MAQUINA PUNZONADORA CON BASTIDOR COMPACTO.
Máquina punzonadora con bastidor compacto.Permite integrar en un mismo bastidor compacto (2) varias estaciones de punzonado fijas,
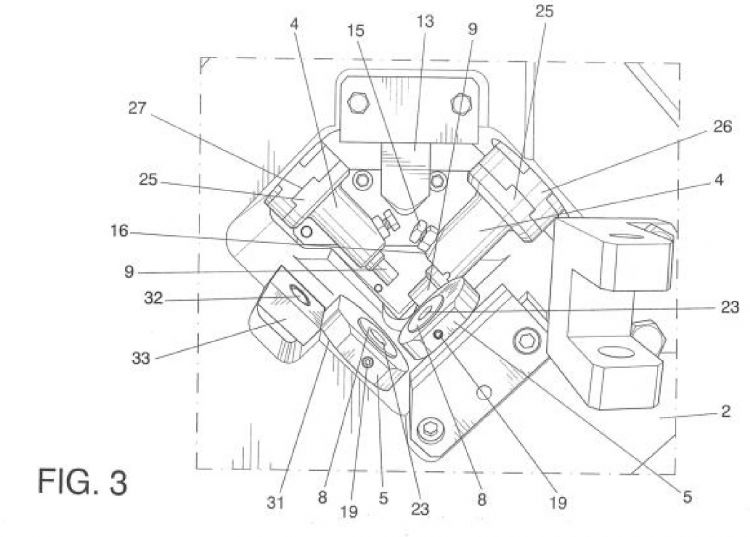
teniendo especial aplicación en la formación de orificios en las alas de los perfiles angulares (3). Los cilindros de punzonado a los que están vinculados los punzones (9, 9a) y portapunzones (4, 4a, 4b, 4c), así como las matrices (8, 8a) y portamatrices (5, 5a, 5b, 5c) vinculados al bastidor compacto (2), permiten realizar orificios de punzonado a las diferentes distancias radiales requeridas en las alas de dichos perfiles angulares (3), al tener los portapunzones (4, 4a, 4b, 4c) y portamatrices (5, 5a, 5b, 5c) diferentes excentricidades en sus alojamientos respectivos (24, 21) para los punzones (9, 9a) y matrices (8, 8a), seleccionándose por parejas de igual excentricidad y siendo todos portadores de medios de posicionado angular en el cilindro (12) respectivo y en el bastidor compacto (2)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801774.
Solicitante: EISEN XXI, S.L.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: BARANDIARAN ECHEGUIA,JUAN IGNACIO.
Fecha de Solicitud: 12 de Junio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 21 de Enero de 2011.
Clasificación Internacional de Patentes:
- B21D28/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Herramientas para perforar; Soportes para matrices.
- B21D37/04 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Montaje móvil o intercambiable de las herramientas.
Clasificación PCT:
Fragmento de la descripción:
Máquina punzonadora con bastidor compacto.
Objeto de la invención
La presente invención, según lo expresa el enunciado de esta memoria descriptiva, se refiere a una máquina punzonadora con bastidor compacto, con la que se obtienen orificios alineados en las alas de perfiles angulares, así como también el corte de los mismos a las longitudes requeridas.
Es un objeto de la invención el conseguir que las diferentes estaciones de punzonado que de forma conocida existen en este tipo de máquinas, queden montadas en un bastidor compacto y adoptando por tanto una posición fija, con lo que se obtiene la ventaja de reducir considerablemente su tamaño.
Antecedentes de la invención
Actualmente una línea automática para el punzonado y corte de perfiles angulares consta por un lado, de un sistema de alimentación y por otro de las estaciones correspondientes al punzonado. Incluye también un dispositivo de corte de los perfiles ya punzonados.
Las estaciones de punzonado están constituidas por:
- - Un cilindro de punzonado que es el encargado de suministrar la fuerza necesaria para el punzonado.
- - El portapunzón, que es el elemento encargado de recibir la fuerza de cilindro de punzonado y que se encuentra acoplado al vástago de dicho cilindro.
- - El punzón, que es la herramienta acoplada en el portapunzón, cuya forma de su extremo activo será el negativo del orificio que se desea obtener en la pieza a punzonar y que corresponderá también con el orificio que lleve la matriz.
- - El portamatriz, como elemento donde irá situada la matriz.
- - La matriz, que define la herramienta complementaria del punzón.
