Procedimiento de capsulado que permite realizar el cierre inviolable de un recipiente.
Procedimiento de capsulado de un recipiente en el que se suministra un recipiente (10) provisto de un cuello (11)y una cápsula (30) de sobretaponado que comprende un faldón,
de metal embutido o de material plástico,cubriéndose el cuello de dicho recipiente con dicha cápsula y se pega dicha capsula sobre dicho cuello, después sequita dicho recipiente provisto de su cápsula, en el que, para obtener un cierre inviolable de dicho recipiente,
a) se selecciona dicho faldón de tal manera que comprende, en al menos una parte de su superficie interior, unazona revestida (31), recubierta por un material adhesivo;
b) después de haber colocado dicho faldón sobre dicho cuello, se fija dicho faldón sobre el cuello por engaste otermorretracción según la naturaleza de dicha cápsula;
c) dicho material adhesivo es un material plástico sellable en caliente;
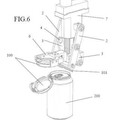
d) después de haber fijado dicho faldón sobre dicho cuello, se pega localmente dicho faldón sobre dicho cuello,ejerciendo una fuerza de compresión sobre dicho faldón, a nivel de al menos una parte de dicha zona revestida,denominada "zona de compresión", con la ayuda de una herramienta externa, cuya parte activa se desplaza, enmovimiento relativo normalmente a la superficie de dicho cuello a nivel de la zona de compresión, siendo aplicadadicha fuerza de compresión de tal manera que se obtiene un contacto íntimo, sin formación de pliegues, de dichofaldón con dicho cuello, en dicha zona de compresión, con un bajo riesgo de deslizamiento en un plano tangencial adicha superficie de contacto;
e) mientras se mantiene dicha fuerza de comprensión, se calienta dicha zona de compresión, de manera que dichomaterial plástico sellable en caliente alcance la temperatura de sellado, superior a 45ºC, preferentemente superior a60ºC, más preferentemente superior a 75ºC;
f) después se detiene el calentamiento, se anula dicha fuerza de compresión y se libera el cuello de dichaherramienta externa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/001325.
Solicitante: Amcor Flexibles Capsules France.
Nacionalidad solicitante: Francia.
Dirección: 17, PLACE DES REFLETS LA DEFENSE 2 92400 COURBEVOIE FRANCIA.
Inventor/es: GRANGER, JACQUES, LUCLANL,ANDRÉ, PAINTENDRE,JOHANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B67B5/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B67 APERTURA Y CIERRE DE BOTELLAS, TARROS O RECIPIENTES ANALOGOS; MANIPULACION DE LIQUIDOS. › B67B COLOCACION DE ELEMENTOS DE CIERRE A BOTELLAS, TARROS O RECIPIENTES SIMILARES; APERTURA DE RECIPIENTES CERRADOS (dispositivos de apertura o cierre fijados o incorporados en los recipientes o en los cierres de los mismos B65D). › B67B 5/00 Aplicación de tapas protectoras o decorativas sobre los cierres; Dispositivos para fijar los cierres de botellas con alambre (tetinas equipadas de dispositivos para fijar a los biberones A61J 11/04). › Aplicación de cubiertas protectoras o decorativas sobre los cierres, p. ej. formadas in situ.
PDF original: ES-2446665_T3.pdf
Fragmento de la descripción:
Procedimiento de capsulado que permite realizar el cierre inviolable de un recipiente La invención se refiere al campo de las cápsulas de sobretaponado de recipientes o botellas que contienen en particular vinos, alcoholes, aperitivos y, de manera general, cualquier bebida alcohólica. Se refiere más particularmente a las cápsulas de sobretaponado dotadas de medios antifraude.
