Procedimiento para crear una unión con clavo entre al menos dos piezas a unir.
Procedimiento para establecer una unión con clavo entre al menos dos piezas (1,
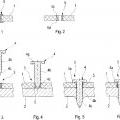
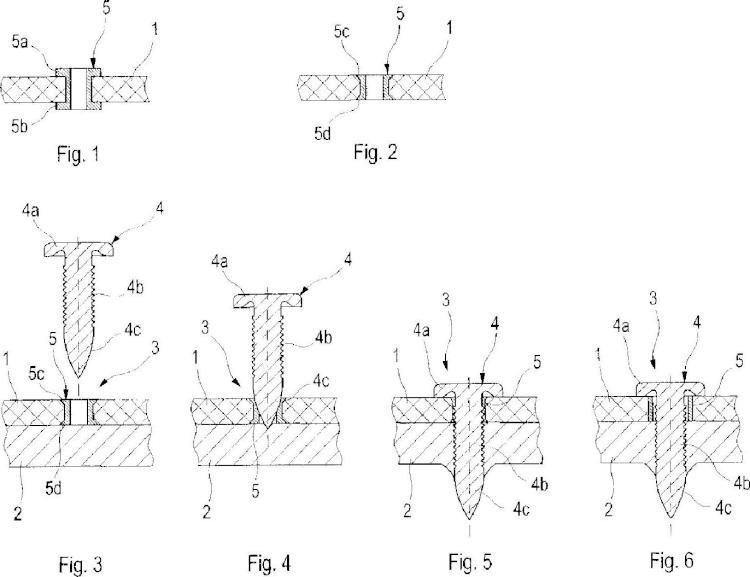
2) a unir en una zona (3) de unión por medio de un clavo (4), que posee una cabeza (4a) de clavo, una espiga (4b) de clavo y una punta (4c) de clavo, en el que el clavo (4) es hincado en las piezas (1, 2) a unir superpuestas y la punta (4c) del clavo atraviesa completamente las dos piezas (1, 2) a unir con deformación plástica de la pieza (2) a unir opuesta a la cabeza del clavo en la zona (3) de unión, caracterizado porque
- la pieza (1) a unir del lado de la cabeza del clavo se construye con un material poroso,
- en la zona (3) de unión de la al menos una pieza (1) a unir del lado de la cabeza del clavo se embute al menos un casquillo (5, 8) de guía del clavo y porque
- el clavo (4) es hincado en el casquillo (5, 8) de guía del clavo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11006741.
Solicitante: AUDI AG.
Nacionalidad solicitante: Alemania.
Dirección: 85045 INGOLSTADT ALEMANIA.
Inventor/es: HUSSMANN,DOMINIK DR, SCHLEGELMILCH,ROBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16B19/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 19/00 Bulones sin rosca; Pasadores incluyendo aquellos que se deforman (en ensambladuras atornilladas F16B 29/00 ); Remaches (medios para impedir que se salgan F16B 21/00). › Bulones, clavijas o piezas similares que se clavan por disparo en construcciones de hormigón, paredes metálicas o análogas por medio de herramientas de clavar que funcionan por detonación (herramientas para este uso B25C, B27F).
- F16B5/04 F16B […] › F16B 5/00 Unión de hojas o placas bien sea entre ellas, o bien a bandas o barras paralelas a ellas (por pegado F16B 11/00; uniones por clavijas F16B 13/00; pasadores incluyendo elementos deformables F16B 19/00; revestimientos de las paredes E04F 13/00; fijación de las placas, carteles, tableros o paneles a estructuras de soporte, fijación de elementos fácilmente separables p. ej. letras a las placas, carteles, tableros o paneles, G09F 7/00). › por remachado (remaches F16B 19/04).
PDF original: ES-2486681_T3.pdf
Fragmento de la descripción:
Procedimiento para crear una unión con clavo entre al menos dos piezas a unir
El invento se refiere a un procedimiento según el preámbulo de la reivindicación 1 para la creación de una unión con clavo entre al menos dos piezas a unir.
