Procedimiento para la estampación de lados de bobinas de un arrollamiento de estator.
Procedimiento para la estampación de varias series de bobinas (96) para un arrollamiento de estator (18),
caracterizado porque la pluralidad de lados de la bobina (96) se disponen en una serie de ranuras (90), en el que se transforma con una fuerza (F), cuya dirección de la fuerza presenta un ángulo (a) con relación a la serie de ranuras (90), que es mayor que cero, de manera que todos los lados de las bobinas en la zona de las ranuras se transforman de la manera más uniforme posible.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/071417.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: KREUZER, HELMUT, HENNE,Martin, PFLUEGER,Klaus, SCHWARZKOPF,Christoph, HERBOLD,Klaus, DIDRA,Steffen.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H02K15/04 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de arrollamientos, antes de su montaje en las máquinas (aislamiento de arrollamientos H02K 15/10, H02K 15/12).
PDF original: ES-2525169_T3.pdf
Fragmento de la descripción:
Procedimiento para la estampación de lados de bobinas de un arrollamiento de estator Estado de la técnica Durante el diseño de la geometría de la ranura en el lado del estator de máquinas eléctricas, el factor de llenado eléctrico, es decir, el cociente de la superficie de cobre con respecto a la superficie de la ranura es un parámetro decisivo para la descripción de la capacidad de potencia o bien del grado de actuación del sistema general. Los procedimientos de fabricación habituales, como por ejemplo el procedimiento de retracción posibilitan valores de 40 % hasta máximo 50 % de relleno eléctrico.
Para el incremento adicional de estos valores se pueden compactar los alambres en la zona de la ranura por medio de un proceso de estampación, ver por ejemplo el documento WO-2001053254 A1. De esta manera se puede conseguir la zona de más del 60 % de relleno eléctrico en las ranuras del estator. Si se tienen en cuenta determinadas dependencias constructivas supuestas (por ejemplo, realización compacta de las cabezas de arrollamientoâ?) , entonces se puede generar con poco empleo de material más potencia eléctrica en volumen de construcción pequeño.
Durante la aplicación técnica del proceso de estampación tienen una importancia decisiva determinadas condiciones marginales: Así, por ejemplo, los cruces de alambre en la zona de la ranura pueden conducir a aplastamientos con sección transversal fuertemente reducida, que conducen en el funcionamiento a través de una resistencia óhmica elevada a recalentamientos locales con las consecuencias correspondientes.
Se posibilitan factores de relleno eléctrico especialmente a través de relleno mecánico alto en las herramientas de estampación, por lo que teniendo en cuenta las tolerancias posibles del alambre, se pretende un relleno de la ranura de estampación próxima al 100 %. No obstante, esto presupone que todos los alambres son deformados de la manera más uniforme posible en la zona de la ranura.
En el caso de selección desfavorable de la dirección de estampación, esta condición previa no se cumple. Si se estampa el alambre en dirección radial (en la dirección de la altura de la ranura) , entonces se deforma el alambre, que está en contacto con la estampa de estampación, en una medida sobreproporcionalmente fuerte en comparación con el alambre en el fondo de la ranura de estampación, porque la presión de estampación no se distribuye de una manera uniforme dentro de la ranura debido a fricción mecánica y otras influencias. Se conoce a partir de los documento DE 10 2007 034 322 A1, DE10 2005 048 094 A1 y EP 1 578 002 A1 transformar lados de bobinas en una serie de ranuras y con un ángulo cero con respecto a la serie de ranuras, De manera puramente calculada, se ajuste en la estampa de estampación un relleno de la ranura de estampación mayor que 100 %. Como consecuencia, se desplaza cobre en la dirección longitudinal del alambre a las cabezas de arrollamiento y, por lo tanto, a la zona no activa electromagnéticamente. El alambre no se puede estampar de esta manera óptimamente.
Publicación de la invención Descripción de los dibujos La invención se explica en detalle a continuación a modo de ejemplo con la ayuda de las figuras. En este caso:
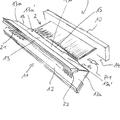
La figura 1 muestra una sección longitudinal a través de una máquina eléctrica.
