Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de empaquetado.
Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina deempaquetado,
siendo desplazados los canales (10, 20, 30) de manera continua y sincronizada, estandodistanciados entre sí transversalmente por un paso transversal, exhibiendo dicho canales alojamientos (2) queson equidistantes en un paso longitudinal y que están alineados transversalmente, siendo desplazada la línea(40) de alimentación de manera continua y estando dicha línea provista de compartimentos (4) receptores queson equidistantes en el citado paso longitudinal, comprendiendo el método el uso de un cabezal (5) operativo,que se puede mover a lo largo de tres ejes (X, Y, Z) cartesianos, provisto de medios (7) de recogida distribuidosen líneas (F1, F2, F3) longitudinales en un número igual al de los canales, estando las líneas distanciadas entresí transversalmente de acuerdo con el paso transversal, siendo los medios (7) de recogida de cada líneaequidistantes de acuerdo con el paso longitudinal y estando alineados transversalmente con los medios derecogida del resto de líneas, estando el método caracterizado por que, en un caso en el que se debe insertar unnúmero de artículos (3) igual al número de canales dentro de cada compartimento (4) de la línea (40) dealimentación, comprende los siguientes pasos:
a1 - colocar el cabezal operativo por encima de los canales, siguiendo el cabezal a los canales hasta hacercero una velocidad relativa entre el cabezal operativo y los canales, y recoger de los canales, usando losmedios de recogida, una serie del mismo número de artículos de cada uno de los mismos canales;
a2 - desplazar el cabezal operativo por encima de la línea de alimentación, siguiendo el cabezal operativo a lalínea con una anulación simultánea de una velocidad relativa entre el cabezal y la línea y una colocación de unalínea de los medios de recogida por encima de una serie de compartimentos de la línea que es igual a unnúmero de medios de recogida de la misma línea;
a3 - desactivación de los medios de recogida de la línea situados por encima de los compartimentos de la seriede compartimentos, con un desengrane de los medios de recogida de los artículos relativos y una consiguienteinserción de los artículos en los compartimentos subyacentes de la serie de compartimentos de la línea (40) dealimentación;
a4 - desplazamiento transversal del cabezal (5) operativo de acuerdo con el paso transversal, con unmantenimiento del modo seguimiento para situar una línea (F2) adicional de los medios de recogida por encimade los compartimentos de la serie de compartimentos;
a5 - desactivación de los medios de recogida de la línea adicional de medios de recogida, con un desengranede los mismos de los artículos relativos y una consiguiente inserción de los artículos en los compartimentossubyacentes de la serie de compartimentos por encima de los correspondientes artículos insertadospreviamente en los compartimentos y en contacto con ellos;
a6 - repetición de los dos últimos pasos (a4 y a5) hasta el desengrane de los artículos de los medios derecogida de una última línea al interior del cabezal operativo, con una consiguiente finalización del llenado delos compartimentos de la serie de compartimentos con un número de artículos que es igual a un número de loscanales;
a7 - un retorno del cabezal operativo a una posición por encima de los canales.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11183425.
Solicitante: MARCHESINI GROUP S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE, 100 40065 PIANORO (BOLOGNA) ITALIA.
Inventor/es: MONTI,GIUSEPPA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B35/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › que funcionan por succión.
- B65B35/44 B65B 35/00 […] › por correas o cadenas sin fin.
- B65B35/52 B65B 35/00 […] › construyendo la pila partiendo de abajo.
- B65G47/08 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
- B65G47/90 B65G 47/00 […] › Dispositivos para coger o dejar los artículos o los materiales.
- B65G47/91 B65G 47/00 […] › que tienen pinzas neumáticas, p. ej. aspirantes.
PDF original: ES-2450068_T3.pdf
Fragmento de la descripción:
Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de empaquetado Se conocen máquinas de alta productividad (por ejemplo, máquinas de empaquetado en blísters) , las cuales son capaces de suministrar en su salida artículos (por ejemplo, envases blíster) situados sobre uno o más canales equidistantes.
Estos artículos deben ser transferidos al interior de alojamientos apropiados (por ejemplo compartimentos) situados en una línea de alimentación de una máquina de empaquetado (por ejemplo una máquina de empaquetado en cajas) .
La Patente EP-A-0989080 por ejemplo describe un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de empaquetado.