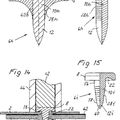
A través del documento DE 10 2006 002 238 A1 se conoce un procedimiento de esta clase, que utiliza un clavo, que posee una cabeza de clavo con una ranura anular prevista debajo del lado inferior de la cabeza, con una espiga de clavo y una punta de clavo. Para el establecimiento de una unión con clavo entre al menos dos piezas no perforadas a unir se introduce el clavo por medio de un aparato de aplicación con alta velocidad en las piezas a unir, esencialmente de manera axial y sin rotación, de tal manera, que la punta del clavo y la espiga del clavo penetren en las piezas a unir hasta que la cabeza del clavo asiente en el lado superior de la pieza a unir formando con ello en el lado superior de la pieza a unir una acumulación de material, que sobresale hacia la ranura anular del lado inferior de la cabeza del clavo, y en el lado inferior de la pieza a unir opuesta a la cabeza del clavo una expulsión de material con forma de cráter, que sobresale en la dirección opuesta a la cabeza del clavo.
Este procedimiento, conocido como unión con alta velocidad, posee, sin embargo, una serie de inconvenientes, que limitan de manera no despreciable su campo de aplicación. Si por ejemplo, se establece una unión con clavo entre dos piezas a unir no perforadas de las que la pieza a unir del lado de la cabeza del clavo es de un material poroso como por ejemplo material plástico reforzado con fibra de vidrio o material colado, se constatan consecuencias negativas tanto desde el puntos de vista de la resistencia del material utilizado, de la calidad de la unión, de las propiedades de fallo, como también desde el punto de vista de las propiedades de corrosión, ya que, por ejemplo en un material plástico reforzado con fibra de vidrio se cortan y destruyen las fibras con el clavo hincado.
Este procedimiento tampoco puede ser utilizado sin más para la unión de piezas a unir previamente perforadas, ya que con frecuencia el diámetro del orificio previo es demasiado grande. Se dispone de un orificio previo, por ejemplo, debido a la construcción o, cuando en el caso de una reparación es preciso retirar un medio de unión, como por ejemplo un tornillo, un remache o análogo.
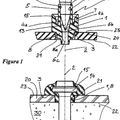
Por razones de una exposición completa se remite al documento WO 2006/019786 A1, que describe un caquillo de guía del clavo para el montaje de tableros de yeso y cartón a listones de pared. Este casquillo de guía del clavo se introduce junto con un clavo o un tornillo en el tablero de yeso y cartón hasta que el casquillo de guía del clavo asiente en el listón de pared, sirviendo con ello como distanciador para el clavo hincado o para el tornillo atornillado.
Además, en el documento AU 486 273 B2 se describe un clavo junto con un casquillo de guía del clavo, que posee un cuello en el lado del borde para su utilización en un fijador de pernos por impacto para la fijación de una escuadra de chapa a una superficie de montaje. Para la fijación de esta escuadra se coloca el casquillo de guía del clavo con su cuello sobre la superficie de montaje y la escuadra se coloca por medio de un orificio por encima del casquillo de guía del clavo. A continuación se introduce el clavo en el caquillo de guía del clavo y se clava por medio del fijador de pernos por impacto, con lo que se presiona al mismo tiempo la parte de casquillo con forma de cuello del casquillo de guía del clavo contra la escuadra.
Además, el documento FR 2 610 375 A1 describe un casquillo de guía del clavo con un cuello en el lado de su borde para la fijación de una placa de aislamiento a una pared soporte, por ejemplo una pared de hormigón, por medio de un clavo. Este casquillo de guía del clavo se clava por medio de fijador de pernos por impacto junto con el clavo en un tablero de aislamiento y en la pared soporte de tal modo, que el casquillo de guía del clavo asiente, por un lado, con el cuello en el tablero de aislamiento y, por otro, frontalmente en la pared soporte y que el clavo, más largo que el casquillo de guía del clavo penetre en la pared soporte.