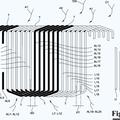
La figura 2 muestra una serie de alambres redondos o bien lados de bobinas, que deben transformarse con flancos paralelos.
La figura 3 muestra una serie de alambres anteriormente redondos, que han sido transformados con flancos paralelos y han sido insertados después del aislamiento en una ranura.
La figura 4 muestra una serie de alambres redondos o bien de lados de bobinas, que deben ser transformados de forma trapezoidal.
La figura 5 muestra dos semiseries de alambres redondos o bien de lados de bobinas, que deben transformarse con flancos paralelos.
La figura 6 muestra cuatro semiseries o bien dos semiseries completas de alambres redondos o bien de lados de bobinas con número par de lados de bobinas, que deben ser transformados de forma trapezoidal.
La figura 7 muestra cuatro series parciales o bien dos series enteras divididas de alambres redondos o bien de lados de bobinas con número/serie impar de lados de bobinas, que deben ser transformados en forma trapezoidal.
La curva envolvente representada en las figuras representa el contorno a conseguir de las series después de la transformación.
Formas de realización de la invención En la figura 1 se representa una sección longitudinal a través de una máquina eléctrica 10, aquí configurada en la realización como generador o bien como generador de corriente alterna para automóviles. Esta máquina eléctrica 10 presenta, entre otras cosas, una carcasa 13 de dos partes, que está constituida por una primera placa de cojinete 13.1 y por una segunda placa de cojinete 13.2. La placa de cojinete 13.1 y la placa de cojinete 13.2 reciben en sí un llamado estator 16, que está constituido, por una parte, por un hierro de estator 17 esencialmente en forma de anillo circular, en cuyas ranuras dirigidas radialmente hacia dentro y que se extienden axialmente, está insertado un arrollamiento de estator 18. Este estator 16 en forma de anillo rodea con su superficie ranurada dirigida radialmente hacia dentro un rotor 20, que está configurado como rotor de polos de garras. El rotor 20 está constituido, entre otras cosas, por dos pletinas de polos de garras 22 y 23, en cuya periferia circunferencial están dispuestos unos linguetes de polos de garras 24 y 25 que se extienden, respectivamente, en dirección axial. Ambas pletinas de polos de garras 22 y 23 están dispuestas en el rotor 20 de tal forma que sus linguetes de polos de garras 24 y 25, respectivamente, que se extienden en dirección axial, alternan entre sí en la periferia del rotor 20. De esta manea resultan espacios intermedios magnéticamente necesarios entre los linguetes polares de garras 24 y 25 magnetizados en sentido opuesto, que se designan como espacios intermedios de polos de garras. El rotor 20 está alojado de forma giratoria por medio de un árbol 27 y, respectivamente, un rodamiento 28 que se encuentra sobre un lado respectivo del rotor en las placas de cojinete 13.1 y 13.2 respectivas.
El rotor 20 presenta, en general, dos superficies frontales axiales, en las que, respectivamente, está fijado un ventilador 30. Este ventilador 30 está constituido esencialmente por una sección en forma de placa o bien en forma de disco, desde la que parten unas palas de ventilador de manera conocida. Estos ventiladores 20 sirven para posibilitar a través de orificios 40 en las placas de cojinete 13.1 y 13.2 un intercambio de aire entre el lado exterior de la máquina eléctrica 10 y el espacio interior de la máquina eléctrica 10. A tal fin, los orificios 30 están previstos en los extremos axiales de las placas de cojinete 13.1 y 13.2, a través de los cuales se aspira aire de refrigeración por medio de los ventiladores en el espacio interior de la máquina eléctrica 10. Este aire de refrigeración es acelerado a través de la rotación de los ventiladores 30 radialmente hacia fuera, de manera que éste puede entrar a través de la cortina de arrollamiento 45 permeable al aire de refrigeración. A través de este efecto se refrigera la cortina de arrollamiento 45. El aire de refrigeración adopta después de pasar a través de la cortina de arrollamiento 45 o bien después de circular alrededor de esta cortina de arrollamiento 45 un camino radialmente hacia fuera, a través de orificios no representados en esta figura 1.