Se conocen ya numerosas cápsulas de sobretaponado destinadas a recubrir el cuello de una botella ya obturado por un tapón. Algunas cápsulas de sobretaponado, destinadas a sobretaponar las botellas de vinos espumosos tales como los champanes, son unos capuchones muy finos obtenidos por rodamiento de un faldón metálico o metaloplástica (de grosor típicamente inferior o igual a 50 !m) y después por soldadura o termosellado de un tapón sobre el faldón. Estos capuchones son colocados sobre el cuello de una botella obturada por un tapón. Su faldón se pliega después, típicamente según 4 pliegues, para ser pegada contra el cuello. La patente FR 2 835 510 de la solicitante describe un medio antifraude particularmente bien adaptado a este tipo de cápsula de sobretaponado, que resulta de la introducción de un "punto de cola" entre la parte superior del tapón y el tapón del capuchón: aunque el faldón pueda también ser desplegado con bastante facilidad, el tapón -que comprende en general un sello fiscal y/o el logotipo de la bebida contenida- es destruido sistemáticamente durante la desprendimiento de la cápsula.
Un número muy grande de otras cápsulas de sobretaponado, destinadas a sobretaponar algunas botellas de vinos, alcoholes o licores, son unas piezas metálicas más gruesas, de grosor típicamente superior o igual a 60 !m. Estas cápsulas son unas piezas que comprenden un tapón y un faldón ligeramente cónicos y que son en general obtenidas por embutición-estirado de un disco recortado en una banda metálica. Durante la operación denominada de "capsulado", estas son colocadas sobre el cuello de una botella ya obturada por un tapón y son engarzadas, típicamente por engaste sobre un contraanillo de vidrio presente en la superficie exterior del cuello de la botella. La patente europea EP 1 397 297, que pertenece también a la solicitante, describe un sistema de cierre con un medio antifraude más particularmente adaptado a este tipo de cápsula de sobretaponado. En esta patente, el cuello de la botella presenta en su superficie exterior no sólo un contraanillo de engaste sino también una ranura. Una parte del faldón, la que está enfrente de la ranura cuando la cápsula cubre el cuello, comprende, en todo o parte de su superficie interior, un material adhesivo para formar una capa adhesiva apta para adherirse a toda o parte de dicha ranura. Después de la deformación durante el capsulado, el faldón comprende una parte en forma de anillo estrechado en la ranura y todo o parte del anillo estrechado se adhiere a la ranura, gracias a la capa adhesiva. De tal manera, cualquier intento de separación fraudulenta de la cápsula conlleva la ruptura de la cápsula y en particular del anillo estrechado en la ranura, lo que hace visible dicho intento de fraude.
Sin embargo, la solicitante ha constatado que el encolado al menos parcial del faldón metálico sobre el cuello de vidrio durante la operación de capsulado parecía muy difícil, incluso imposible de realizar en condiciones industriales satisfactorias, es decir respetando los ritmos habituales de capsulado de las botellas, a saber de 10.000 a 20.000 botellas por hora. Se debe evitar en particular cualquier adhesivo polimerizable en frío tal como un cianoacrilato, ya que basta con una mala dosificación puntual, debido simplemente a un desvío de funcionamiento apenas perceptible (taponado progresivo de conductos compensado por un aumento de la presión de inyección del adhesivo, etc.) para que aparezcan súbitamente unos "derrames" sobre la pared exterior de la botella capsulada, aparición cuyas consecuencias pueden ser catastróficas en la cadena de envasado.
La solicitante se ha fijado por lo tanto como objetivo definir un procedimiento industrial de capsulado que integra la realización de un sistema de cierre inviolable que permita obtener una adhesión de la cápsula de sobretaponado sobre el cuello de la botella suficientemente fuerte para hacer imposible cualquier retirada de la cápsula que no entrañara la destrucción de esta, y esto sin aumentar el riesgo de deterioro de la línea de envasado ni disminuir de manera sensible los ritmos industriales de fabricación.
Un objeto según la invención es un procedimiento de capsulado de un recipiente según la reivindicación 1.