El objetivo de la invención es describir un método que permita recoger de forma simultánea, de canales que suministran artículos, un grupo de artículos en un número igual de cada canal, y que permita transferir los artículos al interior de los compartimentos de la línea de alimentación de los grupos de artículos, para definir un número predeterminado de los artículos dentro de cada compartimento, realizándose todo en presencia de un movimiento continuo tanto de los canales como de la línea.
Un objetivo adicional de la invención es proporcionar un método extremadamente versátil capaz de modificar, de forma sencilla y rápida, el número de artículos a insertar en cada compartimento de la línea.
Los objetivos anteriores se alcanzan de acuerdo con el contenido de las reivindicaciones, en particular:
la reivindicación 1, la cual describe cómo insertar un número de artículos igual al número de canales dentro de cada compartimento de la línea;
la reivindicación 2, la cual describe cómo llenar cada compartimento de la línea con un número de artículos que es menor que el número de canales pero mayor que la unidad;
la reivindicación 3, la cual describe enseñanzas técnico-funcionales relacionadas con la colocación de un número de artículos mayor que el número de canales en cada compartimento de la línea;
la figura 4, la cual describe cómo insertar un único artículo dentro de cada compartimento de la línea.
Las características de la invención se ilustran más adelante, haciendo referencia a las figuras adjuntas de los dibujos, en las cuales:
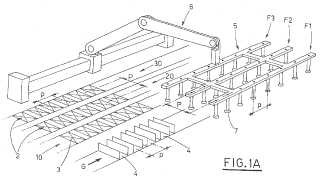
la Figura 1A ilustra de manera esquemática, en una vista en perspectiva, los canales y la línea de alimentación, así como los medios que juntos realizan el método;
la Figura 1B ilustra de manera esquemática, en una vista en planta, lo que se ilustra en la Figura 1A,
las Figuras 2-12 ilustran de manera esquemática algunos aspectos técnico-funcionales del método, haciendo referencia a tres canales para alimentación de artículos;
las Figuras 13-15 ilustran de manera esquemática aspectos técnico-funcionales adicionales de los métodos propuestos, haciendo referencia a dos canales para alimentación de artículos.
Haciendo referencia a la Figura 1, los números de referencia 10, 20 y 30 denotan tres canales que son desplazados de manera continua y sincronizada (dirección F) , distanciados entre sí transversalmente de acuerdo con un paso P transversal, que exhiben alojamientos 2 que son equidistantes a lo largo de un paso p longitudinal, estando cada alojamiento de un canal alineado transversalmente con alojamientos 2 correspondientes de los restantes canales para definir segmentos S transversales.
El número de referencia 40 denota una línea de alimentación de una máquina de empaquetado (no ilustrada) , que es desplazada de manera continua en dirección G, por ejemplo una dirección igual a la dirección F de los canales móviles.
La línea 40 está provista de compartimentos 4 equidistantes en el paso p longitudinal: los compartimentos están destinados a alojar uno o más de los artículos.
En el ejemplo ilustrado la línea 40 es paralela a los canales 10, 20, 30 y la altura puede ser igual o diferente a la altura de los canales.
El número de referencia 5 denota el cabezal 5 operativo de unos medios robóticos, denotados de forma general con el número de referencia 6, que se puede mover según ejes X, Y y Z cartesianos.
El cabezal está provisto de tres líneas F1, F2, F3 paralelas de medios de recogida de ventosas 7 de aspiración (en el ejemplo ilustrado ocho ventosas por línea) , con la línea central distanciada de las filas contiguas de acuerdo con el paso P transversal; las ventosas 7 de cada fila son equidistantes de acuerdo con el paso p longitudinal; además, las ventosas están alineadas en filas R transversales (tres ventosas por cada línea) .
En su movimiento en el espacio, el cabezal 5 mantiene las líneas F1-F3 constantemente orientadas paralelas a los canales 10, 20, 30, y por lo tanto también paralelas a la línea 40.
La letra C denota el centro del cabezal 5, y las letras E1, E2 denotan dos posibles posiciones extremas del mismo, situadas respectivamente aguas arriba y aguas abajo del intervalo E de funcionamiento relativo.
