar hilos simples o trenzados de estos materiales de refuerzo o bien tejidos de estos materiales de refuerzo. Sobre todo el tejido metálico liso ha demostrado ser un material de refuerzo especialmente apropiado, ya que el tejido metálico no sólo presenta una alta y permanente resistencia a la tracción, sino que también genera una presión superficial relativamente reducida contra el tubo de plástico, de manera que se evita un corte cuando el material de refuerzo se 65 aplica con tensión inicial en el tubo de plástico.
Los materiales de refuerzo se orientan ventajosamente en dirección longitudinal de la banda de refuerzo y pueden estar aplicados por un lado en el plástico de la banda de refuerzo. No obstante, resulta ventajoso si los materiales de refuerzo están pegados por capas a ambos lados al plástico o bien están incluidos en el mismo. Gracias a los materiales de refuerzo propuestos se consigue una resistencia a cargas estáticas continuas hasta ahora no lograda, de manera que puede evitarse un arrastramiento del plástico de tubos en la zona de obturación de manguitos. En este caso, el empleo de cables de acero trenzados y tejidos metálicos resulta especialmente ventajoso. Por consiguiente, es posible garantizar una impermeabilización permanente en tubos de plástico con diámetros por encima de 2 metros.
La banda de refuerzo 5 puede estar enrollada una vez alrededor del punto de conexión 2, uniéndose entre sí el comienzo y el extremo de la banda de refuerzo 5. No obstante, resulta ventajoso enrollar la banda de refuerzo varias veces de forma superpuesta -como se indica en la figura 13 -, a fin de conseguir un efecto de parada automática. En este caso, la banda de refuerzo 5 puede estar enrollada de forma helicoidal y/o solapada alrededor del punto de conexión 2, estando la zona final de la banda de refuerzo enrollada soldada directamente al punto de conexión o a la bobina situada por debajo de la banda de refuerzo 5. Ventajosamente, la banda de refuerzo 5 se suelda al punto de conexión 2 mediante acción del calor.
La banda de refuerzo 5 puede aplicarse en el punto de conexión 2 a través del procedimiento de soldadura por recubrimiento descrito a continuación.
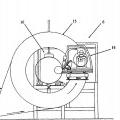
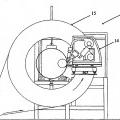
La figura 2 muestra un primer ejemplo de realización de un dispositivo 6 para la fabricación de una banda de refuerzo en un tubo de plástico 1. En la parte izquierda de la figura 2 se representa un dispositivo de alimentación 7 donde un tubo de plástico pasa, con ayuda de unos brazos de palanca 8, a la posición de trabajo 9 del dispositivo 6 de acuerdo con la invención que está representado en el centro de la figura 2. Alternativamente a los brazos de palanca 8 mostrados en la figura 2, también puede utilizarse un transportador de elevación transversal. El tubo de plástico 1 se sujeta en la posición de trabajo 9 mediante rodillos de apoyo 10, 11, así como mediante rodillos de apriete superiores 12, accionándose el rodillo de apoyo 11 por medio de un motor 13, a fin de poder girar el tubo de plástico 1. El dispositivo 6 presenta además un mecanismo para transportar una banda de refuerzo 5 y un mecanismo para soldar la banda de refuerzo 5 al tubo de plástico 1, estando dotados ambos en la figura 2 del mismo número de referencia 14.
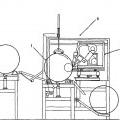
En la figura 2, los mecanismos 14 están dispuestos de forma fija en el dispositivo 6, consiguiéndose el enrollado de la banda de refuerzo 5 mediante uno o varios giros del tubo de plástico 1. No obstante, como se muestra en la figura 3, también es posible pasar los mecanismos una o varias veces alrededor del tubo de plástico 1, permaneciendo el tubo de plástico 1 fijado en un dispositivo de apriete 16. Este movimiento de giro de los mecanismos 14 puede conseguirse girando los mismos con ayuda de una corona giratoria o bien un rotor 15 que se acciona por medio de un motor 17. En la figura 3, el rotor 15 está unido al motor 17 a través de una correa trapezoidal o bien una banda de accionamiento 18. No obstante, también cabe la posibilidad de colocar el motor 17 directamente en el dispositivo 6, engranando un piñón colocado en el motor directamente con dientes en el perímetro exterior del rotor 15.
En esta forma de realización, los mecanismos... [Seguir leyendo]
Reivindicaciones:
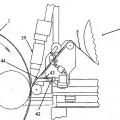
1. Dispositivo para la fabricación de un refuerzo en un tubo de plástico (1) , con un dispositivo de sujeción para la sujeción de un tubo de plástico que presenta, al menos, un punto de conexión (2) para la unión a otro tubo de plástico (3) o a otra pieza de unión, comprendiendo el dispositivo un mecanismo para el transporte de una banda de refuerzo (5) de plástico y uno o varios materiales de refuerzo (47) , así como un mecanismo para el enrollado de la banda de refuerzo (5) en el punto de conexión del tubo de plástico, especialmente en la zona de obturación del punto de conexión, y presentando el dispositivo un equipo de láser (58)
a) para la plastificación del tubo de plástico (1) y de la banda de refuerzo (5) , uniéndose entre sí el tubo de plástico (1) y la banda de refuerzo (5) mediante rodillos de apriete (40, 41) , b) para el corte de la banda de refuerzo (5) y c) para la soldadura de la zona final de la banda de refuerzo (5) a la zona inicial de la banda de refuerzo (5) .
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado por que el mecanismo para el enrollado de la banda de refuerzo (5) resulta apropiado para girar el tubo de plástico (1) relativamente con respecto al mecanismo para el transporte de la banda de refuerzo y especialmente por que presenta, al menos, dos cilindros de apoyo (10, 11) en los que se apoya el tubo de plástico, accionándose al menos uno de los cilindros de apoyo por medio de un motor (13) , especialmente un servomotor.
3. Dispositivo de acuerdo con una de las reivindiaciones anteriores, caracterizado por que el mecanismo para el enrollado de la banda de refuerzo presenta una guía o un rotor (15) con cuya ayuda puede girarse el mecanismo para el transporte de la banda de refuerzo mediante un motor, especialmente un motor eléctrico o bien un servomotor, siendo posible realizar este movimiento especialmente de forma reversible, de manera que al comenzar un ciclo, el mecanismo para el transporte de la banda de refuerzo puede retroceder a la posición inicial.
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el dispositivo presenta un equipo de láser (58) que está dispuesto de forma fija con respecto al mecanismo para el transporte de la banda de refuerzo y que provoca que la banda de refuerzo se pueda soldar al punto de conexión, de manera que sólo la zona interior de la banda de refuerzo y la zona del punto de conexión, a la que debe soldarse esta zona interior de la banda de refuerzo, se plastifica y se funde, antes de llevar a cabo la soldadura.
5. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el dispositivo presenta 35 un rodillo perfilado (40) con el que se puede calibrar y/o alisar la banda de refuerzo aplicada.
6. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el dispositivo no presenta un aparato de refrigeración ni un mandril de apoyo que apoye el punto de conexión desde el interior del tubo de plástico.
7. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el dispositivo comprende un control computarizado especialmente para controlar el movimiento de giro, la separación de la banda de refuerzo y la soldadura, así como, en su caso, para transportar o bien retirar automáticamente el tubo tratado.
Patentes similares o relacionadas:
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]