En el ámbito de esta invención, se equipa de una cápsula que comprende al menos un faldón que es sensiblemente cilíndrico, o más bien ligeramente cónico. Esta cápsula no comprende obligatoriamente un tapón, es decir una pared transversal. Sin embargo, aunque no es obligatorio, la invención encuentra su interés cuando la cápsula desempeña una función de sobretaponado: el recipiente está ya tapado por un tapón de uso permanente, por ejemplo un tapón con cabeza, y se le recubre con una cápsula de sobretaponado, cuya pared transversal retiene dicho tapón de uso permanente. Esta cápsula sirve en particular de control de primera apertura: para acceder a dicho tapón, es necesario en primer lugar destruir dicha cápsula. En el ámbito de la presente invención, se refiere a las cápsulas de sobretaponado metálicas embutidas, típicamente de aleación de estaño o de aluminio, que recubren la mayoría de las botellas para bebidas de alta graduación alcohólica, así como a los manguitos de material plástico que, preferentemente, para desempeñar la función de sobretaponado, tienen una pared transversal que recubre al menos parcialmente dicho tapón de uso permanente. Ventajosamente, el material plástico de estos manguitos es termorretráctil. Por el contrario, el presente procedimiento es menos adecuado para los tapones de sobretaponado, utilizados habitualmente recubrir las botellas de vinos espumosos, por ejemplo las botellas de champán, en particular cuando sus faldones se obtienen por rodamiento-soldadura, ya que las condiciones del contacto íntimo
entre el cuello y el faldón sobre toda la circunferencia, indispensable para evitar los riesgos de fusión local del faldón son, debido a los pliegues convencionales efectuados sobre este tipo de tapón, más difíciles de obtener.
Según la invención, dicho faldón comprende, en al menos una parte de su superficie interior, una zona denominada "zona de revestimiento", recubierta de un material plástico sellable en caliente. Utilizando tal material, se evitan los riesgos de fuerte adhesión después del contacto a temperatura ambiente, que pueden conllevar un deterioro total e irreversible de la línea de envasado. Se entiende por material plástico sellable en caliente un material plástico que, cuando se pone en contacto a temperatura ambiente, presenta, con el material del recipiente, típicamente de vidrio o un material plástico, y los materiales de la cadena de envasado, una adherencia nula o baja y reversible con dichos materiales pero que, cuando se lleva a una cierta temperatura, denominada temperatura de sellado, en general ligeramente inferior a la temperatura de fusión o a la temperatura de transición vítrea, presenta, después de volver a temperatura ambiente, una adherencia fuerte e irreversible con el material del recipiente. Esta adherencia es fuerte e irreversible en el sentido en el que, a temperatura ambiente, para destruir el ensamblaje así realizado, es necesario imponer una fuerza que genera una ruptura en el interior de uno de los materiales pero no en su superficie.