- - Un elemento pisador, que es el encargado de sujetar la pieza a punzonar durante la operación de punzonado.
Todos estos elementos constituyentes de cada estación de punzonado van acoplados en el bastidor de la máquina punzonadora.
En la actualidad si se desean tener varias estaciones de punzonado en una misma máquina punzonadora existen dos alternativas:
• La primera de ellas consiste en prever un bastidor por cada estación de punzonado. De este modo el tamaño de la máquina aumenta considerablemente, dado que por cada estación de punzonado ha de haber un bastidor en el que puedan montarse en distintas posiciones los punzones y matrices correspondientes.
• La segunda alternativa sería el empleo de un bastidor fijo sobre el que quedarían situadas estaciones de punzonado móviles, de tal modo que si se desea variar la posición de punzonado, habría que modificar la disposición en dicho bastidor de las estaciones de punzonado. Esta alternativa implica el empleo de un bastidor de gran tamaño de tal modo que permita variar las posiciones de sus estaciones de punzonado y cuya actuación se lleva a cabo en dos direcciones perpendiculares que se corresponden con las alas del perfil angular a punzonar.
Descripción de la invención
En líneas generales, la máquina punzonadora con bastidor compacto, objeto de la invención está constituida por un robusto bastidor compacto donde van fijos los cilindros de punzonado que no podrán variar su posición relativa en el bastidor compacto. Por tanto, los portapunzones y punzones, así como los portamatrices y matrices no cambian de posición.
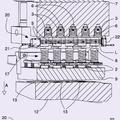
Al ser fija la posición de los cilindros de punzonado los mismos pueden tener una disposición muy próxima entre sí y el elemento pisador del perfil angular que ha de actuar durante la fase de punzonado, puede tener una situación fija en el citado bastidor y encontrarse naturalmente entre los dos cilindros de punzonado que actúan en dos direcciones perpendiculares aunque desfasadas longitudinalmente respecto al perfil.
El perfil a punzonar se sitúa en una estación de alimentación previa a la máquina. Esta estación de alimentación está constituida por una serie de rodillos dispuestos en forma de "V", de tal modo que las alas del perfil angular a punzonar se sitúan sobre dichos rodillos, dotando los rodillos al perfil de un movimiento de avance lineal hacia la unidad de alimentación de la máquina. Dicha unidad de alimentación de la máquina consta de dos ruedas, una rueda motriz y una rueda de pisado, alineadas verticalmente de tal modo que el perfil se sitúa entre ambas ruedas. Estas ruedas harán que el perfil avance en la máquina a pasos definidos por el control numérico de la máquina.
Para poder efectuar los taladros de las alas del perfil angular en distintas posiciones transversales, dependiendo de las dimensiones de dicho perfil angular, así como de la distancia a la arista correspondiente al vértice de la sección en "L" de alas iguales, o diferentes, al no poder variar la posición de los cilindros de punzonado, se varía la posición con el empleo de portapunzones y portamatrices excéntricos en los que la excentricidad de los mismos será la que marque la posición transversal de los orificios formados en la operación de punzonado. Además, si los orificios tienen una forma distinta a la circular, bastará con utilizar unos punzones y matrices con dicha forma.
Existirán por tanto parejas de portapunzones y portamatrices según una gama de excentricidades, siendo por tanto solamente necesario sustituir el portapunzón y el portamatriz consecuente con la posición excéntrica del agujero a formar respecto de la arista correspondiente al vértice del perfil angular. Una vez determinado esto solamente hay que elegir el punzón y el portapunzón correspondientes con la forma y dimensiones del orificio a practicar.
La extracción de los punzones y matrices respecto del portapunzón y del portamatriz respectivamente, se realiza sin modificar la posición de estos últimos en el bastidor compacto.
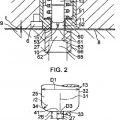
El portapunzón que va anclado en el vástago del cilindro hidráulico de actuación correspondiente queda montado en una posición angular determinada por un nervio diametral en la base del portapunzón y un chavetero receptor ubicado en la base del vástago del cilindro. El anclaje se realiza mediante una varilla coaxial al cilindro y fijada al portapunzón, y cuyo extremo exterior roscado dispone de una tuerca de bloqueo.
De la misma forma, el portamatriz ha de adoptar una posición fija en el bastidor compacto, lo que se consigue al tener aquel un contorno cilíndrico pero con dos caras facetadas o fresados y tener el bastidor un alojamiento de igual sección.