Para recoger artículos 3 de los canales 10, 20, 30, el cabezal se coloca por encima de ellos y alinea las líneas F1-F3 relativas con los canales subyacentes; esto se lleva a cabo en relación de fase con el “seguimiento” del cabezal en dirección F, hasta igualar la velocidad relativa con la velocidad de los canales, con el centrado de las ventosas 7 sobre los artículos subyacentes, con la bajada del cabezal 5 para agarrar los correspondientes artículos 3 con las ventosas (activadas previamente) ; por último, el cabezal se eleva, obviamente en sincronía con el seguimiento, con una consiguiente extracción de los artículos 3 fuera de los alojamientos 2 de los canales.
En este punto las tres líneas de artículos (o grupos de artículos) engranadas a las tres líneas F1 – F3 de ventosas están disponibles para ser descargadas en el interior de los compartimentos de la línea 40: los pasos consecutivos, descritos anteriormente, están representados de manera esquemática por el dibujo del recorrido P1, (véanse las figuras adjuntas de los dibujos) .
Obviamente la fila R en la parte delantera (la fila situada más aguas abajo) del cabezal 5 operativo exhibe el primer segmento S de los canales que soportan artículos.
Con el método descrito se puede insertar un artículo o una pila de artículos en cualquier compartimento; de lo anterior resulta evidente que la inserción implicará a una serie de compartimentos que es igual al número de ventosas 7 de aspiración proporcionadas en cada una de las líneas; en el ejemplo considerado la serie está constituida por ocho compartimentos consecutivos.
Se examinarán a continuación tres modos de funcionamiento, a modo de ejemplo, haciendo referencia a las Figuras 2-12, que se refieren al llenado de series de compartimentos con tres artículos, con dos artículos y con un artículo.
En las figuras adjuntas, se descarga en primer lugar la línea F1 más externa de las tres líneas F1 – F3 del cabezal operativo.
Se debería comprender que es posible descargar en primer lugar la línea F3 interna; la elección de descargar en primer lugar la línea F2 central no tiene ninguna complicación técnico-funcional, pero no es aconsejable ya que iría en detrimento de la productividad, como se desprenderá de lo que se explica a continuación.
Haciendo referencia a la Figura 2, el centro C del cabezal operativo después del tramo de recorrido P1 (ya considerado) invierte su movimiento (tramo de recorrido P2) y sigue un tramo (tramo de recorrido P3) en el que el cabezal retrocede, es decir, se desplaza en la dirección opuesta a la dirección G de traslación de la línea 40 y se traslada de forma simultánea en dirección T1 para acercar la línea F1 externa relativa a la línea 40.
Le sigue un tramo (tramo de recorrido P4) en el que el cabezal 5 invierte su movimiento y se sitúa gradualmente por encima de la línea 40; existe entonces un “seguimiento” simultáneo al centrado de los artículos 3 soportados por las ventosas 7 de la primera línea F1 sobre los compartimentos 4 subyacentes.
La definición de los últimos pasos, es decir, la igualación de la velocidad del cabezal 5 con respecto a la velocidad de la línea 40 y el centrado de los artículos 3 soportados por las ventosas 7 de la primera línea con respecto a los compartimentos subyacentes, permite que el cabezal 5 baje y que las ventosas 7 de la primera línea F1 se desactiven con una consiguiente descarga de los artículos en el interior de los compartimentos: los últimos pasos son resumidos por el tramo de recorrido P5.... [Seguir leyendo]
Reivindicaciones:
1. Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de
empaquetado, siendo desplazados los canales (10, 20, 30) de manera continua y sincronizada, estando
distanciados entre sí transversalmente por un paso transversal, exhibiendo dicho canales alojamientos (2) que
5 son equidistantes en un paso longitudinal y que están alineados transversalmente, siendo desplazada la línea
(40) de alimentación de manera continua y estando dicha línea provista de compartimentos (4) receptores que
son equidistantes en el citado paso longitudinal, comprendiendo el método el uso de un cabezal (5) operativo,
que se puede mover a lo largo de tres ejes (X, Y, Z) cartesianos, provisto de medios (7) de recogida distribuidos
en líneas (F1, F2, F3) longitudinales en un número igual al de los canales, estando las líneas distanciadas entre
10 sí transversalmente de acuerdo con el paso transversal, siendo los medios (7) de recogida de cada línea
equidistantes de acuerdo con el paso longitudinal y estando alineados transversalmente con los medios de
recogida del resto de líneas, estando el método caracterizado por que, en un caso en el que se debe insertar un
número de artículos (3) igual al número de canales dentro de cada compartimento (4) de la línea (40) de
alimentación, comprende los siguientes pasos:
15 a1 – colocar el cabezal operativo por encima de los canales, siguiendo el cabezal a los canales hasta hacer
cero una velocidad relativa entre el cabezal operativo y los canales, y recoger de los canales, usando los