En el ámbito de la invención, la temperatura de sellado del material es superior a 45ºC, preferentemente superior a 60ºC, más preferentemente superior a 75ºC. Dicho material tiene una fuerte viscosidad a la temperatura ambiente pero, a dicha temperatura de sellado, su viscosidad baja y su tensión de superficie se vuelve tal que dicho material se adapta íntimamente al relieve de la superficie al contacto de la cual se encuentra. Como la operación es reversible, esta temperatura de sellado debe ser suficientemente elevada para que un despegado por calentamiento a una temperatura relativamente baja sea difícil de realizar, es decir para que el despegado no pueda ser realizado con unos medios rudimentarios, típicamente un secador de pelo o una pistola de calor, sino únicamente con un dispositivo que contiene unos medios potentes de calentamiento que permiten concentrar una fuerte energía en una fracción de segundo sobre una zona localizada precisamente, presentando la realización y el desarrollo de tal dispositivo un obstáculo técnico y... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de capsulado de un recipiente en el que se suministra un recipiente (10) provisto de un cuello (11) y una cápsula (30) de sobretaponado que comprende un faldón, de metal embutido o de material plástico, cubriéndose el cuello de dicho recipiente con dicha cápsula y se pega dicha capsula sobre dicho cuello, después se quita dicho recipiente provisto de su cápsula, en el que, para obtener un cierre inviolable de dicho recipiente,
a) se selecciona dicho faldón de tal manera que comprende, en al menos una parte de su superficie interior, una zona revestida (31) , recubierta por un material adhesivo;
b) después de haber colocado dicho faldón sobre dicho cuello, se fija dicho faldón sobre el cuello por engaste o termorretracción según la naturaleza de dicha cápsula;
c) dicho material adhesivo es un material plástico sellable en caliente;
d) después de haber fijado dicho faldón sobre dicho cuello, se pega localmente dicho faldón sobre dicho cuello, ejerciendo una fuerza de compresión sobre dicho faldón, a nivel de al menos una parte de dicha zona revestida, denominada "zona de compresión", con la ayuda de una herramienta externa, cuya parte activa se desplaza, en movimiento relativo normalmente a la superficie de dicho cuello a nivel de la zona de compresión, siendo aplicada dicha fuerza de compresión de tal manera que se obtiene un contacto íntimo, sin formación de pliegues, de dicho faldón con dicho cuello, en dicha zona de compresión, con un bajo riesgo de deslizamiento en un plano tangencial a dicha superficie de contacto;
e) mientras se mantiene dicha fuerza de comprensión, se calienta dicha zona de compresión, de manera que dicho material plástico sellable en caliente alcance la temperatura de sellado, superior a 45ºC, preferentemente superior a 60ºC, más preferentemente superior a 75ºC;
f) después se detiene el calentamiento, se anula dicha fuerza de compresión y se libera el cuello de dicha herramienta externa.
2. Procedimiento de capsulado de un recipiente según la reivindicación 1, caracterizado por que se ejerce con dicha herramienta externa una fuerza de compresión normal repartida de manera sensiblemente homogénea sobre toda la circunferencia de dicho faldón.
3. Procedimiento de capsulado de un recipiente según la reivindicación 1 ó 2, caracterizado por que se deposita dicho material sellable en caliente sobre toda la circunferencia de la superficie interna del faldón, a fin de obtener una zona revestida anular.
4. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 3, caracterizado por que dicho material plástico sellable en caliente se selecciona de tal manera que su temperatura de sellado es inferior a 130ºC, preferentemente inferior a 110ºC, más preferentemente inferior a 85ºC.
5. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 4, en el que se deposita dicho material plástico sellable en caliente sobre la superficie interior del faldón de dicha cápsula por aplicación de un barniz, por proyección de una dispersión líquida o también por depósito de una capa termoplástica.
6. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 5, en el que, para el cierre inviolable de una cápsula de sobretaponado metálico, se utiliza un copolímero olefínico que comprende unos grupos ácidos, por ejemplo un copolímero EAA (etileno - ácido acrílico) , que presenta preferentemente un punto de inflamabilidad superior a 90ºC.
7. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 6, en el que se utiliza dicho material sellable en caliente en forma de barniz o de dispersión líquida y se deposita sobre la superficie interna de dicho faldón con pistola, con pincel o mediante una técnica de tipo impresión por chorro de tinta, siendo el grosor de la capa depositada típicamente del orden de 10-20 !m.
8. Procedimiento de capsulado de un recipiente según la reivindicación 7, en el que se utiliza una máscara durante la proyección de dicho material sellable en caliente, cuya forma se selecciona para obtener una zona revestida delimitada por un contorno que presenta unos ángulos, de manera que, después del termosellado, por efecto de arista, aparezcan unos principios de rotura al más mínimo contacto con el faldón de dicha cápsula.
9. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 5, en el que, para el cierre inviolable de un manguito plástico termorretráctil, se deposita sobre la superficie interna del manguito un barniz termosellante o un revestimiento de resina adhesiva termofusible.
10. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 5, en el que, para el cierre inviolable de un manguito plástico termorretráctil, se utiliza un manguito que comprende un faldón co-extruido, que comprende al menos una capa externa de un material termoplástico y una capa interna de una resina adhesiva termofusible.
11. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 10, en el que dicho recipiente es una botella de vidrio preparada de tal manera que el cuello se mantiene en bruto después del tratamiento en caliente.
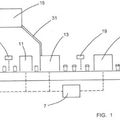
12. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 1 a 11, en el que se efectúa dicho calentamiento de la etapa c) por inducción, utilizando unas frecuencias comprendidas entre 10 y 400 kHz, preferentemente entre 100 y 200 kHz, y unas potencias del inductor comprendidas entre 1 y 10 kW, preferentemente cercanas a 3 kW.
13. Procedimiento de capsulado de un recipiente según la reivindicación 12, en el que, para realizar el cierre inviolable de manguitos plásticos termorrectáctiles, se utilizan unos manguitos que contienen al menos el 10% en peso de partículas metálicas o de óxido de hierro.
14. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 2 a 13, en el que dicha herramienta externa con la ayuda de la cual se ejerce dicha compresión sensiblemente homogénea sobre toda la circunferencia del faldón es una bolsa tórica hinchable cuyo interior se pone bajo presión hidráulica o neumática.
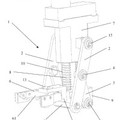
15. Procedimiento de capsulado de un recipiente según cualquiera de las reivindicaciones 2 a 13, en el que dicha herramienta externa con la ayuda de la cual se ejerce dicha compresión radial sensiblemente homogénea sobre toda la circunferencia del faldón es un anillo elastomérico (113) que se deforma de tal manera que su calibre (1134) disminuye de diámetro, por ejemplo un anillo que tiene su pared transversal inferior (1131) y su pared lateral (1132) confinadas en el interior de una camisa exterior (111) , y sometidas al efecto de una compresión axial ejercida sobre la pared transversal superior (1133) , típicamente con la ayuda de un pistón (112) , desempeñando el calibre (1111) de la camisa exterior el papel de un tope que se opone al desplazamiento radial centrífugo de la pared lateral (1132) de dicho anillo elastomérico.
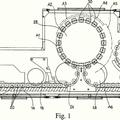
16. Procedimiento de capsulado de un recipiente según la reivindicación 15, en el que, para el cierre inviolable de una cápsula metálica de sobretaponado de una botella de vidrio que contiene una bebida alcohólica, se utiliza un dispositivo de termosellado bajo compresión que comprende:
a) un conjunto de compresión (110) , que comprende una camisa (111) que presenta un fondo (1112) perforado por un hueco central cuyo borde se adapta a la forma de dicho cuello (11) a nivel del cual se apoya sobre éste, un pistón (112) y dicho anillo elastomérico (113) ;
b) un inductor que comprende un solenoide (120) que rodea dicha camisa y, opcionalmente para cada uno de ellos:
c1) un anillo de ferrita (140) situado entre dicho anillo elastomérico (113) y dicho pistón (112) ,
c2) un anillo de cobre (130) situado a nivel del extermo abierto de dicha cápsula de sobretaponado.