El punzón está fijado al portapunzón mediante un tornillo que atraviesa la pared de éste en posición oblicua pero perpendicular a un fresado biselado existente en su extremo. El extremo activo del tornillo ataca sobre una entalla prevista en correspondencia en la pared cilíndrica del punzón.
Por otra parte, la fijación axial del portamatriz en el bastidor, para evitar que se salga del alojamiento, está definida por un tornillo montado en un orificio radial del bastidor y cuyo extremo activo ataca directamente la pared del portamatriz. En lugar de realizar esta sujeción mediante dicho tornillo en posición radial, también se alcanza un perfecto bloqueo del portamatriz mediante una cuña deslizante en un alojamiento del bastidor, la cual ataca sobre una cara facetada del portamatriz.
Cuando los punzones no son cilíndricos sino que tienen una sección distinta a ésta en su extremo activo, coincidente también con la que presenta el orificio calibrado de la matriz, hay que fijar angularmente la posición de esta última y para ello el portapunzón incluye un chavetero radial en el que se aloja una chaveta incorporada al punzón. La posición angular de la matriz respecto del portamatriz se realiza mediante un tornillo radial roscado en la pared del portamatriz y cuyo extremo activo se hace coincidir con una ranura axial de la periferia de la matriz.
Para facilitar la comprensión de las características de la invención y formando parte integrante de esta memoria descriptiva, se acompañan unas hojas de planos en cuyas figuras, con carácter ilustrativo y no limitativo se ha representado lo siguiente:
Breve descripción de los dibujos
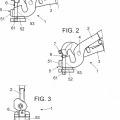
Figura 1.- Es una vista en perspectiva de la máquina punzonadora con bastidor compacto, objeto de la invención.
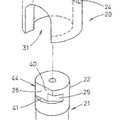
Figura 2.- Es una vista parcial en alzado de la misma máquina punzonadora, donde se observa la zona de punzonado.
...
Reivindicaciones:
1. Máquina punzonadora con bastidor compacto, donde se integran varias estaciones de punzonado y en especial para perfiles angulares, contando con cilindros de punzonado vinculados a punzones y portapunzones, así como con matrices y portamatrices vinculadas al bastidor de soporte, existiendo un elemento pisador que sujeta al perfil angular durante la fase de punzonado, caracterizada porque las estaciones de punzonado ocupan posiciones fijas en un mismo bastidor compacto (2), teniendo los portapunzones (4, 4a, 4b, 4c) y portamatrices (5, 5a, 5b, 5c) sus alojamientos respectivos (24, 21) para los punzones (9, 9a) y matrices (8, 8a) en distintas posiciones excéntricas y distribuidos en juegos de parejas con la misma excentricidad, fijándose las posiciones enfrentadas de ambos elementos portapunzón (4, 4a, 4b, 4c) y portamatriz (5, 5a, 5b, 5c) a las distancias y formas requeridas en disposición transversal al perfil angular (3) al seleccionar la pareja deseada y siendo todos portadores de medios de posicionado angular en el cilindro hidráulico (12) respectivo y en el bastidor compacto (2).
2. Máquina punzonadora con bastidor compacto, según reivindicación 1, caracterizada porque los medios de posicionado angular del portapunzón (4, 4a, 4b, 4c) en el cilindro (12) están determinados por un nervio diametral (27) en la base (25) del portapunzón (4, 4a, 4b, 4c) y un chavetero receptor ubicado en la base de anclaje al cilindro hidráulico (12), fijándose axialmente con una varilla (28) coaxial al cilindro (12) y fijada al portapunzón (4, 4a, 4b, 4c) y que se bloquea con una tuerca (29) exterior.
3. Máquina punzonadora con bastidor compacto, según reivindicación 1, caracterizada porque los medios de posicionado angular del portamatriz (5, 5a, 5b, 5c) en el bastidor compacto (2) están determinados por su contorno cilíndrico con dos caras facetadas o fresados (30).
4. Máquina punzonadora con bastidor compacto, según reivindicación 3, caracterizada porque existen medios de fijación axial del portamatriz (5, 5a, 5b, 5c) al bastidor compacto (2), determinados por un tornillo (34) roscado en el lateral de este último y cuyo extremo activo ataca la pared del portamatriz (5, 5a, 5b, 5c).