medios de recogida, una serie del mismo número de artículos de cada uno de los mismos canales;
a2 – desplazar el cabezal operativo por encima de la línea de alimentación, siguiendo el cabezal operativo a la
línea con una anulación simultánea de una velocidad relativa entre el cabezal y la línea y una colocación de una
20 línea de los medios de recogida por encima de una serie de compartimentos de la línea que es igual a un
número de medios de recogida de la misma línea;
a3 – desactivación de los medios de recogida de la línea situados por encima de los compartimentos de la serie
de compartimentos, con un desengrane de los medios de recogida de los artículos relativos y una consiguiente
inserción de los artículos en los compartimentos subyacentes de la serie de compartimentos de la línea (40) de
25 alimentación;
a4 – desplazamiento transversal del cabezal (5) operativo de acuerdo con el paso transversal, con un
mantenimiento del modo seguimiento para situar una línea (F2) adicional de los medios de recogida por encima
de los compartimentos de la serie de compartimentos;
a5 – desactivación de los medios de recogida de la línea adicional de medios de recogida, con un desengrane
30 de los mismos de los artículos relativos y una consiguiente inserción de los artículos en los compartimentos
subyacentes de la serie de compartimentos por encima de los correspondientes artículos insertados
previamente en los compartimentos y en contacto con ellos;
a6 – repetición de los dos últimos pasos (a4 y a5) hasta el desengrane de los artículos de los medios de
recogida de una última línea al interior del cabezal operativo, con una consiguiente finalización del llenado de
35 los compartimentos de la serie de compartimentos con un número de artículos que es igual a un número de los
canales;
a7 – un retorno del cabezal operativo a una posición por encima de los canales.
2. Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de
empaquetado, siendo desplazados los canales (10, 20, 30) de forma continua y sincronizada, estando
40 distanciados entre sí transversalmente en un paso transversal, exhibiendo dichos canales alojamientos (2) que
son equidistantes en un paso (p) longitudinal y que están alineados transversalmente, siendo desplazada la
línea (40) de alimentación de manera continua y estando dicha línea provista de compartimentos (4) receptores
que son equidistantes en el citado paso (P) longitudinal, comprendiendo el método el uso de un cabezal (5)
operativo, que se puede mover a lo largo de tres ejes (X, Y, Z) cartesianos, provisto de medios (7) de recogida
45 distribuidos en líneas (F1, F2, F3) longitudinales en un número igual al de los canales, estando las líneas
distanciadas entre sí transversalmente de acuerdo con el paso (p) transversal, siendo los medios (7) de
recogida de cada línea equidistantes de acuerdo con el paso (p) longitudinal y alineados transversalmente con
los medios (7) de recogida del resto de líneas, estando el método caracterizado por que, en un caso en el cual
se debe insertar dentro de cada compartimento (4) de la línea (40) de alimentación un número de artículos (3)
50 mayor que la unidad pero menor que el número de los canales (10, 20, 30) , comprende los siguientes pasos:
b1 – colocar el cabezal operativo por encima de los canales, siguiendo el cabezal a los canales hasta hacer
cero una velocidad relativa entre el cabezal operativo y los canales, y recoger de los canales, usando los
medios de recogida, una serie del mismo número de artículos de cada uno de los mismos canales;
b2 – desplazar el cabezal operativo por encima de la línea, siguiendo el cabezal operativo a la línea de
55 alimentación con una anulación simultánea de una velocidad relativa entre el cabezal y la línea de alimentación
y una colocación de una línea de los medios de recogida por encima de una serie de compartimentos de la línea
que es igual a un número de medios de recogida de la misma línea;
8
b3 – desactivación de los medios de recogida de la línea situada por encima de los compartimentos de la serie
de compartimentos, con un desengrane de los medios de recogida de los artículos relativos y una consiguiente
inserción de los artículos en el interior de los compartimentos subyacentes de la serie de compartimentos de la
línea (40) de alimentación;
5 b4 – desplazamiento transversal del cabezal (5) operativo de acuerdo con el paso transversal, con un
mantenimiento del modo de seguimiento para situar una línea (F2) adicional de los medios de recogida por
encima de los compartimentos de la serie de compartimentos;
b5 – desactivación de los medios de recogida de la línea adicional de medios de recogida, con un desengrane
de los mismos por los artículos relativos y una consiguiente inserción de los artículos en los compartimentos
10 subyacentes de la serie de compartimentos por encima de los correspondientes artículos insertados
previamente dentro de los compartimentos y en contacto con ellos;
b6 – posible repetición de los dos últimos pasos (b4, b5) hasta completar la inserción en el interior de cada