Patentes similares o relacionadas:
Botella de cristal para publicar relatos, del 18 de Marzo de 2020, de COSME RUIZ, Carolina: 1. Botella de cristal para publicar de relatos caracterizada por estar formada por un recipiente de vidrio translúcido, con forma cilíndrica , alto […]
Cápsula de aluminio multicapa, del 13 de Noviembre de 2019, de RAMONDIN, S.A.: Cápsula de aluminio multicapa para cubrir cuellos de botella, que comprende al menos dos capas de aluminio, en la que cada una de las capas presenta […]
MÁQUINA COLOCADORA DE DISCOS INFORMATIVOS EN VÁLVULAS DE ENVASES PARA GASES A PRESIÓN Y ESTACIÓN DE CIERRE DE ENVASES PARA GASES A PRESIÓN, del 7 de Marzo de 2017, de REPSOL BUTANO, S.A.: Máquina colocadora de discos informativos en válvulas de envases para gases a presión y estación de cierre de envases para gases a presión. Máquina colocadora de discos informativos […]
 Método y aparato para aplicar cápsulas de sellado a cuellos de botellas provistos de una jaula de retención de alambre de metal, del 2 de Marzo de 2016, de ROBINO & GALANDRINO S.P.A.: Un método de aplicación de cápsulas de sellado a cuellos de botellas con tapón de corcho provistos de una jaula de retención del corcho hecha de alambre de metal (C) y que […]
Método y aparato para aplicar cápsulas de sellado a cuellos de botellas provistos de una jaula de retención de alambre de metal, del 2 de Marzo de 2016, de ROBINO & GALANDRINO S.P.A.: Un método de aplicación de cápsulas de sellado a cuellos de botellas con tapón de corcho provistos de una jaula de retención del corcho hecha de alambre de metal (C) y que […]
 UTILLAJE Y MÉTODO PARA EL MONTAJE DE UNA TAPA DE PROTECCIÓN EN UN ENVASE, del 27 de Noviembre de 2014, de GONZÁLEZ SÁNCHEZ, JOSÉ FRANCISCO: Utillaje para insertar una tapa de protección en un envase, por ejemplo, de tipo lata, en particular para una tapa de protección que presenta un anillo inferior […]
UTILLAJE Y MÉTODO PARA EL MONTAJE DE UNA TAPA DE PROTECCIÓN EN UN ENVASE, del 27 de Noviembre de 2014, de GONZÁLEZ SÁNCHEZ, JOSÉ FRANCISCO: Utillaje para insertar una tapa de protección en un envase, por ejemplo, de tipo lata, en particular para una tapa de protección que presenta un anillo inferior […]
 Utillaje para el montaje de una tapa de protección en un envase y un método para colocar una tapa protectora en un envase, del 25 de Noviembre de 2013, de GONZÁLEZ SÁNCHEZ, JOSÉ FRANCISCO: Utillaje para insertar una tapa de protección en un envase, por ejemplo, de tipo lata, en particular para una tapa de protección que presenta un anillo […]
Utillaje para el montaje de una tapa de protección en un envase y un método para colocar una tapa protectora en un envase, del 25 de Noviembre de 2013, de GONZÁLEZ SÁNCHEZ, JOSÉ FRANCISCO: Utillaje para insertar una tapa de protección en un envase, por ejemplo, de tipo lata, en particular para una tapa de protección que presenta un anillo […]
 MAQUINA PARA EL ENSAMBLADO DE DOS COMPONENTES DE UN CONJUNTO Y PROCEDIMIENTO Y USO CORRESPONDIENTE, del 9 de Diciembre de 2010, de SURENSO, S.L.: Máquina para el ensamblado de dos componentes de un conjunto y procedimiento y uso correspondiente. Máquina para el ensamblado de dos componentes, que comprende […]
MAQUINA PARA EL ENSAMBLADO DE DOS COMPONENTES DE UN CONJUNTO Y PROCEDIMIENTO Y USO CORRESPONDIENTE, del 9 de Diciembre de 2010, de SURENSO, S.L.: Máquina para el ensamblado de dos componentes de un conjunto y procedimiento y uso correspondiente. Máquina para el ensamblado de dos componentes, que comprende […]
CABEZAL DE CALENTAMIENTO PARA CONTRAER TÉRMICAMENTE CÁPSULAS DE SELLADO EN CUELLOS DE BOTELLAS, del 17 de Octubre de 2011, de ROBINO & GALANDRINO S.P.A.: Cabezal de calentamiento para contraer térmicamente una cápsula de sellado, realizada con un material termorretráctil, en el cuello de una botella, que comprende […]