5. Máquina punzonadora con bastidor compacto, según reivindicación 3, caracterizada porque existen medios de fijación axial del portamatriz (5, 5a, 5b, 5c) al bastidor compacto (2), determinados por una cuña (33) deslizante en un alojamiento del bastidor compacto (2) y que ataca sobre una cara facetada del portamatriz (5, 5a, 5b, 5c).
6. Máquina punzonadora con bastidor compacto, según reivindicaciones anteriores, caracterizada porque el punzón (9, 9a) queda fijado al portapunzón (4, 4a, 4b, 4c) mediante un tornillo (15) roscado a éste en posición oblicua y perpendicular a un fresado biselado (16) de su extremo, el cual ataca sobre una entalla (17) que existe en correspondencia en la pared del punzón (9, 9a).
7. Máquina punzonadora con bastidor compacto, según reivindicación 4, caracterizada porque el portapunzón (4, 4a, 4b, 4c) incluye en su extremo un chavetero radial (36) en el que se aloja una chaveta (35) prevista en los punzones (9, 9a) con forma distinta a la cilíndrica.
8. Máquina punzonadora con bastidor compacto, según reivindicaciones 1 a 3, caracterizada porque la matriz (8, 8a) queda fijada al portamatriz (5, 5a, 5b, 5c) mediante un tornillo radial (19) roscado a éste y cuyo extremo se hace coincidir con una ranura axial (37) de la periferia de la matriz (8a) si ésta ha de adoptar una posición determinada respecto de un punzón (9a) con sección distinta a la cilíndrica.
Patentes similares o relacionadas:
Peine punzonador, del 11 de Diciembre de 2019, de KSD MOTION CONTROL, S.L.U: 1. Peine punzonador caracterizado porque comprende, un cuerpo del peine , un soporte punzones que se atornilla al cuerpo del peine y que cuenta con una matriz de […]
Método para cortar usando un troquel de prensa, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método de corte que usa una prensa de estampación, comprendiendo el método de corte: para una pieza de trabajo que comprende una primera chapa de metal y una […]
DISPOSITIVO DE ESTAMPADO PROGRESIVO CON HERRAMIENTAS RECONFIGURABLES, del 22 de Junio de 2017, de CAMPOY RAMOS, Juan Carlos: El proceso de diseño de ¡a estructura de dados consume generalmente dos terceras partes del tiempo de diseño. Hoy en día, con la ayuda de los programas […]
 Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
 Herramienta para troquelar, del 4 de Diciembre de 2015, de SOSA VERA, José Alberto: 1. Herramienta para troquelar, en especial para troquelar a escuadra las esquinas de rectángulos mecanizados en perfiles de aluminio, y que, consistente en un alicate formado […]
Herramienta para troquelar, del 4 de Diciembre de 2015, de SOSA VERA, José Alberto: 1. Herramienta para troquelar, en especial para troquelar a escuadra las esquinas de rectángulos mecanizados en perfiles de aluminio, y que, consistente en un alicate formado […]
Conjunto de estampación así como su utilización, del 25 de Febrero de 2015, de Vanderpool, Julia: Conjunto de estampación con un punzón de estampación y una placa de retención para el punzón de estampación , en el que el punzón de estampación […]
 Aparato para el punzonamiento de placas metálicas finas, del 27 de Agosto de 2014, de Ones CO., LTD: Aparato para punzonamiento de metal laminado que comprende: un punzón y una matriz para punzonar un metal laminado en cooperación con dicho punzón ,
incluyendo […]
Aparato para el punzonamiento de placas metálicas finas, del 27 de Agosto de 2014, de Ones CO., LTD: Aparato para punzonamiento de metal laminado que comprende: un punzón y una matriz para punzonar un metal laminado en cooperación con dicho punzón ,
incluyendo […]
 Un punzón hueco para procesar cuero y un sistema para bloquear de manera desmontable el punzón hueco en un árbol de una máquina para procesar cuero, del 7 de Agosto de 2013, de TESEO S.P.A.: Un punzón hueco para procesar cuero insertable en un asiento de un árbol de una máquina de procesamiento de cuero, un elemento de bloqueo , que se proyecta, que […]
Un punzón hueco para procesar cuero y un sistema para bloquear de manera desmontable el punzón hueco en un árbol de una máquina para procesar cuero, del 7 de Agosto de 2013, de TESEO S.P.A.: Un punzón hueco para procesar cuero insertable en un asiento de un árbol de una máquina de procesamiento de cuero, un elemento de bloqueo , que se proyecta, que […]