compartimento de la serie de compartimentos del número predeterminado de artículos que es menor que el
número de los canales;
15 b7 – retroceso del cabezal (5) operativo con respecto a la dirección (G) de traslación de la línea (40) de
alimentación, inversión del movimiento del cabezal operativo, siguiendo el cabezal a la línea hasta hacer cero la
velocidad relativa con respecto a ella, situando una línea de medios de recogida que toman correspondientes
artículos por encima de los compartimentos de una segunda serie de compartimentos consecutiva a la primera
serie de compartimentos;
20 b8 – desactivación de los medios de recogida situados por encima de los compartimentos de la segunda serie
de compartimentos, con un desengrane de los artículos relativos de los mismos y una consiguiente inserción de
éstos en el interior de los compartimentos de la segunda serie de compartimentos;
b9 – posible repetición de los últimos cinco pasos (b4, b5, b6, b7, b8) para terminar los artículos soportados por
los medios de recogida del cabezal operativo;
25 b10 – retorno del cabezal operativo a una posición por encima de los canales para realizar el primer paso (b1) ;
b11 – repetición de los últimos pasos, los cuales siguen al primer paso, de acuerdo con un número de los
artículos ya insertados en los compartimentos de la segunda serie de compartimentos.
3. Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de
empaquetado, siendo desplazados los canales (10, 20, 30) de forma continua y sincronizada, estando
30 distanciados entre sí transversalmente en un paso transversal, exhibiendo dichos canales alojamientos (2) que
son equidistantes en un paso (p) longitudinal y que están alineados trasversalmente, siendo desplazada la línea
(40) de alimentación de manera continua y estando dicha línea provista de compartimentos (4) receptores que
son equidistantes en el citado paso (p) longitudinal, comprendiendo el método el uso de un cabezal (5)
operativo, que se puede mover a lo largo de tres ejes (X, Y, Z) cartesianos, provisto de medios (7) de recogida
35 distribuidos en líneas (F1, F2, F3) longitudinales en un número igual al de los canales, estando las líneas
distanciadas entre sí transversalmente de acuerdo con el paso (P) transversal, siendo los medios (7) de
recogida de cada línea equidistantes de acuerdo con el paso longitudinal y estando alineados transversalmente
con los medios de recogida del resto de líneas, estando el método caracterizado por que, en un caso en el que
se debe insertar dentro de cada compartimento (4) de la línea (40) de alimentación un número de artículos (3)
40 mayor que el número de los canales (10, 20, 30) , comprende los siguientes pasos:
c1 – colocar el cabezal operativo por encima de los canales, siguiendo el cabezal a los canales hasta hacer cero
una velocidad relativa entre el cabezal operativo y los canales, y recoger de los canales, usando los medios de
recogida, una serie del mismo número de artículos de cada uno de los mismos canales;
c2 – desplazar el cabezal operativo por encima de la línea de alimentación, siguiendo el cabezal operativo
45 siguiendo a la línea de alimentación con una anulación simultánea de una velocidad relativa entre el cabezal y la
línea de alimentación y una colocación de una línea de los medios de recogida por encima de una serie de
compartimentos de la línea de alimentación que es igual a un número de medios de recogida de la misma línea;
c3 – desactivación de los medios de recogida de la línea situados por encima de los compartimentos de la serie
de compartimentos, con un desengrane de los mismos de los medios de recogida de los artículos relativos y
50 una consiguiente inserción de los artículos en los compartimentos subyacentes de la serie de compartimentos
de la línea (40) de alimentación;
c4 – desplazamiento transversal del cabezal (5) operativo de acuerdo con el paso transversal, con un
mantenimiento del modo de seguimiento para situar una línea adicional de los medios de recogida por encima
de los compartimentos de la serie de compartimentos;
c5 – desactivación de los medios de recogida de la línea adicional de medios de recogida, con un desengrane
de los mismos de los artículos relativos y una consiguiente inserción de los artículos en los compartimentos
subyacentes de la serie de compartimentos por encima de los correspondientes artículos previamente
insertados en los mismos compartimentos y en contacto con ellos;
5 c6 – repetición de los dos últimos pasos (c4, c5) para terminar los artículos soportados por los medios de
recogida del cabezal operativo;
c7 – retorno del cabezal operativo a una posición por encima de los canales para realizar el primer paso (c1) ;
c8 – realización de los pasos segundo (c2) y tercero (c3) y posible repetición de los pasos cuarto (c4) y quinto
(c5) hasta completar la inserción del número predeterminado de artículos en el interior de los compartimentos
10 de la serie de compartimentos estando al menos una línea del cabezal provista de artículos relativos, o hasta
que se terminen los artículos.