Finalmente, a través del documento DE 43 39 840 A1 se conoce un elemento de fijación con forma de clavo, cuya espiga es rodeada en una parte de su longitud por un casquillo ranurado longitudinalmente. Por medio de un elemento de fijación de esta clase se clava por medio de un fijador de pernos por impacto en materiales de alojamiento duros, como hormigón, obra de fábrica, etc., una pieza de sujeción de material plástico prevista para un cable.
El objeto del invento es por ello perfeccionar un procedimiento de esta clase de tal modo, que abarque un espectro amplio de aplicaciones y, en especial, se eviten los inconvenientes mencionados, sin que los costes de fabricación de una unión de esta clase aumente esencialmente.
Este problema se soluciona con un procedimiento con las características de la reivindicación 1.
Este procedimiento para establecer una unión con clavo entre al menos dos piezas a unir en una zona de unión con un clavo, que posee una cabeza de clavo, una espiga de clavo y una punta de clavo, en el que el clavo se hinca en piezas a unir superpuestas y en el que la punta del clavo atraviesa en la zona de unión completamente la dos piezas a unir con deformación plástica de la pieza a unir opuesta a la cabeza del clavo, se caracteriza según el invento porque la pieza a unir del lado de la cabeza del clavo se fabrica con un material quebradizo, porque en la zona de
unión de al menos la pieza a unir del lado de la cabeza se aloja un casquillo de guía del clavo y porque el clavo es hincado en el casquillo de guía del clavo.
Con este procedimiento según el invento se pueden ampliar las ventajas de la unión con alta velocidad, es decir la sencillez y la rapidez, es decir procesos de corta duración, a aquellas aplicaciones para las que, en caso contrario, ya no sería aplicable este procedimiento.
Una primera aplicación se refiere a la unión de una pieza a unir de material plástico reforzado con fibra de vidrio con al menos una pieza a unir metálica, con preferencia no perforada, por ejemplo de aluminio. Para ello se Introduce el casquillo de guía del clavo como pieza embutida en la pieza a unir del lado de la cabeza del clavo, que es de un material plástico reforzado con fibra de vidrio, con preferencia por laminado o por encapsulado. Una pieza de material plástico a unir de esta clase se coloca después sobre la menos otra pieza a unir y se une con la al menos otra pieza a unir al hincar el clavo en el casquillo de guía del clavo y en la al menos otra pieza a unir
Con una pieza embutida, con preferencia de metal, de esta clase en una pieza de material plástico a unir se eliminan los inconvenientes debidos a la rotura de las fibras del material plástico, que se producirían en caso contrario al hincar directamente un clavo en una pieza de material plástico a unir de esta clase. Con el alojamiento de un casquillo de guía del clavo de esta clase como pieza embutida en el material plástico de la pieza a unir, discurren las fibras alrededor de esta pieza embutida, de manera, que al hincar el clavo a través de este casquillo de guía del clavo ya no pueden ser destruidas las fibras. Con ello es posible unir piezas a unir tanto de materiales plásticos quebradizos, como también de materiales colados con este procedimiento según el invento, sin que se produzca un debilitamiento de la pieza a unir en la zona de la unión, conservando con ello sus propiedades y obteniendo una gran resistencia de la unión.
En una configuración del invento se puede construir la pieza embutida con un diámetro Interior menor que el diámetro de la espiga del clavo, de manera, que al hincar el clavo se ensanche esta pieza embutida creando un efecto de aprisionamiento grande.
De acuerdo con otra configuración del Invento puede poseer la pieza embutida un diámetro interior equivalente al diámetro de la espiga o ligeramente mayor que el diámetro de la espiga, con lo que la pieza de material plástico a unir es aprisionada entre la cabeza del clavo y la al menos una pieza a unir opuesta a la cabeza del clavo.