En la figura 1 sobre el lado derecho se encuentra una caperuza de protección 47, que proteger diferentes componentes contra influencias del medio ambiente. De esta manera, esta caperuza de protección 47 cubre, por ejemplo, un llamado componente de anillo de fricción 49, que sirve para alimentar a un arrollamiento de excitación 51 con corriente de excitación. Alrededor de este componente de anillo de fricción 49 está dispuesto un cuerpo de refrigeración 53, que actúa aquí como cuerpo de refrigeración positivo. Como el llamado cuerpo de refrigeración negativo actúa la placa de cojinete 13.2. Entre la placa de cojinete 13.2 y el cuerpo de refrigeración 53 está dispuesta una placa de conexión 56, que sirve para conectar los diodos negativos 58 dispuestos en la placa de cojinete 13.2 y los diodos positivos no mostrados aquí en esta representación en el cuerpo de refrigeración 53 entre sí y de este modo representar un circuito de puente conocido en sí.
Descripción del transformador En la figura 2 se representa una serie de ranuras 90 de alambres redondos 93 o bien de lados de bobinas 96, que deben transformarse con... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la estampación de varias series de bobinas (96) para un arrollamiento de estator (18) , caracterizado porque la pluralidad de lados de la bobina (96) se disponen en una serie de ranuras (90) , en el que se transforma con una fuerza (F) , cuya dirección de la fuerza presenta un ángulo (α) con relación a la serie de ranuras (90) , que es mayor que cero, de manera que todos los lados de las bobinas en la zona de las ranuras se transforman de la manera más uniforme posible.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque los lados de las bobinas (96) están dispuestos en varias series parciales (110) , en el que varias series parciales (110) forman una serie de ranuras (90) .
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque los lados de las bobinas (96) están 10 dispuestos en varias series parciales (110) , en el que varias series parciales (110) forman una serie de ranuras (90) y por cada ranura (99) están previstas varias series de ranuras (90) .
4. Procedimiento de acuerdo con la reivindicación 2 ó 3, caracterizado porque las series parciales (110) de una serie de ranuras (90) presentan un número diferente de lados de bobinas (96) .
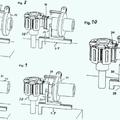
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las series parciales 15 (110) son estampadas en cámaras de estampación (102) separadas unas de las otras.
6. Estator con un arrollamiento de estator (18) , que está fabricado de acuerdo con una de las reivindicaciones 1 a 4.
7. Máquina eléctrica (10) con un estator (16) de acuerdo con la reivindicación 6.
Patentes similares o relacionadas:
Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o de rotores de máquinas eléctricas, del 1 de Enero de 2020, de Elmotec Statomat Vertriebs GmbH: Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o rotores de máquinas eléctricas, […]
Estátor o rotor para máquinas eléctricas y método para su fabricación, del 11 de Diciembre de 2019, de Elmotec Statomat Vertriebs GmbH: Método para la fabricación de un estátor o rotor para máquinas eléctricas con un devanado ondulado distribuido, cuyos alambres se forman continuamente […]
Procedimiento para producir una bobina para un generador de una instalación de energía eólica, del 4 de Diciembre de 2019, de VENSYS ENERGY AG: Procedimiento para producir una bobina para un generador de una instalación de energía eólica, la cual se forma a partir de diferentes cuerdas conductoras […]
Método y dispositivo para aislar los cabezales de bobinado de una estera de devanado ondulado, del 23 de Octubre de 2019, de Aumann Espelkamp GmbH: Método para aislar los cabezales de bobinado de una estera de bobinado ondulado , en el que se proporciona una estera de bobinado ondulado con una pluralidad […]
 Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Dispositivo de bobinado ondulado y procedimiento para fabricar un bobinado ondulado, del 17 de Julio de 2019, de Aumann Espelkamp GmbH: Dispositivo de bobinado ondulado que comprende: un dispositivo de alimentación que proporciona al menos un alambre de bobinado a través de […]
 Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
 Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]
Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]