4. Un método para transferir artículos recogidos de varios canales a una línea de alimentación de una máquina de
empaquetado, siendo desplazados los canales (10, 20, 30) de manera continua y sincronizada, estando
distanciados entre sí transversalmente en un paso transversal, exhibiendo dichos canales alojamientos (2) que
15 son equidistantes en un paso (p) longitudinal y que están alineados transversalmente, siendo desplazada la
línea (40) de alimentación de forma continua y estando dicha línea provista de compartimentos (4) receptores
que son equidistantes en el citado paso (p) longitudinal, comprendiendo el método el uso de un cabezal (5)
operativo, que se puede mover a lo largo de tres ejes (X, Y, Z) cartesianos, provistos de medios (7) de recogida
distribuidos en líneas (F1, F2, F3) longitudinales en un número igual al de los canales, estando las líneas
20 distanciadas entre sí transversalmente de acuerdo con el paso (P) transversal, siendo los medios (7) de
recogida de cada línea equidistantes de acuerdo con el paso (p) longitudinal y estando alineados
transversalmente con los medios (7) de recogida del resto de líneas, estando el método caracterizado por que,
en un caso en el cual se debe insertar un artículo (3) dentro de cada compartimento (4) de la línea (40) de
alimentación, comprende los siguientes pasos:
25 d1 – colocar el cabezal operativo por encima de los canales, siguiendo el cabezal operativo a los canales hasta
hacer cero una velocidad relativa entre el cabezal operativo y los canales, y recoger de los canales, usando los
medios de recogida, una serie del mismo número de artículos de cada uno de los mismos canales;
d2 - desplazar el cabezal operativo por encima de la línea de alimentación, siguiendo el cabezal operativo a la
línea con una anulación simultánea de una velocidad relativa entre el cabezal y la línea y una colocación de una
30 línea de los medios de recogida por encima de una serie de compartimentos de la línea que es igual a un
número de medios de recogida de la misma línea;
d3 - desactivación de los medios de recogida de la línea situados por encima de los compartimentos de la serie
de compartimentos, con un desengrane de los medios de recogida de los artículos relativos y una consiguiente
inserción de los artículos en los compartimentos subyacentes de la serie de compartimentos de la línea (40) de
35 alimentación;
d4 - retroceso del cabezal (5) operativo con respecto a la dirección (G) de traslación de la línea (40) de
alimentación, inversión del movimiento del cabezal operativo, siguiendo el cabezal a la línea hasta hacer cero la
velocidad relativa con respecto a ella, situando una línea de medios de recogida que toman correspondientes
artículos por encima de los compartimentos de una segunda serie de compartimentos consecutiva a la primera
40 serie de compartimentos;
d5 – posible repetición del último paso definiendo el llenado con un artículo de una serie adicional de
compartimentos para terminar los artículos soportados por los medios de recogida del cabezal operativo.
5. El método de la reivindicación 3, caracterizado por que después de haber completado el número
predeterminado de compartimentos en la serie de compartimentos, están comprendidos los siguientes pasos:
45 c8 –retroceso del cabezal (5) operativo con respecto a la dirección (G) de traslación de la línea (40) de
alimentación, inversión del movimiento del cabezal operativo, siguiendo el cabezal a la línea de alimentación
hasta hacer cero la velocidad relativa con respecto a ella, situando una línea de medios de recogida que toman
correspondientes artículos por encima de los compartimentos de una segunda serie de compartimentos
consecutiva a la primera serie de compartimentos;
50 c9 - desactivación de los medios de recogida de la línea situados por encima de los compartimentos de la serie
de compartimentos, con un desengrane de los medios de recogida de los artículos relativos y una consiguiente
inserción de los artículos en los compartimentos de la segunda serie de compartimentos;
c10 - repetición de los pasos cuarto (c4) y quinto (c5) , para terminar los artículos soportados por los medios de
recogida del cabezal operativo;
c11 – retorno del cabezal operativo a una posición por encima de los canales para realizar el primer paso (c1) ;
c12 - repetición de los pasos (c2 – c6) que siguen al primer paso, de acuerdo con un número de artículos ya insertados en los compartimentos de la segunda serie de compartimentos.