De acuerdo con un perfeccionamiento del invento es especialmente ventajoso, que este casquillo de guía del clavo posea, como pieza embutida, tanto en su extremo del lado de la cabeza del clavo, como también en el extremo opuesto a la cabeza del clavo, un cuello a modo de una cabeza plana, que sobresalga radlalmente y que asiente en la pieza unir. Con ello se obtiene un anclaje seguro de un casquillo de guía del clavo de esta... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para establecer una unión con clavo entre al menos dos piezas (1, 2) a unir en una zona (3) de unión por medio de un clavo (4), que posee una cabeza (4a) de clavo, una espiga (4b) de clavo y una punta (4c) de clavo, en el que el clavo (4) es hincado en las piezas (1, 2) a unir superpuestas y la punta (4c) del clavo atraviesa completamente las dos piezas (1, 2) a unir con deformación plástica de la pieza (2) a unir opuesta a la cabeza del clavo en la zona (3) de unión, caracterizado porque
- la pieza (1) a unir del lado de la cabeza del clavo se construye con un material poroso,
- en la zona (3) de unión de la al menos una pieza (1) a unir del lado de la cabeza del clavo se embute al menos un casquillo (5, 8) de guía del clavo y porque
- el clavo (4) es hincado en el casquillo (5, 8) de guía del clavo.
2. Procedimiento según la reivindicación 1, caracterizado porque el diámetro Interior del casquillo (5, 8) de guía del clavo es menor que el diámetro de la espiga (4b) del clavo.
3. Procedimiento según la reivindicación 1, caracterizado porque el diámetro interior del casquillo (5) de guía del clavo equivale al diámetro de la espiga (4b) del clavo o es mayor que él.
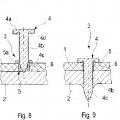
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el casquillo (5) de guía del clavo posee en su extremo del lado de la cabeza del clavo un cuello (5a), que sobresale radialmente y que asienta en la pieza (1) a unir del lado de la cabeza del clavo.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el casquillo (5) de guía del clavo posee en su extremo opuesto a la cabeza del clavo un cuello (5b), que sobresale radialmente y que asienta en la pieza (1) a unir del lado de la cabeza del clavo.
6. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el casquillo (5) de guía del clavo posee al menos en el lado de la cabeza del clavo un extremo (5c, 5d) a modo de cabeza embutida.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la unión con clavo se establece con una pieza (2) a unir no perforada opuesta a la cabeza del clavo
8. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la unión con clavo se establece con una pieza (1) a unir del lado de la cabeza del clavo de material plástico reforzado con fibra de vidrio.
9. Procedimiento según la reivindicación 8, caracterizado porque el casquillo (5) de guía del clavo se lamina o encapsula en la pieza (1) a unir como pieza embutida durante la fabricación de la pieza (1) a unir del lado de la cabeza del clavo.
10. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque en la pieza (1) del lado de la cabeza del clavo se crea un orificio (6) previo para la Introducción del casquillo (5) de guía del clavo.
11. Procedimiento según la reivindicación 10, caracterizado porque el diámetro del orificio (6) previo y el diámetro exterior del casquillo (5) de guía del clavo se compaginan de tal modo, que el casquillo (5) de guía del clavo pueda ser introducido con presión en el orificio (6) previo.
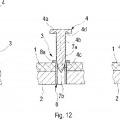
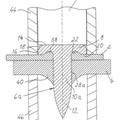
12. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque
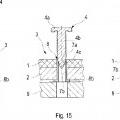
- en la zona (3) de unión de las piezas (1, 2) a unir se crea siempre un orificio (7a, 7b) previo y porque
- en los orificios (7a, 7b) alineados se introduce un casquillo (8) de guía del clavo, que se extiende sobre la altura de las piezas (1, 2) a unir superpuestas, equivaliendo el diámetro exterior del casquillo (8) de guía del clavo esencialmente al diámetro de los orificios (7a, 7b) previos.
13. Procedimiento según la reivindicación 12, caracterizado porque el casquillo (8) de guía del clavo posee en su extremo del lado de la cabeza del clavo un cuello (8a), que sobresale radialmente y que asienta en la pieza (1) a unir del lado de la cabeza del clavo.
14. Procedimiento según la reivindicación 12, caracterizado porque el casquillo (8) de guía del clavo posee en su extremo opuesto a la cabeza del clavo un cuello (8b), que sobresale radialmente y que asienta en la pieza (2) a unir opuesta a la cabeza del clavo.
Patentes similares o relacionadas:
Placa de base para embridado de conducciones, del 26 de Junio de 2019, de UNEX APARELLAJE ELECTRICO S.L.: Placa de base para embridado de conducciones, dicha placa de base siendo de material plástico sintético y apta para ser fijada a un paramento mediante […]
Bulones roscados, del 3 de Octubre de 2018, de HILTI AKTIENGESELLSCHAFT: Bulón roscado con una sección de fijación , con una sección de ataque de la carga , en la que está dispuesta una rosca , y con una cabeza […]
Sistema de fijación, del 21 de Diciembre de 2016, de HILTI AKTIENGESELLSCHAFT: Combinación de una pieza añadida y de un sistema de fijación para la fijación de una pieza añadida a un objeto de ajuste por […]
Elemento de conexión, aplicación y método, del 22 de Junio de 2016, de ARNOLD UMFORMTECHNIK GMBH & CO. KG: Elemento de conexión para la conexión al menos de dos piezas de trabajo entre sí, con - un vástago , - un cabezal de elemento de conexión que sobresale […]
 Procedimiento para establecer una unión con clavos, así como clavo para ello, del 12 de Noviembre de 2014, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Procedimiento para establecer una unión entre dos piezas constructivas en una región de ensamblaje mediante un clavo (6a-i), que presenta una cabeza de clavo […]
Procedimiento para establecer una unión con clavos, así como clavo para ello, del 12 de Noviembre de 2014, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Procedimiento para establecer una unión entre dos piezas constructivas en una región de ensamblaje mediante un clavo (6a-i), que presenta una cabeza de clavo […]
 CONJUNTO FORMADO POR UNA PLACA DE BASE Y UNA CLAVIJA DE SUJECION, del 16 de Febrero de 2010, de SOCIETE DE PROSPECTION ET D'INVENTIONS TECHNIQUES SPIT: Conjunto formado, por un lado, por una placa de base para sujetar un componente a un sustrato, que incluye medios para recibir una clavija de sujeción y medios […]
CONJUNTO FORMADO POR UNA PLACA DE BASE Y UNA CLAVIJA DE SUJECION, del 16 de Febrero de 2010, de SOCIETE DE PROSPECTION ET D'INVENTIONS TECHNIQUES SPIT: Conjunto formado, por un lado, por una placa de base para sujetar un componente a un sustrato, que incluye medios para recibir una clavija de sujeción y medios […]
 PROCEDIMIENTO PARA ESTABLECER UNA UNION CON CLAVOS, ASI COMO CLAVO PARA ELLO, del 27 de Noviembre de 2009, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Procedimiento para establecer una unión entre dos piezas constructivas en una región de ensamblaje mediante un clavo (6a-i), que presenta una […]
PROCEDIMIENTO PARA ESTABLECER UNA UNION CON CLAVOS, ASI COMO CLAVO PARA ELLO, del 27 de Noviembre de 2009, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Procedimiento para establecer una unión entre dos piezas constructivas en una región de ensamblaje mediante un clavo (6a-i), que presenta una […]
 DISPOSITIVO DE FIJACION MURAL, del 21 de Julio de 2010, de ISOFIX, S.L.: 1. Dispositivo de fijación mural, para fijar tubos a paredes mediante abrazaderas, caracterizado porque está constituido por un solo cuerpo hueco de configuración […]
DISPOSITIVO DE FIJACION MURAL, del 21 de Julio de 2010, de ISOFIX, S.L.: 1. Dispositivo de fijación mural, para fijar tubos a paredes mediante abrazaderas, caracterizado porque está constituido por un solo cuerpo hueco de configuración […]