6. El método de la reivindicación 3, caracterizado por que después de terminar los artículos soportados por los 5 medios de recogida del cabezal (5) operativo, está compuesto de los siguientes pasos:
c14 - retorno del cabezal operativo a una posición por encima de los canales para realizar el primer paso;
c15 - repetición de los pasos (c1 – c18) de la reivindicación 3 de acuerdo con un número de artículos ya insertados en los compartimentos de la primera serie de compartimentos.
7. El método de la reivindicación 1, ó 2, ó 3, ó 4, caracterizado por que en el primer paso la recogida, por medio de los medios (7) de recogida, de un grupo de artículos (3) situados en los alojamientos (2) relativos de los canales, comprende una bajada del cabezal operativo hasta llevar los medios (7) de recogida a los artículos subyacentes, activación de los medios de recogida y por último una elevación del cabezal (5) operativo con un consiguiente desengrane de los artículos enganchados a los medios de recogida de los alojamientos (2) relativos.
8. El método de la reivindicación 1, ó 2, ó 3, ó 4, caracterizado por que la desactivación de los medios de recogida de una línea, con la línea situada por el cabezal (5) operativo por encima de una serie de compartimentos de la línea de alimentación, es precedida por una bajada del cabezal (5) operativo y es seguida por una elevación del mismo.
Patentes similares o relacionadas:
MÁQUINA PARA EL POSICIONAMIENTO AUTOMÁTICO DE OBJETOS, del 19 de Marzo de 2020, de POSIMAT, SA: 1. Máquina para el posicionamiento automático de objetos, que comprende: - al menos un transportador de entrada configurado para transportar una pluralidad […]
Máquina encajadora de monodosis, del 11 de Marzo de 2020, de IMASDE EXTREMADURA S.L: La máquina encajadora de monodosis está diseñada para realizar el encajado de envases de tipo monodosis de distintos formatos en cajas vacías […]
Dispositivo de embalaje y sistema de clasificación para el embalaje direccional de productos y método para el mismo, del 18 de Diciembre de 2019, de DE GREEF'S WAGEN- CARROSSERIE- EN MACHINEBOUW B.V.: Dispositivo de embalaje para el embalaje direccional de productos (P), como verduras y frutas, que comprende: - un sistema de sensor que comprende: un sistema […]
Máquina de embalar, del 20 de Noviembre de 2019, de Mad Automation SRL: Máquina de embalar que comprende: - un transportador de entrada para transportar productos para su embalaje a lo largo de una dirección de desplazamiento […]
MÁQUINA ENCAJADORA DE ENVASES VERTICALMENTE INESTABLES Y PROCEDIMIENTO DE ENCAJADO DE ENVASES VERTICALMENTE INESTABLES, del 8 de Agosto de 2019, de TAVIL IND S.A.U: La presente invención se refiere a una máquina encajadora de envases verticalmente inestables que comprende unos medios de transporte de los […]
Conjunto y proceso para organizar pilas de tapones de corcho y máquina que comprende dicho conjunto, del 8 de Mayo de 2019, de Amorim Cork Research, Lda: Un conjunto para organizar pilas de tapones de corcho, que comprende: · una plataforma para organizar pilas de tapones de corcho que comprende una […]
DISPOSITIVO PARA MAQUINA ENCAJADORA DE FRUTA, del 10 de Abril de 2019, de ITEC MAQUINARIA, S.L: 1. Dispositivo para máquina encajadora de fruta capacitado para aspirar una capa de frutas y ser transferida al interior de una caja para su transporte y comercio, […]
Procedimiento y dispositivo para el tratamiento o procesamiento de recipientes para sustancias para aplicaciones médicas, farmacéuticas o cosméticas, del 30 de Noviembre de 2016, de SCHOTT AG: Procedimiento para el tratamiento o el procesamiento de recipientes , que sirven para la conservación de sustancias para aplicaciones médicas, […]